1
Изобретение относится к области литейно производства, а именно к устройствам дозирования, используемым для литья под давлением.
Известно устройство для дегазации и
дозирования жидкого металла, состоящее из ванны с центральным и боковыми каналами для перемещения жидкого металла по запорному металлопроводу, индукторов и электромагнита
Данное устройство является наиболее близким по технической сущности к предлагаемому изобретению.
Недостатком этого усгройства является то, что вакуумирование металла возможно проводить лишь периодически, а колебания Величины остаточного давления при вакуумировании изменяют дозу подаваемого в камеру прессования металла. При этом наруша шается непрерывность процесса дегазации металла и снижается его качество.
Целью изобретения является обеспече1ше непрерывной дегазации жидкого металла на весь период работы машины литья под
давлением и повышение точности дозирования подаваемого п нее металла.
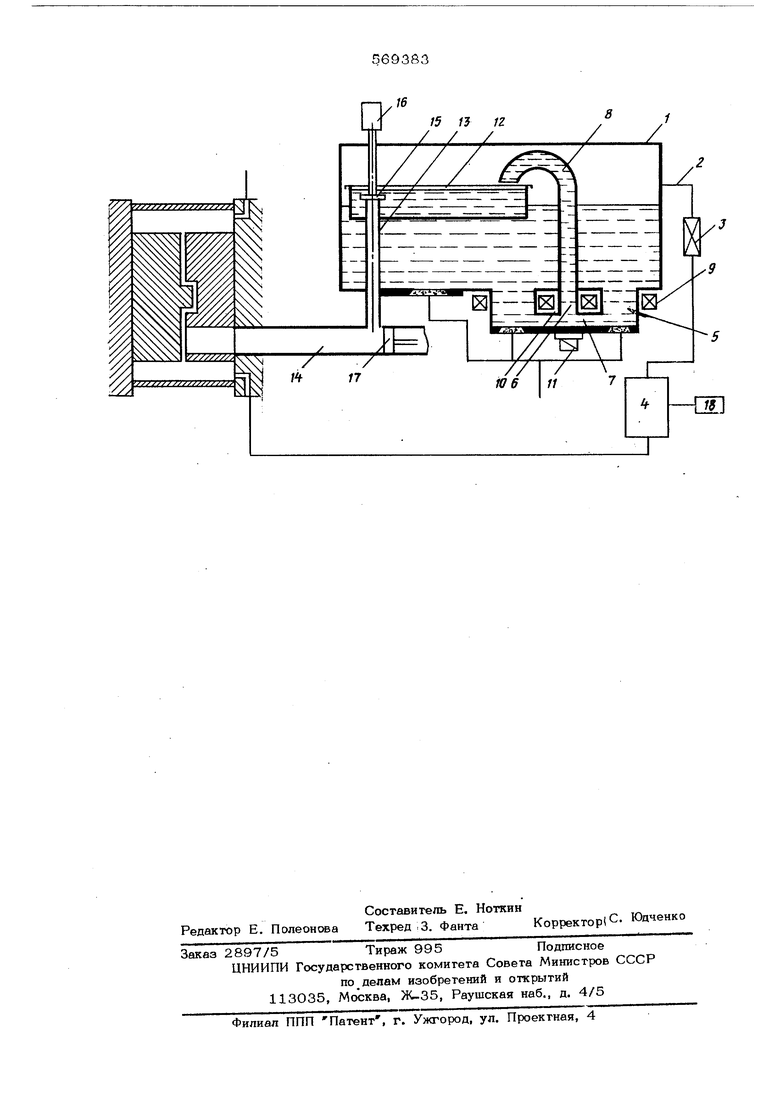
Достигается это тем, что внутри ванны для металла размещен резервуар, со сливным патрубком, снабженным пробкой, приводимой в движение приводом подъема и опускания ее на верхний торец сливного патрубка.
На чертеже показано предлагаемое устрой ство.
Устройство состоит из герметичной ваннь 1, заполненной жидким металлом и сообшак. щейся с помощью трубопровода 2 через вакуумный клапан 3 с вакуумным аккумулятор 4. Два боковых канала 5 и центральный квнал 6 вашал 1 сообщаются горизонтальным каналом 7 с металлопровоцом 8. Боковые каналы охватываются индукторами 9 с катушками питания 10. Место пересечения центра ного и горизонтального каналов обхватывает ся электромагнитом 11. Внутри ванны 1 размещен открытый резервуар 12, уровень установки верхних кромок которого первышает уровень зеркала металла в ванне 1. Металлопровод 8 заканчивается над резервуаром 12 с гарантированным зазором между его обрезом и уровнем верхних кромок резервуара. Спнвной патрубок 13 соединяет резервуар 12 с камерой прессования 14. Верхний торец сливного патрубка 13 прикры- j вается проЬкой 15, снабженной приводом 16 вертикального перемещения. Объем резервуара 12, заключенный между уровнями его верхних кромок и торца сливного патрубка 13, равен мерной порции металла,,Q подаваемого в камеру прессования 14. Объем, камеры прессования 14 несколько больше мерной порции подаваемого в нее металла. В камере прессования 14 установлен прессующий поршень 17. Вакуумный аккумулятор 5 4 снабжен вакуумным насосом 18. Объем герметичной ванны 1 находится под постоянным разрежением, обеспечиваемым вакуумным насосом 18 через аккумулятор 4, клапан 3 и трубопровод 2. 20
Устройство работает следующим образом.
При поданном напряжении на катушки 10 питания, индукторы 9 и электромагнит 11 жидкий металл по боковым, горизонтальному и Центральному каналам подается в металло- ts провод 8 и выливается в резервуар 12. При прикрытом пробкой 15 торце сливного пат рубка 13, .«еталл, поступающий в резервуар 12, заполняет его, а затем начинает переливаться через верхние кромки, создавая зо развитую поверхность соприкосновения металла с разреженной средой ванны 1 и способствуя интенсивной дегазации металла.
При поступлении сигнала о достижении в полостях литейной формы и камеры прессова-35 ння 14 необходимого вакуума снимается напряжение с электромагнита 11 и жидкий металл перестает поступать в металлопровод 8 н резервуар 12. По истечении времени, достаточного для слива остатков ме- 40 галла из металлопровода 8 в резервуар 12, привод 16 поднимает пробку 15 и объем
металла, заключенный между уровнями верхних кромок резервуара 12 и торца сливного патрубка 13, сливается через отверстие сливного патрубка 13 в камеру прессования 14. По окончании слива порции дозированног металла привод 16 опускает пробку 15 на торец сливного патрубка 13, а на электромагнит 11 вновь подается напряжение и металл из ванны 1 вновь начинает поступать и переливаться Через кромки резервуара 12 . Мерная порция металла, поступившая в камеру прессования 14, заполняет ее неполностью. Полное заполнение камеры прессования металлом наступает не раньше того момента j когда поршень 17 полностью перекроет сечение сливного патрубка 13. Пробка 15 надежно разъединяет полость ванны 1 сливного патрубка 13 и камеру прессования 14 в периоды, когда по окончании формирования изделия и разъема литейной формы они сообщаются с атмосферой.
Формула изобретения
Устройство для дегазации и дозирования жидкого металла, включающее ванну с цент ральным и боковыми каналами для перемещения жидкого металла, металлопровод, индукторы и электромагнит, отличающееся тем, что, с целью непре{%1вной дегазации жилсого металлами повышения точности дозирования, оно снабжено размешенным в ванне открытым резервуаро со сливным патрубком и пробкой с приводом ее вертикального перемещения, установленной на верхнем торце сливного патрубка.
Источники информации, принятые во внимание при экспертизе:;
1. Авторское свидетельство СССР NO 423999, кл. Г 27 d 11/О6, 1973. -S I
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБЪЕМНОГО ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА В ФОРМУ | 1971 |
|
SU313612A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1973 |
|
SU423999A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| УСТРОЙСТВО для ПРИГОТОВЛЕНИЯ и ПОДАЧИ | 1973 |
|
SU366928A1 |
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1972 |
|
SU438496A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Способ дозирования с использованием инерционного периода движения металла | 1977 |
|
SU688281A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Вакууматор | 1980 |
|
SU933733A1 |
| Устройство для дозирования жидкого металла | 1987 |
|
SU1435394A1 |