(54) СПОСОБ ПЛАКИРОВАНИЯ ПЕСКА СМОЛАМИ
элементов, которые находятся в перемешиваемой смеси, или механическим воздействием, обеспечивающими предлагаемые параметры режима перемешивания.
При перемешивании с помощью электромагнитных элементов последние перемещаю-рся и вращаются под действием магнитного поля. Разрущая макрообъемы песка, ферромагнитные элементы приводят частицы песка в поступательное и вращательное движенив с необходимыми скоростями.
Время прохождения частиц песка через плоскости ферромагнитных элементов составляет 0,1-5,0 сек. При подаче в рабочую зону жишко СМОЛЬ кажцс я частица песка, благодаря приложенной к ней силе от ферромагнитных элементов, обволакивается смолой; В этом процессе время контакта играет важную роль. При уменьшении времени контакта частицы песка неравномерно обволакиваются смолой, что снижает эффективность плакирования. Увеличение времени контакта приводит к снижению производительности плакирования.
Плакированный песок из камеры удаляет ся под действием собственного веса, при этом ферромагнитные частицы Удерживают
ся электромагнитным полем в рабочей зоне установки.
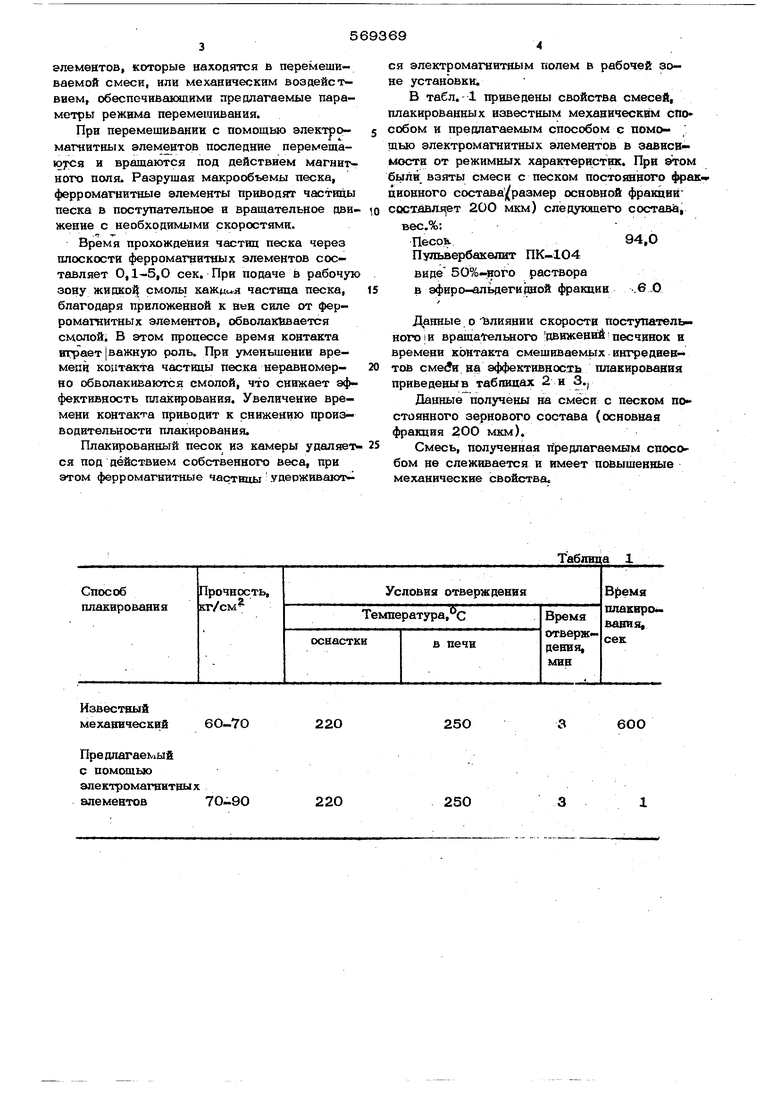
В табл.-1 приведены свойства смесей, плакированных известным механическим спо собом и предлагаемым способом с помощью электромагнитных элементов в за&исв мости от режимных характеристик. При этом были взяты смеси с песком постоянного фpa пионного состава|(размер основной фракций сост. 200 мкм) следукицего состав, вес.%:
Песоь.94,0
Пупьвербакелит ПК-104
виде50%-вого раствора
в эфиро-альдегидной фракции .6 .0
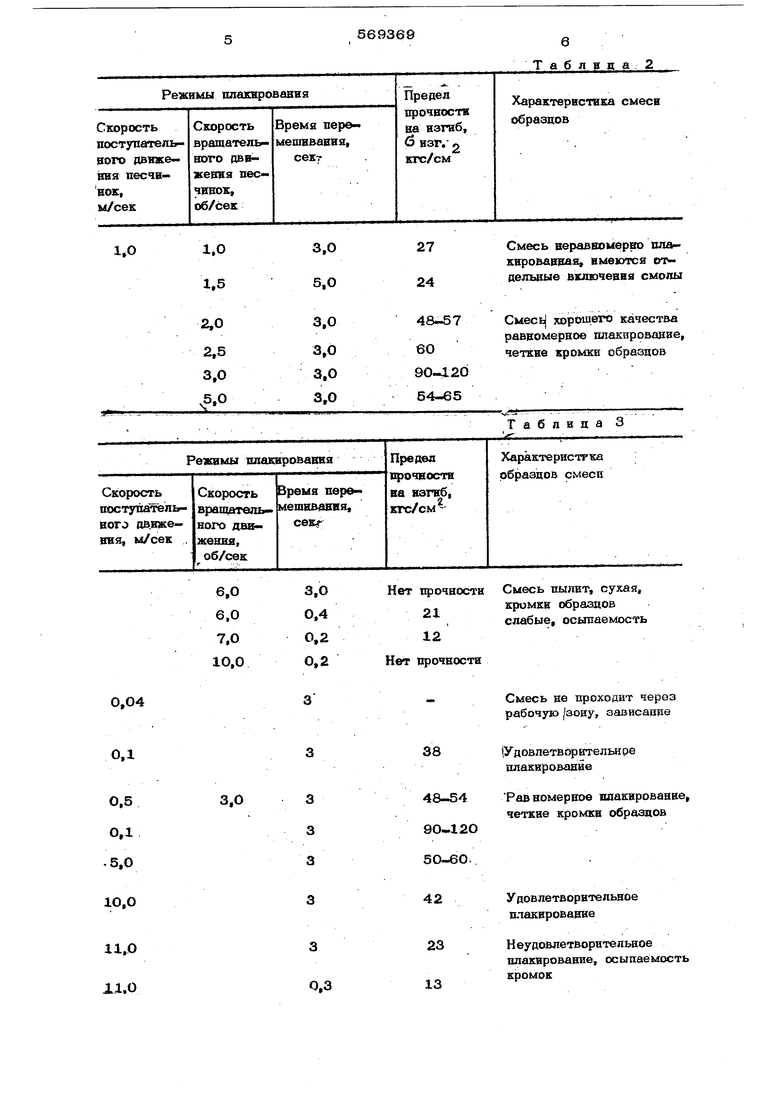
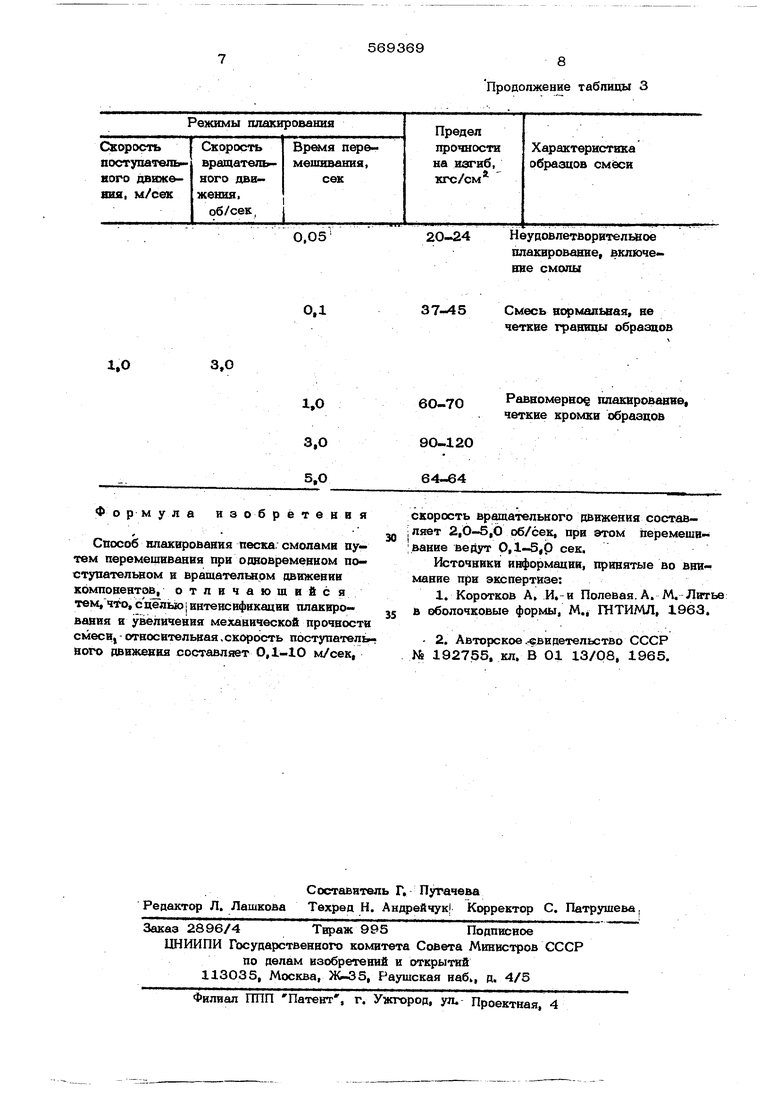
Данные о Ьлиянии скорости поступательного и вращательного движений: пес чинок и времени контакта смешиваемых ингредиентов сме(и на эффективность плакирования приведены в таблицах 2 и 3.|
Данные получены на смеси с песком по стоянного зернового состава (основная фракция 200 мкм).
Смесь, полученная предлагаемым спосо бом не слеживается и имеет повыщенные механические свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ СКВАЖИНЫ | 2007 |
|
RU2391492C2 |
| Способ приготовления плакированного песка для изготовления литейных оболочковых форм и стержней | 1976 |
|
SU582039A1 |
| СПОСОБ ОЧИСТКИ МАСЛОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2043528C1 |
| Способ приготовления жидких смесей при производстве изделий из латекса | 1971 |
|
SU457328A1 |
| Способ получения проппанта | 2021 |
|
RU2783399C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ДИСПЕРСНЫХ МАТЕРИАЛОВ ПО ПЛОТНОСТИ ЧАСТИЦ | 1999 |
|
RU2173582C2 |
| ОГНЕУПОРНАЯ БЕТОННАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕЕ БЕТОНА | 2012 |
|
RU2530137C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ КЕРАМИКИ АДДИТИВНОЙ ТЕХНОЛОГИЕЙ ДЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ГЕОМЕТРИИ | 2023 |
|
RU2814669C1 |
| Способ получения биметаллов с односторонним или двусторонним плакированием с помощью "холодного" газодинамического напыления (ХГДН) | 2021 |
|
RU2787322C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОППАНТА И ПРОППАНТ | 2003 |
|
RU2257465C2 |
Известный
60-70
22О механический
Пре длагаеьый с помощью электромагнитных элементов70-90
Таблица 1
3
250
6ОО
250
Т а б л и да 2
Габлияа 3
кромкЕ образцов слабые, осыпаемость
Смесь не проходит через рабочзгю /зону, аависанве
|Удовлетвор игельн ре плаквровавве
Раввомервое ппаЕврованве, четкие кромка образдов
Удовлетворительное нлаквровавве
Неудовлетворительное олаквровавне, осыпаемость кромок
0.05
0.1
3,0
Продолжение табпицы 3
20-24Неудовлетворвтельвое
плакирование, включевве смолы
37 45Смесь нормальная, ве
четкие границы образцов скорость вращательного движения составляет 2,6-5,6 об/сек, при этом перемешивание ведут 0,1-5,0 сек. Источники информации, принятые во внимание при экспертизе: 1. Коротков А, И, и Полевая. А. М. Литье в оболочковые формы, M.j ГНТИМЛ, 1963. 2. Авторское .свидетельство СССР Mi 192755, кл. В 01 13/08, 1965.
