дом, металлопровод расположен перпендикулярно продольной оси желоба, а электромагнит размещен в месте соединения металлопровода и канала.
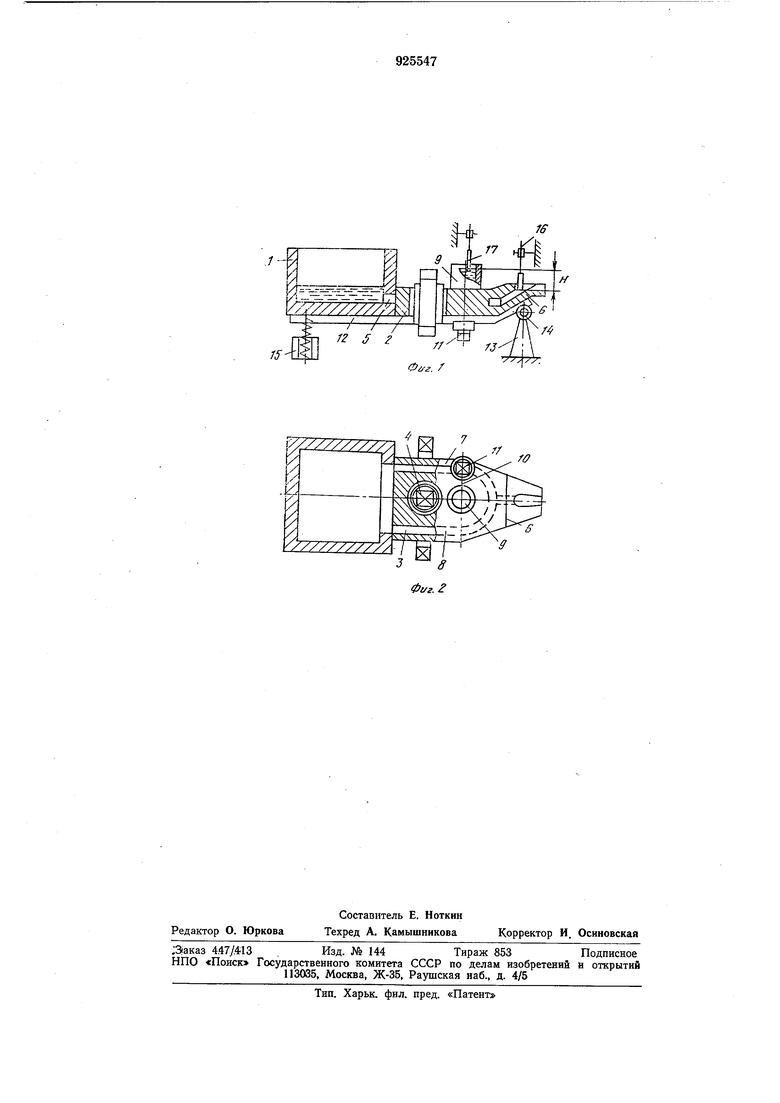
На фиг. 1 представлен предлагаемы электромагнитный дозатор, вид сбоку; на фиг. 2 - то же, вид сверху.
Дозатор жидкого металла содержит тигель 1, к боковой стенке которого прикреплен огнеупорный блок 2 с иолым каналом 3. В огнеупорный блок 2 встроен индуктор 4. Для сообщения полости канала 3 с тиглем в его боковой стенке выполнен проем 5. Сливной желоб 6 сообщается с полостью канала 3 и разделяет огнеупорный блок на два участка 7 и 8, расположенных между стенкой тигля 1 и сливным желобом 6. Мерная емкость 9 выполнена в огнеупорном блоке на участке, противоп9ложном сливному желобу 6 между центральным стержнем индук тора 4 и внутренней образующей полости канала. Мерная емкость 9 сообщается с полостью канала 3 металлопроводом 10. Узел подсоединения металлопроврда 10 к каналу 3 расположен в зазоре электромагнита 11, установленного на участке 7 огнеупорного блока между стенкой тигля 1 и сливным желобом 6. Для обеспечения максимальной электромагнитной силы ось металлопровода 10 расположена под 90 к продольной оси желоба 6. Тигель 1 с огнеупорным блоком 2 установлен на раме 12, которая крепится на основании 13 и имеет возможность ограниченного поворота в вертикальной плоскости вокруг оси 14 с помощью привода 15. Контроль уровня металла в сливном желобе 6 осуществляется датчиком 16, а в мерной емкости - датчиком 17.
Электромагнитный дозатор жидкого металла работает следующим образом.
В тигель заливают металл. Вокруг индуктора образуется короткозамкнутый металлический виток. При включении индуктора в сеть промышленной частоты в витке индуктируется электрический ток, который подогревает жидкий металл и поддерживает его температуру согласно технологии заливки форм. При формировании дозы включают электромагнит так, чтобь электромагнитная сила была бы направлена в сторону мерной емкости. В мерную емкость нагнетается жидкий металл. В тигле 1 и сливном желобе 6 уменьшается уровень металла. При этом подается сигнал на привод 15, который во время заполнения мерной емкости осуществляет поворот устройства до тех пор, пока при заданном уровне металла в мерной емкости 9,
контролируемом датчиком 17, уровень металла в сливном желобе 6 не достигнет необходимой отметки слива, которая непрерывно контролируется датчиком 16.
При заданном внутреннем сечении мерной емкости величину дозы определяет высота металла Н над заданной отметкой слива.
Для выдачи порции металла отключают напряжение электромагнита. Жидкий металл под действием гравитационных сил сливается из мерной емкости через металлопровод 10 и полость канала 3 по желобу 6 в форму.
Таким образом, перед каждой заливкой порции металла в форму в мерную емкость нагнетается определенная доза и приводом обрабатывается заданный уровеиь слива металла на желобе. Затем отключается напряжение питания электромагнита. Цикл повторяется.
В предлагаемом дозаторе узел подсоединения металлопровода мерной емкости к полости канала и участок подсоединения к нему сливного желоба конструктивно разнесены. Участок подсоединения сливного желоба к каналу не находится в зазоре электромагнита, а это исключает возможность влияния полей рассеяния электромагнита на начальный избыточный напор в сливном желобе. Конструктивная развязка узла металлопровода с электромагнитом и участка сливного желоба позволяет полностью исключить влияние электромагнитных полей на уровень металла в сливном желобе и тем самым повысить точность дозирования, исключить необходимость проведения корректировки датчиков при изменении напряжения питания индуктора и
увеличить производительность дозатора.
Формула изобретения
Электромагнитный дозатор жидкого металла, включающий основание, на котором шарнирно закреплена рама, несущая тигель со сливным желобом, огнеупорный блок с каналом, индуктор, электромагнит, датчики уровня и мерную емкость с металлопроводом, отличающийся тем, что, с целью повышения точности дозирования, металлопровод расположен перпендикулярно продольной оси желоба, а электромагнит размещен в месте соединения металлопровода и канала.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР по заявке 2794619/02, кл. С 21 С 5/52, 1979.
i
1- r-J- -r/ -Л
.j-:--.r- / Л
/7//У/7/У/7150i/Z. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| Устройство для порционной разливкиМЕТАллА | 1977 |
|
SU660342A1 |
| Устройство для заливки форм | 1981 |
|
SU954435A1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Устройство для разливки металла | 1986 |
|
SU1388181A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
//
/
