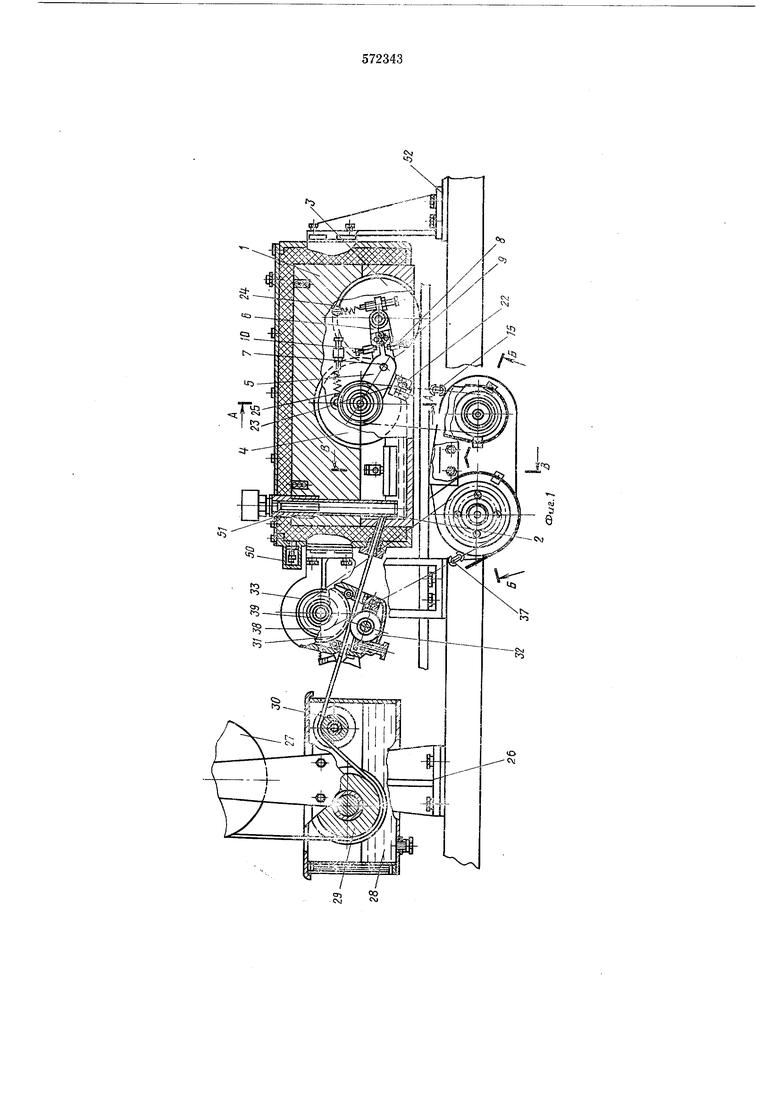
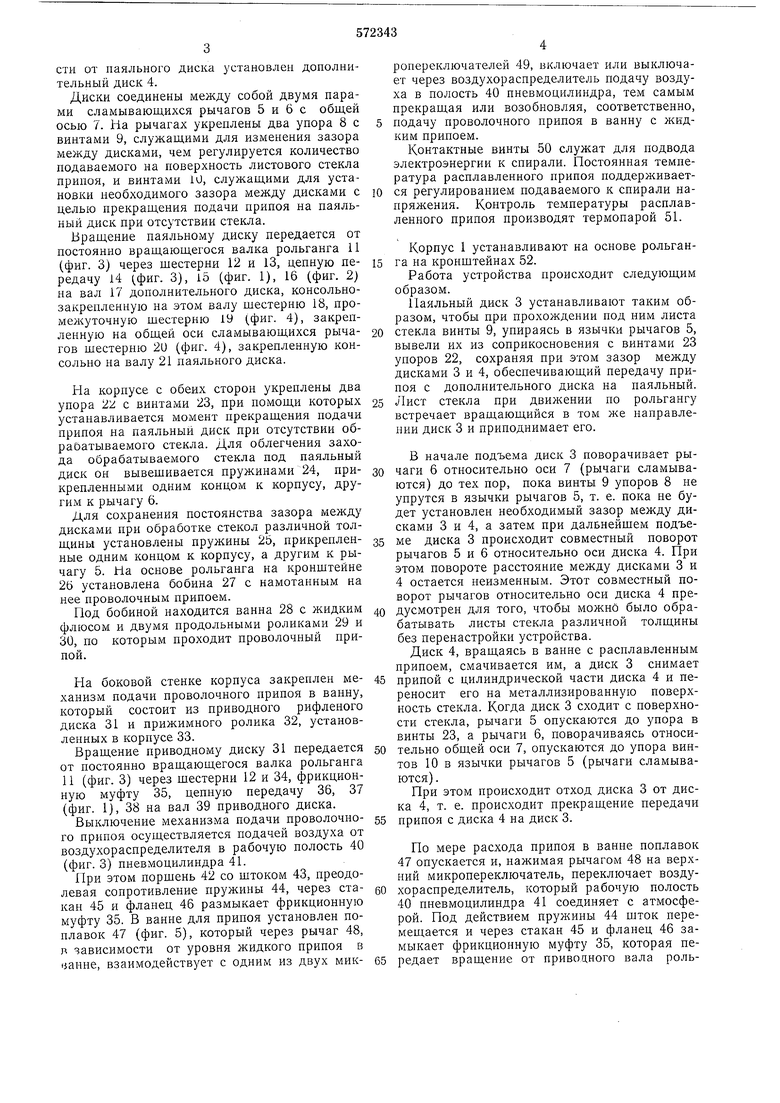
сти от паяльного диска установлен дополнительный диск 4.
Диски соединены между собой двумя парами сламывающихся рычагов 5 и 6 с общей осью 7. На рычагах укреплены два упора 8с винтами 9, служащими для изменения зазора между дисками, чем регулируется количество подаваемого на поверхность листового стекла припоя, и винтами 10, служащими для установки необходимого зазора между дисками с целью прекращения подачи припоя на паяльный диск при отсутствии стекла.
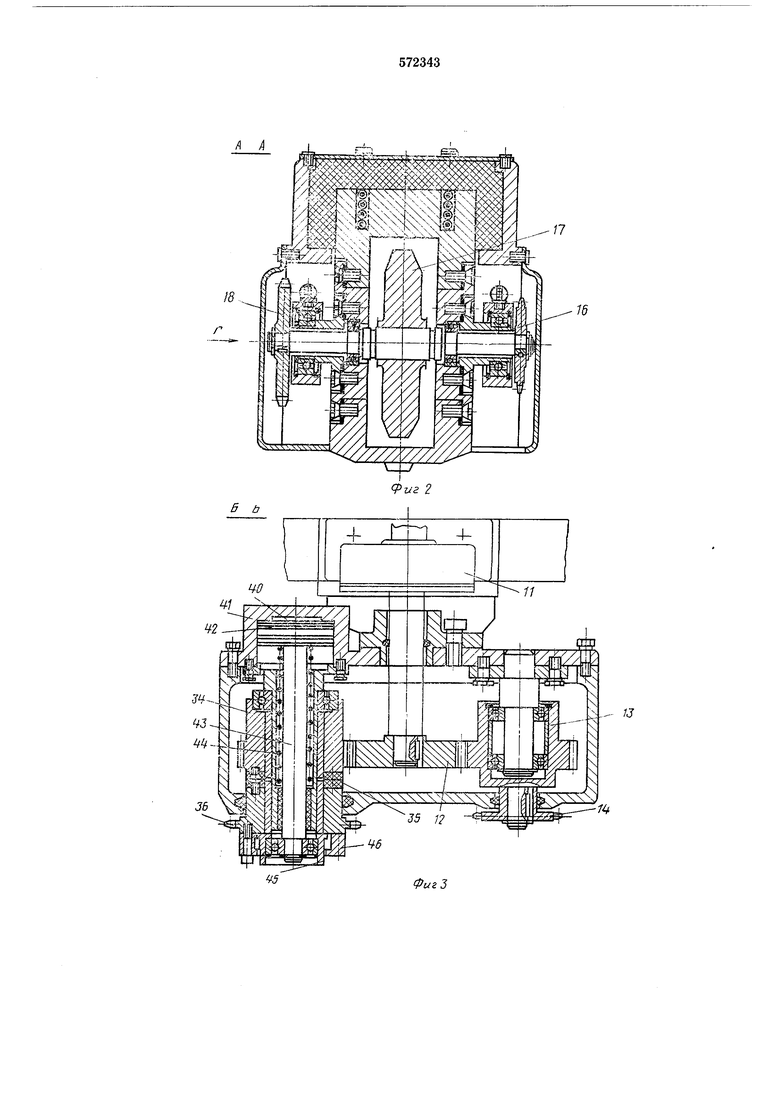
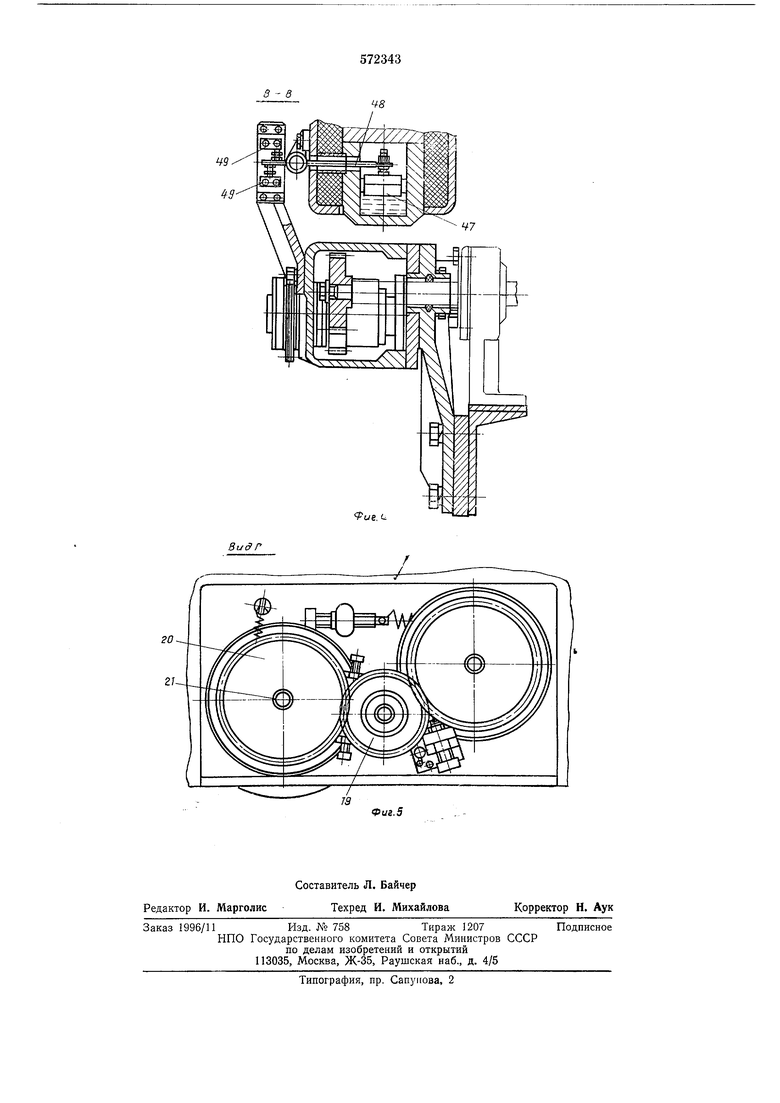
Вращение паяльному диску передается от постоянно вращающегося валка рольганга 11 (фиг. 3) через щестерни 12 и 13, цепную передачу 14 (фиг. 3), 15 (фиг. 1), 16 (фиг. 2) на вал 17 дополнительного диска, консольнозакрепленную на этом валу щестерню 18, промежуточную шестерню 19 (фиг. 4), закрепленную на общей оси сламывающихся рычагов шестерню 2U (фиг. 4), закрепленную консольно на валу 21 паяльного диска.
На корпусе с обеих сторон укреплены два упора 2:1 с винтами 23, при помощи которых устанавливается момент прекращения подачи припоя на паяльный диск при отсутствии обрабатываемого стекла. Для облегчения захода обрабатываемого стекла под паяльный диск он вывешивается пружинами 24, прикрепленными одним концом к корпусу, другим к рычагу 6.
Для сохранения постоянства зазора между дисками при обработке стекол различной толщины установлены пружины 25, прикрепленные одним концом к корпусу, а другим к рычагу 5. На основе рольганга на кронщтейне 25 установлена бобина 27 с намотанным на нее проволочным припоем.
Под бобиной находится ванна 28 с жидким флюсом и двумя продольными роликами 29 и 30, по которым проходит проволочный припой.
На боковой стенке корпуса закреплен механизм подачи проволочного припоя в ванну, который состоит из приводного рифленого диска 31 и прижимного ролика 32, установленных в корпусе 33.
Вращение приводному диску 31 передается от постоянно вращающегося валка рольганга 11 (фиг. 3) через шестерни 12 и 34, фрикционную муфту 35, цепную передачу 36, 37 (фиг. 1), 38 на вал 39 приводного диска.
Выключение механизма подачи проволочного припоя осуществляется подачей воздуха от воздухораспределителя в рабочую полость 40 (фиг. 3) пневмоцилиндра 41.
Нри этом поршень 42 со штоком 43, преодолевая сопротивление пружины 44, через стакан 45 и фланец 46 размыкает фрикционную муфту 35. В ванне для припоя установлен поплавок 47 (фиг. 5), который через рычаг 48, в зависимости от уровня жидкого припоя в ванне, взаимодействует с одним из двух микропереключателей 49, включает или выключает через воздухораспределитель подачу воздуха в полость 40 пневмоцилиндра, тем самым прекращая или возобновляя, соответственно, подачу проволочного припоя в ванну с жидким припоем.
Контактные винты 50 служат для подвода электроэнергии к спирали. Постоянная температура расплавленного припоя поддерживается регулированием подаваемого к спирали напряжения. Контроль температуры расплавленного припоя производят термопарой 51.
Корпус 1 устанавливают на основе рольганга на кронштейнах 52.
Работа устройства происходит следующим образом.
Паяльный диск 3 устанавливают таким образом, чтобы при прохождении под ним листа стекла винты 9, упираясь в язычки рычагов 5, вывели их из соприкосновения с винтами 23 упоров 22, сохраняя при этом зазор между дисками 3 и 4, обеспечивающий передачу припоя с дополнительного диска на паяльный. Лист стекла при движении по рольгангу встречает вращающийся в том же направлении диск 3 и приподнимает его.
В начале подъема диск 3 поворачивает рычаги 6 относительно оси 7 (рычаги сламываются) до тех пор, пока винты 9 упоров 8 не упрутся в язычки рычагов 5, т. е. пока не будет установлен необходимый зазор между дисками 3 и 4, а затем при дальнейшем подъеме диска 3 происходит совместный поворот рычагов 5 и 6 относительно оси диска 4. При этом повороте расстояние между дисками 3 и 4 остается неизменным. Этот совместный поворот рычагов относительно оси диска 4 предусмотрен для того, чтобы можно было обрабатывать листы стекла различной толщины без перенастройки устройства.
Диск 4, вращаясь в ванне с расплавленным припоем, смачивается им, а диск 3 снимает припой с цилиндрической части диска 4 и переносит его на металлизированную поверхность стекла. Когда диск 3 сходит с поверхности стекла, рычаги 5 опускаются до упора в винты 23, а рычаги 6, поворачиваясь относительно общей оси 7, опускаются до упора винтов 10 в язычки рычагов 5 (рычаги сламываются).
При этом происходит отход диска 3 от диска 4, т. е. происходит прекращение передачи припоя с диска 4 на диск 3.
По мере расхода припоя в ванне поплавок 47 опускается и, нажимая рычагом 48 на верхний микропереключатель, переключает воздухораспределитель, который рабочую полость 40 пневмоцилиндра 41 соединяет с атмосферой. Под действием пружины 44 щток перемещается и через стакан 45 и фланец 46 замыкает фрикционную муфту 35, которая передает вращение от приводного вала рольГанга через зубчатую и цепную передачи приводному диску 31 мехапизма подачи проволочного припоя. Проволочный припой, зажатый между рифленым приводным диском 31 и прижимным роликом 32 подается с бобины 27, проходя через ванну 28 с жидким флюсом, в ванну 2 для наполнения ее припоем. При заполнении ванны припоем поплавок 47 поднимается и, нажимая рычагом на нижний микропереключатель, переключает воздухораспределитель, который подает в рабочую полость пневмоцилиндра сжатый воздух. При этом поршень 42 со штоком 43, преодолевая сопротивление пружины 44, размыкает фрикционную муфту 35, разрывая тем самым кинематическую цепь передачи вращения на приводной диск 31, и подача припоя прекращается.
б
Формула изобретения
Устройство для нанесения припоя, содержащее электрообогреваемый корпус, ванну
для припоя, паяльный и дополнительный диски, кинематически связанные между собой, отличающееся тем, что, с целью улучшения качества лужения и увеличения номенклатуры облуживаемых деталей, паяльный
диск шарнирно закреплен на оси дополнительного диска с помощью сламывающихся рычагов, снабженных регулируемыми упорами.
Источники информации, принятые
во внимание при экспертизе
1. Авторское свидетельство № 258830, кл. В 23К 1/08, 1969.
ъ
f A
Б ь
Л
2
/J
Фиг
fue.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для флюсования | 1978 |
|
SU795786A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Автоматическое мотальное устройство | 1977 |
|
SU825437A1 |
| Устройство для подачи нити | 1978 |
|
SU821574A1 |
| Автоматическая мотальная машина | 1979 |
|
SU825441A1 |
| Устройство для изготовления ремней | 1990 |
|
SU1715708A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| СТАНОК ДЛЯ СБОРКИ БАЛЛОНОВ ШИННО-ПНЕВМАТИЧЕСКИХ | 1973 |
|
SU364466A1 |
| УСТРОЙСТВО для ПОДАЧИ КОРДНОЙ ТКАНИ к СТАНКУ ДЛЯ СБОРКИ ЗАГОТОВОК АВТОПОКРЫШЕК | 1969 |
|
SU257001A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |