1
Изобретение относится к области электрометаллургии и литейного нроизводства, в частности к индукционным печам.
Известен ряд индукционных канальных печей, которые предназначены для плавления и разливки жидкого металла.
Однако слив металла в таких печах осуществляется по металлопроводу, который устанавливается в печь на время слива. Металлопровод представляет собой огнеупорную неэлектропроводную трубу, за которой необходимо осуществлять определенный уход. Например, необходимо осуществлять нагрев сливной трубы перед установкой ее в печь и сливом металла во избежании образования в полости трубы трудноустранимой пробки. Необходимо иметь определенный производственный навык при установке трубы в печь и центровке. В некоторых случаях достичь плотного соединеиия торца трубы с нагнетающими каналами печи невозможно, например при работе на чугуне и стали, из-за разгара футеровки. Неплотная стыковка приводит к увеличению гидравлических потерь, а при значительных зазорах вообще нельзя осуществить слив металла. Стойкость труб в жидком .металле, особенно в чугуне и стали, очень низкая. Практически металлопровод можно использовать только один раз.
Целью изобретения является осуществление слива металла из печи с помощью электромагнитных сил.
Это достигается за счет установки в ванне предлагаемой печи двух перегородок, образующих со стенками тигля промежуточную емкость и переходящих в верхней части тигля в желоб, по которому осуществляется слив металла.
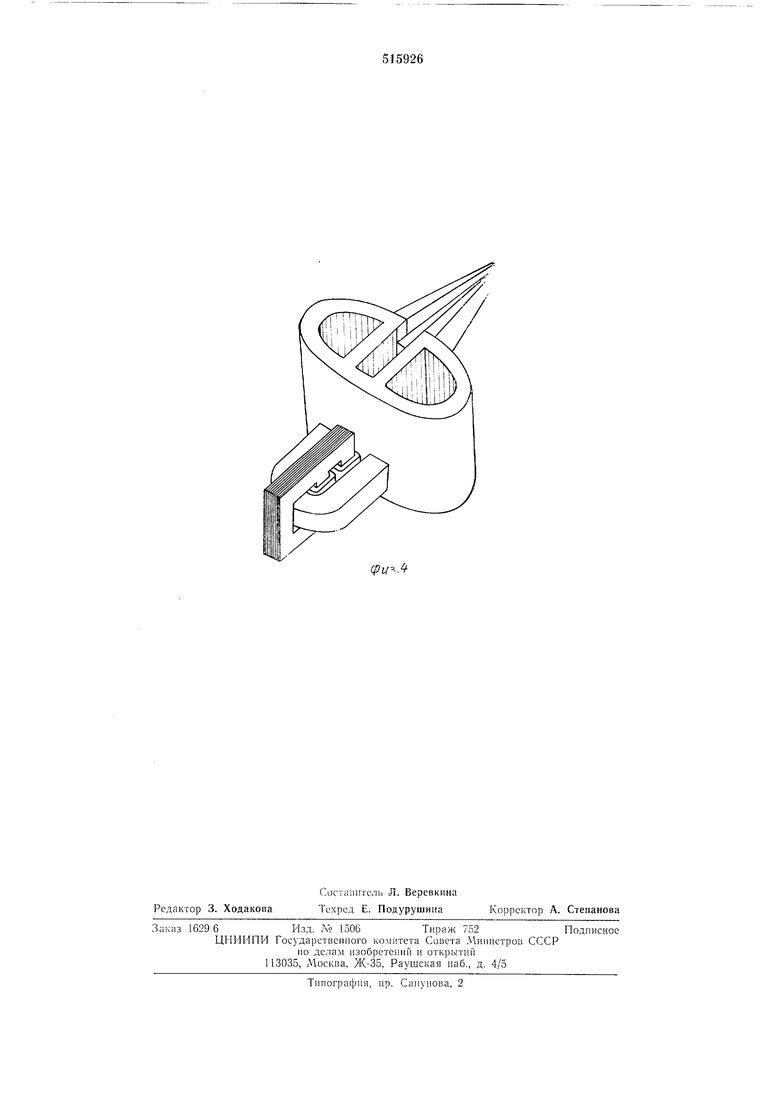
На фиг. 1 и 2 представлена предлагаемая печь, вид сбоку; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - печь в аксонометрии с наклонным горизонтальным каналом.
Печь состоит из тигля 1, который в нижней части печи соединяется с каналом 2. В зазоре между дном тигля и каналом установлен индуктор 3 с катушкой питания 4. Б тигле печи установлено две перегородки 5, которые со стенками тигля образуют промежуточную емкость 6, которая в верхней части тигля переходит в желоб 7.
Перегородки разделяют тигель на три части, которые между собой сообщаются через окна 8. Промежуточная емкость в нижней части сужается и образует активную зону 9, которую охватывает электромагнит 10 с обмотками питания 11.
Запуск и работа печи в режиме плавки и подогрева металла подобна работе обычных
канальных нечей и заключается в том, что перед зануском ее проводится заливка определенной, порции металла для образования короткозамкнутого витка вокруг индуктора. В короткозамкнутом витке, который является вторичной обмоткой ..индуктора (трансформатора), индуктируется ток. Этот ток, проходя по жидкому металлу, производит подогрев его .и плавление шихты, поступающей в печь.
Слив металла осуществляется без наклона печи и использования дополнительных металлопроводов. Кроме того, предлагаемая печь может использоваться как устройство д.чя разливки металла и его дозирования.
При сливе металла необходилю включить питание электромагнита. В этом случае через активную зону протекает ток, индуктироват ный в жидком металле индуктором. Этот же объем жидкого металла пронизывается магнитным полем, которое создается электромагнитом. В результате взаимодействия тока, протекающего ио жидкому металлу, с магни-i мым иолем создается электромагнитная сила, которая заставляет двигаться металл. Направление тока в металле и магнитного поля выбирается таким, чтобы электромагнитная сила была направлена вверх. При этом жидкий металл через окно 8 в перегородках поступает в образованную ими промежуточную емкость 6. В этой емкости непрерывно повышается уровень металла и при достижении жидким металлом уровня желоба он по нему сливается в металлоприемник (ковш, литейная форма). Скорость подъема металла зависит от величины тока в металле и магнитного поля в зазоре электромагнита и регулируется в широких пределах индуктором или электромагнитом. Остановка металла осуществляется выключением напряжения питания индуктора или электромагнита, или реверсированием напряжения питания одного из них.
Для уменьшения гидравлических потерь электромагнит полностью перекрывает активную зону и часть перегородок.,
Установка двух перегородок, которые образуют промежуточную емкость, ограничивают активную зону в нижней части печи и переходят в сливной желоб в ее верхней части, позволяет упростить систему слива металла и тем самым повысить эффективность устройства, значительно облегчить труд плавильщика, устранить дополнительные операции на подготовку сливной трубы к работе и ее изготовление.
Формула изобретения
Р1ндукциоиная печь, состоящая из тигля, соединенного в нижней части с каналом, индуктора, установлениого в зазоре между дном тигля и каналом, электромагнита и сливного желоба, отличающаяся тем, что, с целью осуществления слива металла из печи с помощью электромагнитных сил, в тигле перпендикулярно плоскости канала выполнены две перегородки, разделяющие тигель на три сообщающиеся между собой горизонтальными каналами части и образующие со стенками тигля промежуточную емкость, которая в верхней части тигля нереходит в сливной желоб, а в нижней части ограничивает активную зону, охватываемую электромагнитом.
(риг. г.

| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1970 |
|
SU431230A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Электромагнитный дозатор жидкого металла | 1980 |
|
SU925547A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| Устройство для порционной разливкиМЕТАллА | 1977 |
|
SU660342A1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Магнитодинамическая раздаточная печь | 1981 |
|
SU984667A1 |