1
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может исг пользоваться при изолировании пазов магнитопровода электрических .машин.
Известно устройство для изготов- ления и укладки в пазы статоров электрических машин изоляционных гильз, содержащее фильерное устройство, планку со сквозным пазом криволиней- ,(, ной формы и досылатели fl.
Недостатком данного устройства является то, что при выталкивании гильзы с манжетами (т.е. загнутыми концами) из формующей щели через напра- ,5 вляющую щель в паз статора, манжеты гильз деформируются, что может привести к нарушению изоляции паза статора.
Известно также устройство для . 2о укладки изоляции в пазы магчитопроводов электрических машин, в котором концы изоляционных гильз, установленных в пазах, отгибают к торцовой no-i
верхности магнитопроводов нагретые штампы, выполненные в виде кольца, несущего на своей торцовой поверхности формующие элементы 2}.
Однако известное устройство не обеспечивает калибровки изоляционных гильз и приводит к увеличению длительности рабочего цикла из-за необходимости удерживать отогнутые концы изоляционных гильз фиксаторами до их остывания.
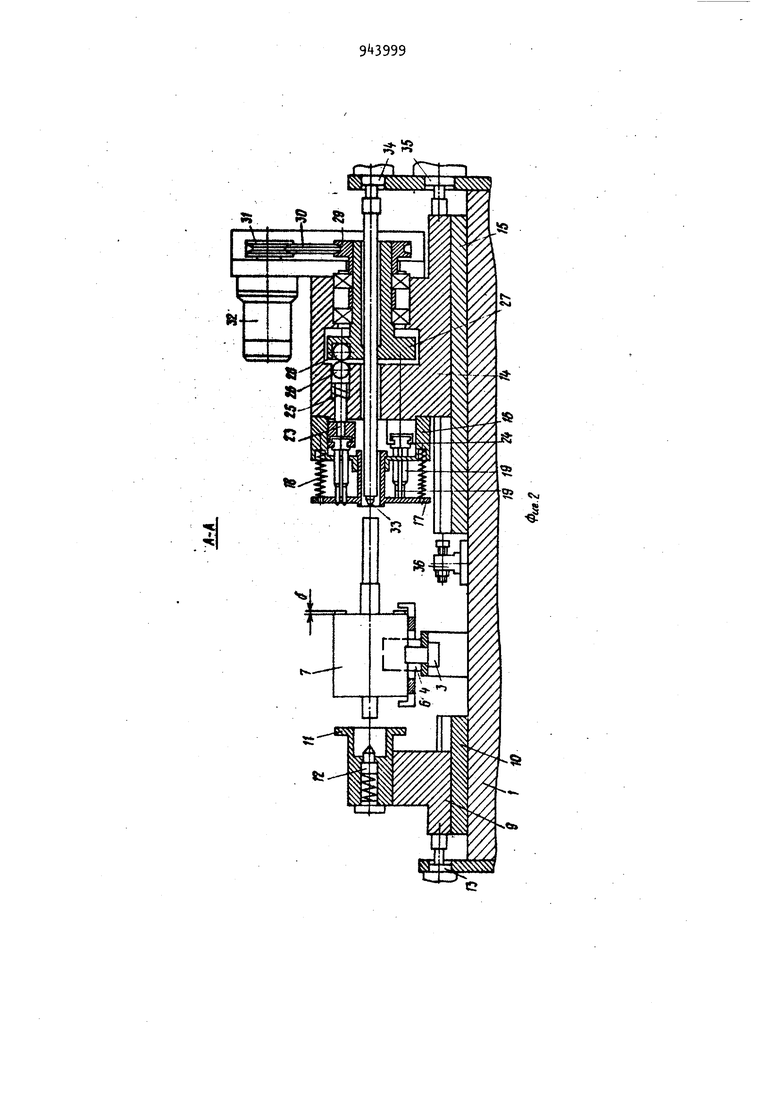
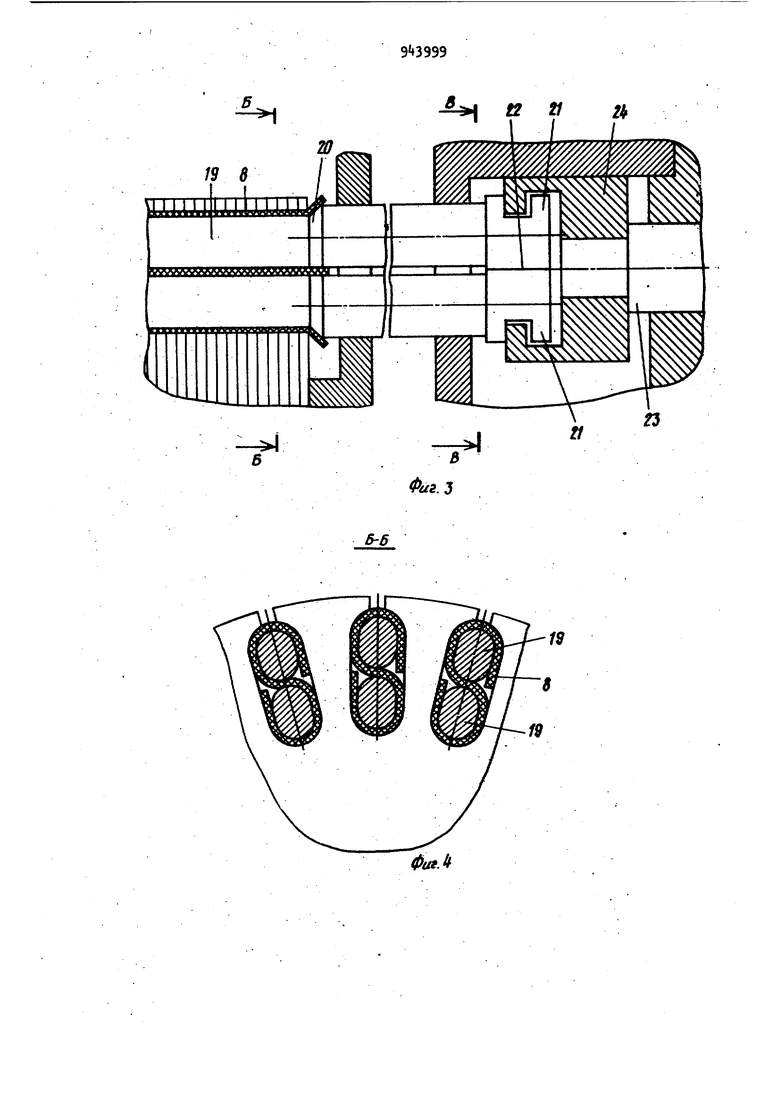
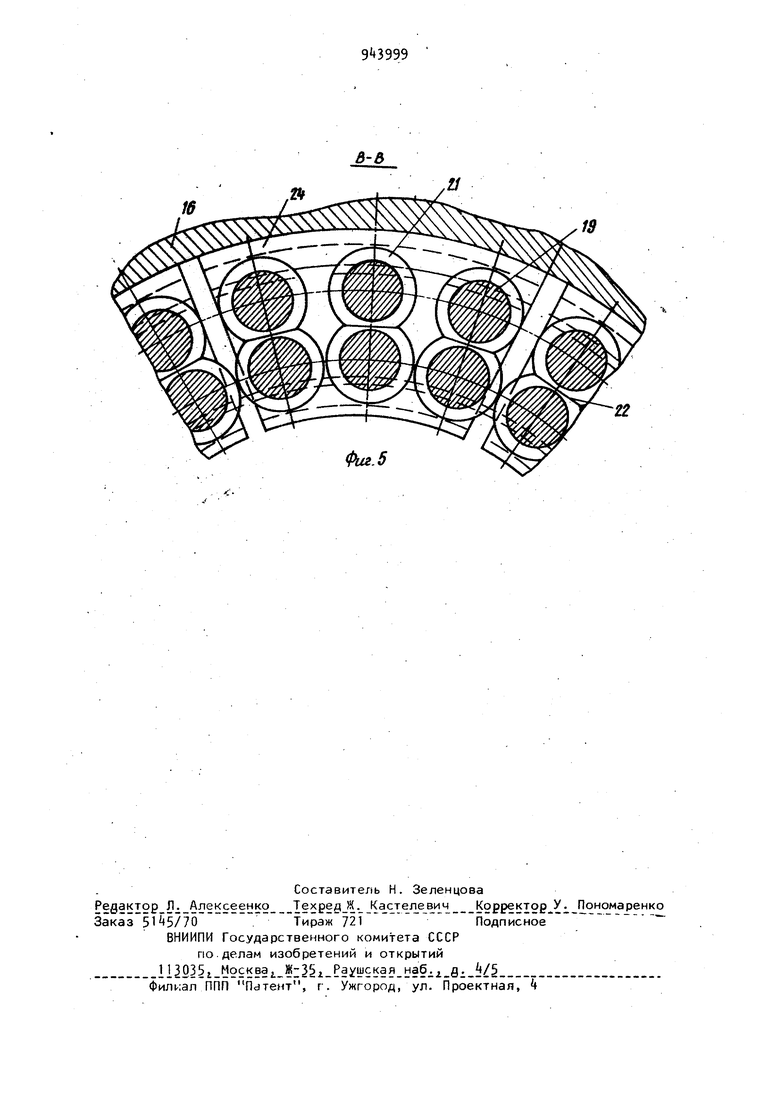
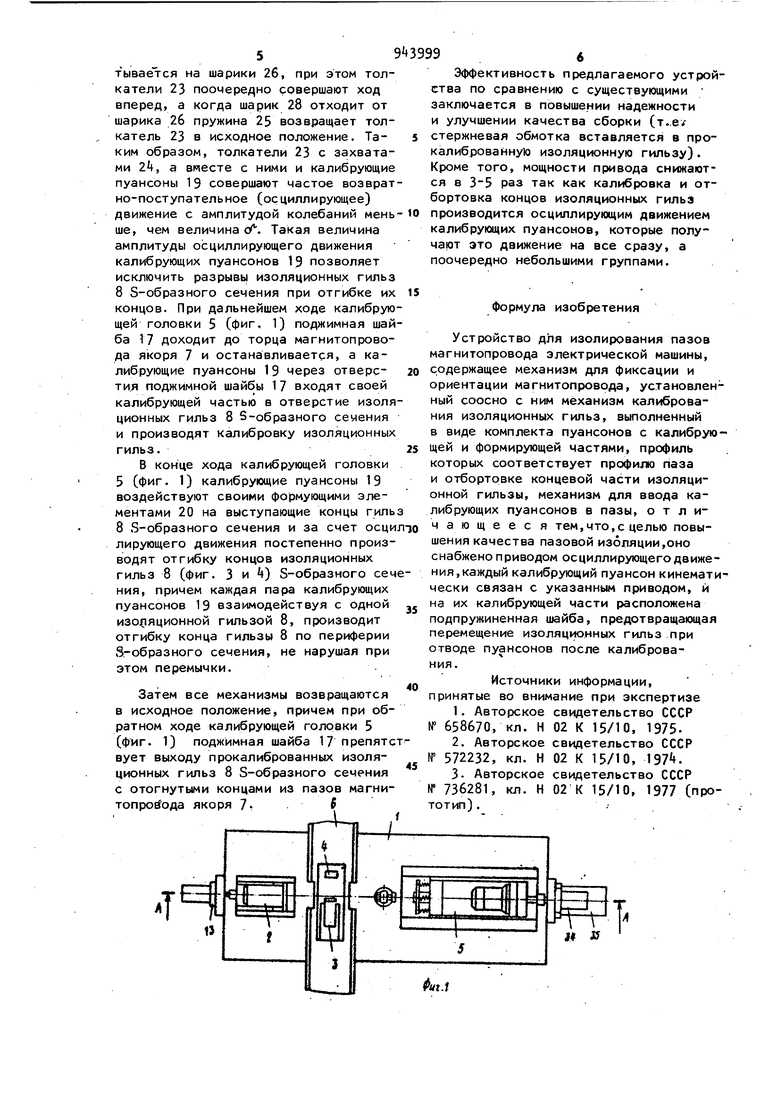
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для изолирования пазов магнитопровода электрических машин, содержащее механизм для фиксации и ориентации магнитопровода, механизм калибрования изоляционных гильз, выполненный в виде комплекта пуансонов с калиб- . рующей и формующей частями, механизм для ввода калибрующих паунсонов в па.зы 3.;. 3Э Недостатком известного устро йства является наличие общего привода всех калибрующих пуансонов, усилие которого выбирается из условия одновременной калибровки всеми калибрующими пуансонами всех изоляционных гильз, все усилие привода передается на одну или несколько изоляционных гильз, которые первыми вступали в контакт с ка либрующими пуансонами, а это приводит к их смятию. В случае отбортовки концов изоляционных гильз S-образного сечения к торцу магнитопровода наблюдается разрыв изоляционных гильз на криволинейных участках. Цель изобретения - повышение качества пазовой изоляции. Поставленная цель достигается тем, что устройство снабжено приводом осциллирующего движения, каждый калибру щий пуансон кинематически связан с указанным приводом, и на их калибрующей части расположена подпружиненная шайба, предотвращающая перемещение изоляционных гильз при отводе пуансонов после калибрования. На фиг. 1. изображено предлагаемое устройство, вид в плане; нафиг. .2 разрез А-А на фиг. 1; на фиг. 3 момент отбортовки концов ИЗОЛЯ1 ОННОЙ гильзы S-образного сечения; на фиг.4разрез Б-Б на фиг. 3; на фиг. 5 .разрез В-В на фиг. 3. Устройство содержит станину 1 (фиг. 1), на которой размещены опорная головка 2, механизм 3 ориентации, упор 4, калибрующая головка 5 и наклонный лоток 6, по которому подается якорь 7 (фиг. 2) электрической машины со вставленными в его пазы изоляцион ными гильзами 8 S-образного сечения. Опорная головка 2 (фиг. 1) содержит ползун 9 (фиг. 2), установленный в направляющей 10. На ползуне 9 закреплен опорный стакан 11 с подпружич ненным центром 12. Цилиндр 13 служит для перемещения ползуна 9. Калибрующая головка 5 (фиг. 1) содержит ползун 14 (фиг. 2), установлен ный в направляющей 15- На ползуне 14 закреплен корпус 16 с подвижной шайбой 17 пружинами 18 и комплектом калибрующих пуансонов 19. каждый из которых выполнен в виде стержня, несуще го на своей поверхности формирующий элемент 20 (фиг. 3) и оканчивающегося хвостовиком 21 с пазом и лыской 22 (фиг. 3 и 5), предназначенной для Э4 предотвращения проворота калибрующих пуансонов 19. В ползуне 14 (фиг. 2) также размещен механизм осциллирующего движения калибрующих пуансонов 19, содержащий толкатели 23 с захватами 2k, пружинами 25, шариками 26 и вращающуюся обойму 27 с шариком 28. На вращающейся обойме 27 закреплен шкив 29, который через клиновой ремень 30 связан со шкивом 31 электродвигателя 32, а тол-, катели 23 кинематически связаны хвостовиками 21 калибрующих пуансонов 19 посредством захвата 24, причем каждый захват 2k взаимодействует с несколькими (как минимум с двумя хвостовиками 21 калибрующих пуансонов 19 (фиг.З) В центре калибрующей головки 5 (фиг. 1) закреплен с возможностью перемещения подвижной центр 33 (фиг.2} связанный со штоком цилиндра 34, а цилиндр 35 служит для перемещения ползуна 14 до упора Зб. Устройство работает следующим образом. Якорь 7 (фиг. 2) со вставленными в его пазы изоляционными гильзами 8 S-образного сечения, один конец которых выступает из. магнитопровода якоря 7 на величину (У подается по наклонному лотку 6 до упора 4 (фиг. 1). Опорная головка 2 подводится к якорю 7 (фиг. 2) так, чтобы опорный стакан 11коснулся торца магнитопровода якоря 7, при этом подпружиненный центр 12входит в центральное отверстие вала якоря 7. Поджимной центр 33 выдвигается вперед штоком цилиндра 34 и входит во второе центровое отверстие вала якоря 7, при этом якорь 7 поджимается к опорному стакану 11 торцом магнитопровода и все изоляционные гильзы 8 S-образного сечения выступают на величину сЛ за пределы магнитопровода со стороны торца, обращенной к калибрующим пуансонам 19. Механизм 3 ориентации производит угловую ориентацию якоря 7 таким образом, что пазы якоря 7 со вставленными в нилс изоляционными гильзами 8 S-образного сечения устанавливаются соосно ка. либрующим пуансонам 19. После этого начинает ход вперед калибрующая головка 5 (фиг, 1), при этом включается электродвигатель 32 (фиг. 2), который приводит во вращение обойму 27. Шарик 28, вращаясь вместе с обоймой 27 поочередно нака59тывается на шарики 26, при этом толкатели 23 поочере/ но совершают ход вперед, а когда шарик 28 отходит от шарика 26 пружина 25 возвращает толкатель 23 в исходное положение. Таким образом, толкатели 23 с захватами 2+, а вместе с ними и калибрующие пуансоны 19 совершают частое возвратно-поступательное (осциллирующее) движение с амплитудой колебаний меньше, чем величина /. Такая величина амплитуды осциллирующего движения калибрующих пуансонов 19 позволяет исключить разрывы изоляционных гильз 8 S-образного сечения при отгибке их концов. При дальнейшем ходе калибрующей головки 5 (фиг, 1) поджимная шайба 17 доходит до торца магнитопровода якоря 7 и останавливается, а калибрующие пуансоны 19 через отверстия поджимной шайбы 17 входят своей калибрующей частью в отверстие изоля ционных гильз 8 S-образного сечения и производят калибровку изоляционных гильз, В конце хода калибрующей головки 5 (фиг, 1) калибрующие пуансоны 19 воздействуют своими формующими элементами 20 на выступающие концы гиль 8 S-образного сечения и за счет осци лирующего движения постепенно производят отгибку концов изоляционных гильз 8 (фиг, 3 и ) S-образного сеч ния, причем каждая пара калибрующих пуансонов 19 взаимодействуя с одной изо{1яционной гильзой 8, производит отгибку конца гильзы 8 по периферии 5-образного сечения, не нарушая при этом перемычки. Затем все механизмы возвращаются в исходное положение, причем при обратном ходе калибрующей головки 5 (фиг, 1) поджимная шайба 17 препятс вует выходу прокалиброванных изоляционных гильз 8 S-образного сечения с отогнутыми концами из пазов магнитопровода якоря 7-f 9 Эффективность предлагаемого устройтва по сравнению с существующими ; аключается в повышении надежности и улучшении качества сборки (т..е/ стержневая обмотка вставляется в проалиброванную изоляционную гильзу). Кроме того, мощности привода снижаются в 3-5 раз так как калибровка и отбортовка концов изоляционных гильз производится осциллирующим движением калибрующих пуансонов, которые получают это движение на все сразу, а поочередно небольшими группами. Формула изобретения Устройство для изолирования пазов магнитопровода электрической машины, содержащее механизм для фиксации и ориентации магнитопровода, установленный соосно с ним механизм калибрования изоляционных гильз, выполненный в виде комплекта пуансонов с калибрующей и формирующей частями, профиль которых соответствует профилю паза и отбортовке концевой части изоляционной гильзы, механизм для ввода калибрующих пуансонов в пазы, о т л ичающееся тем,что,с целью повышения качества пазовой изоляции,оно снабжено приводом осциллирующего движения,каждый калибрующий пуансон кинемати чески связан с указанным приводом, и на их калибрующей части расположена подпружиненная шайба, предотвращающая перемещение изоляционных гильз при отводе пуансонов после калибрования. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 658670, кл. Н 02 К 15/10, 19752,Авторское свидетельство СССР № 572232, кл, Н 02 К 15/10, 197. 3,Авторское свидетельство СССР № 736281, кл, Н 02 К 15/10, 1977 (прототип).
(
Фиъ Z

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и установки изоляционных гильз в пазы магнитопроводов электрических машин и устройство для его осуществления | 1986 |
|
SU1399858A1 |
| Станок для изолирования пазов магнитопровода электрических машин | 1977 |
|
SU736281A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Устройство контроля толщины навиваемого магнитопровода | 1981 |
|
SU1108517A1 |
| Полуавтомат для укладки изоляции впАзы МАгНиТОпРОВОдА яКОРя | 1975 |
|
SU817887A1 |
| Устройство для изготовления и укладки изоляции обмотки в пазы магнитопровода электрической машины | 1973 |
|
SU510965A1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |