(54) СПОСОБ СУШКИ СТРОИТЕЛЬНОЙ КЕРАМИКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2014 |
|
RU2560733C1 |
| Способ сушки строительной кера-МиКи | 1979 |
|
SU808476A1 |
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2020 |
|
RU2742163C1 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2743979C1 |
| Способ сушки строительной керамики | 1984 |
|
SU1186603A1 |
| Способ изготовления теплоизоляционных изделий | 1978 |
|
SU749810A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2162831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ СПОСОБНОГО ВСПУЧИВАТЬСЯ ПРИРОДНОГО ГЛИНИСТОГО СЫРЬЯ | 2011 |
|
RU2469008C1 |
| Способ изготовления пористых керамических изделий | 1976 |
|
SU609735A1 |
| Способ получения кварцевой керамики | 2017 |
|
RU2650970C1 |
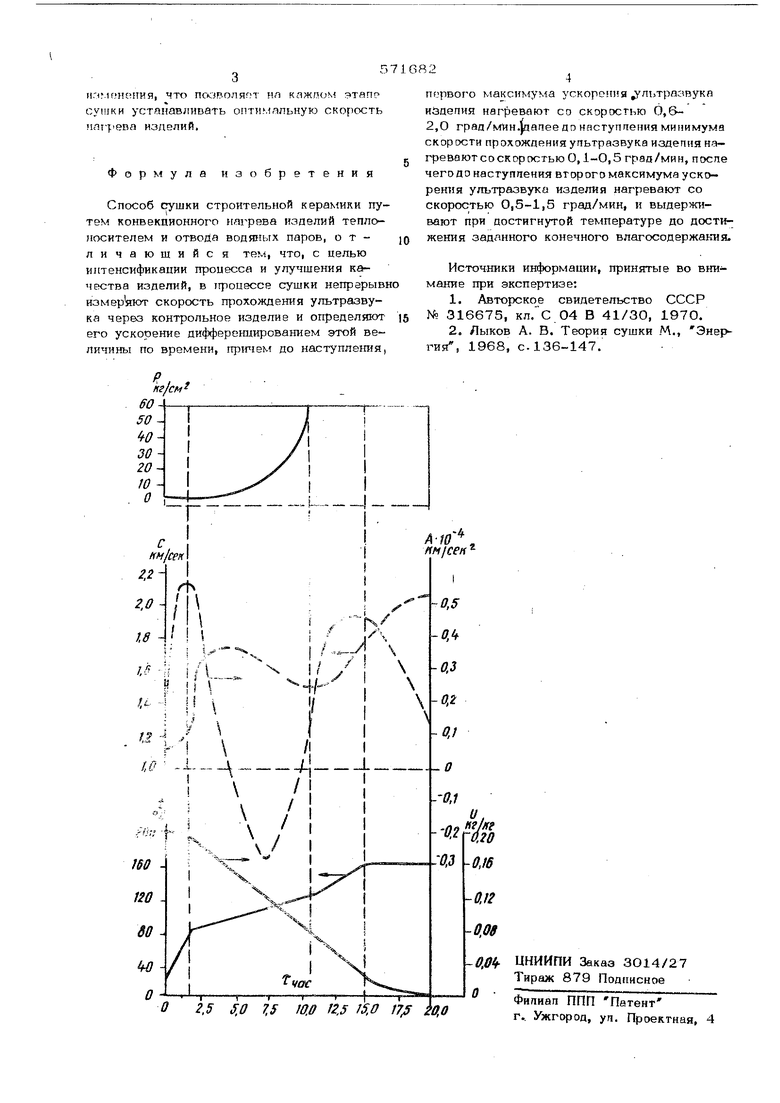
Изобретение относится к технологии производства строительных материалов и может быть использовано при изготовлении изделий .из грубодисперсной строительной керамики (кирпич, дренажные трубы и т.п.) Известен способ сушки строительных изделий, включающий операцию вакууми- .рования, необходйТ1ую для интенсификации процесса 1J. Недостатком такого способа являются сложность, устройства для его реализации и повышенная энергоемкость. Наиболее близким из известных является способ сушки строительной керамики путем конвекционного нагрева изделий теплоносителем и отвода водяных паров 2j. Однако режим сушки по зонам устанавливают без учета структурных изделий, происходящих в керамических изделиях при их сушке, что приводит к снижению скорое тй сушки и качества изделий. Целью изобретения является интенсификация процесса сушки и повышение качес ва изделий. Это достигается тем, что в процессе сушки непрерывно измеряют скорость прохожде гая ультразвука через контрольное изделие И- определяют его ускорение дггфференцироваш1ем этой величины по време га, причем до наступления первого максимума ускорения ультразвука изделия нагревают со скоростью 0,6-2,0 град/мин, далее до наступления митгмума скорости прохождения ультразвука изделия нагревают со скоростью 0,1-0,5 град/мин, послр чего до наступления второго максимума ускорения ультразвука изделия нагревают со скоростью 0,5-1,5 град/мин, и выдержттают при достигнутой температуре до достижения заданного конечного ,впагсюодержания. На чертеже представлены кривые напряжения сдвига материала Р, скорости прохожДания ультразвука через изделие С, его ускорения А, температуры t изделия и его влагосодержания И, в зависих{ости от времени сушки t . Изменение скорости ультразвука в процессе сушки керамического изделия характеризует происходящие в нем структурные 11.ЧГ.1ННОПИЯ, что посчволяг-Т ил кажпок этапр cyujKH устанавливать оптя.мапьную скорость ипгрева изделий. Формула изобретения Способ сушки строительной керакшки путем конвекпионного нагрева изделий теплоносителем и отвода водяных паров, о т личаюшийсн тем, что, с целью интенсификации процесса и улучшения качества изделий, в тфоцессе сушки непрерыв измеряют скорость прохождения ультразвука через контрольное изделие и определяют его ускорение дифференцированием этой величины по времени, до наступлеггая первого максимума ускорения ,ультра;шука издепия нагревают со скорсютью ,0 град/мин.рапее дп наступления минимума скорости прохождения угтьтразвука издепия на- греваютсоскоростьюО,1-О,5 град/мин, поспе чего до наступления второго максимума ускорения ультразвука изделия нагревают со скоростью 0,5-1,5 град/мин, и выдерживают при достигнутой температуре до достижения заданного конечного влагосодержакия. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 316675, кл.с 04 В 41/30, 1970. 2.Лыков А. В. Теория сушки М., Энергия, 1968, с. 136-147.
