Изобретение относится к кожгаланте- рейному производству, а более конкретно к устройствам для изготовления ремней, ручек к сумкам и т.п., и может быть использовано для подачи полосовой заготовки ремня к механизмам пробивки в ней отверстий и отрезки определенной длины.
Известно устройство для изготовления ремней, содержащее станину с установленным на ней размоточным устройством/механизмом захвата материала, механизмом резки и пробивки отверстий, приводы и блоки управления.
Недостатками известного устройства являются его сложность и высокая стоимость.
Наиболее близким к изобретению явля- ется устройство для изготовления ремней, содержащее установленные на станине штампы с их приводом, приспособлением для направления и фиксации заготовки, механизм подачи заготовки из бобины, включающий в себя установленную на бобине направляющую с кареткой, расположенные на ней клещи для захвата заготовки ремня, привод каретки и систему управления.
Недостатками известного устройства являются сложность конструкции, невысокая ее надежность, связанные с использованием силовых цилиндров, а также невысокая производительность и качество изготовления ремней.
Цель изобретения - повышение эксплуатационных свойств.
Указанная цель достигается тем, что устройство снабжено установленным на направляющих накопителем для ремней, а механизм подачи заготовки снабжен тормозным устройством каретки, планкой, установленной на каретке с возможностью ограниченного возвратно-поступательного перемещения относительно нее, цепной подачей, включающей в себя фрикционную муфту по концам направляющей, ведомую
сл VJ
о
оо
звездочку и ведущую звездочку, связанную через фрикционную муфту с приводом каретки и охватывающую звездочки цепь, концы которой связаны соответственно с концами планки, горизонтальным и верти- кальным двуплечими рычагами, установлен- ными на каретке с возможностью перемещения соответственно в горизонтальной и вертикальной плоскостях, при этом клещи установлены на одном из кон- цов горизонтального двуплечего рычага с возможностью их взаимодействия с одним из концов вертикального двуплечего рычага, причем другие концы двуплечих рычагов связаны с планкой с возможностью пооче- редного их взаимодействия с ней, горизонтальный двуплечий рычаг с одной стороны подпружинен относительно каретки, ас другой - имеет упор, а зажимные губки клещей подпружинены относительно друг дру- га.
При этом накопитель для ремней выполнен в виде кассеты, состоящей из отдельных секций и общего подпружиненного ложе- , мента, причем каждая секция имеет боко- вые стенки, выполненные с возможностью регулировки расстояния между ними по ширине ремня.
Тормозное устройство каретки включает в себя вертикально установленную на каретке эксцентричную ось с упругим роликом, расположенным с возможностью взаимодействия с элементами направляющей и торцовой фрикционный прижим упругого ролика.
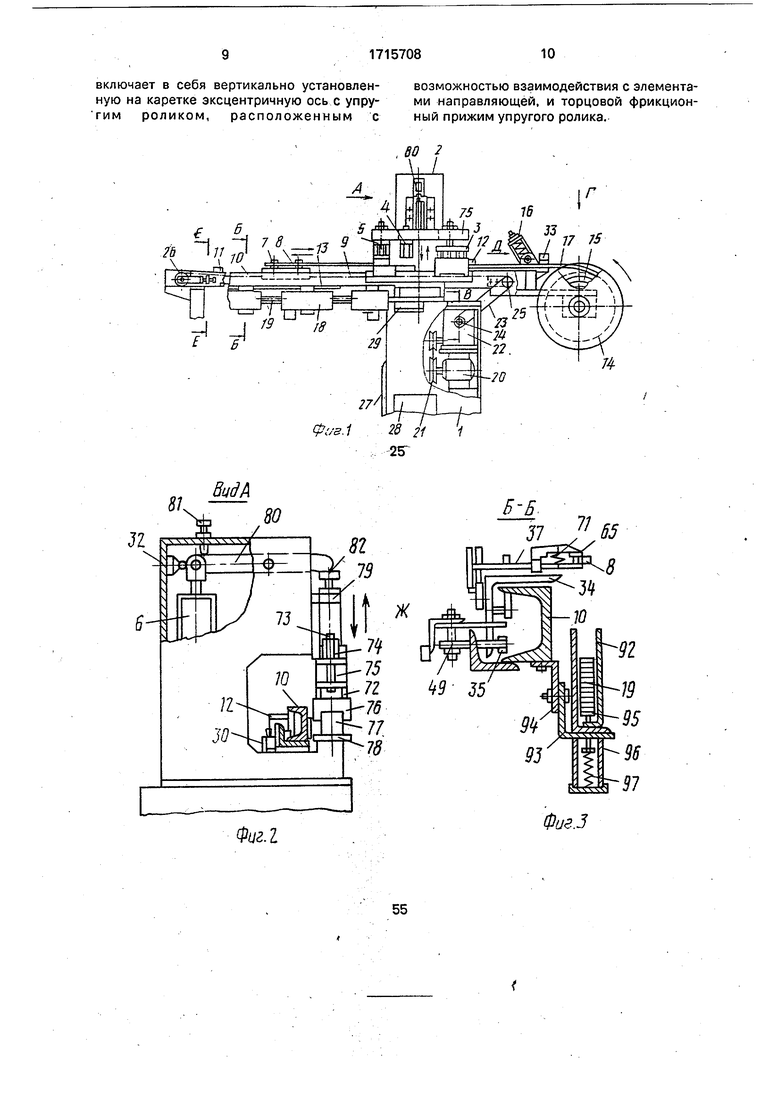
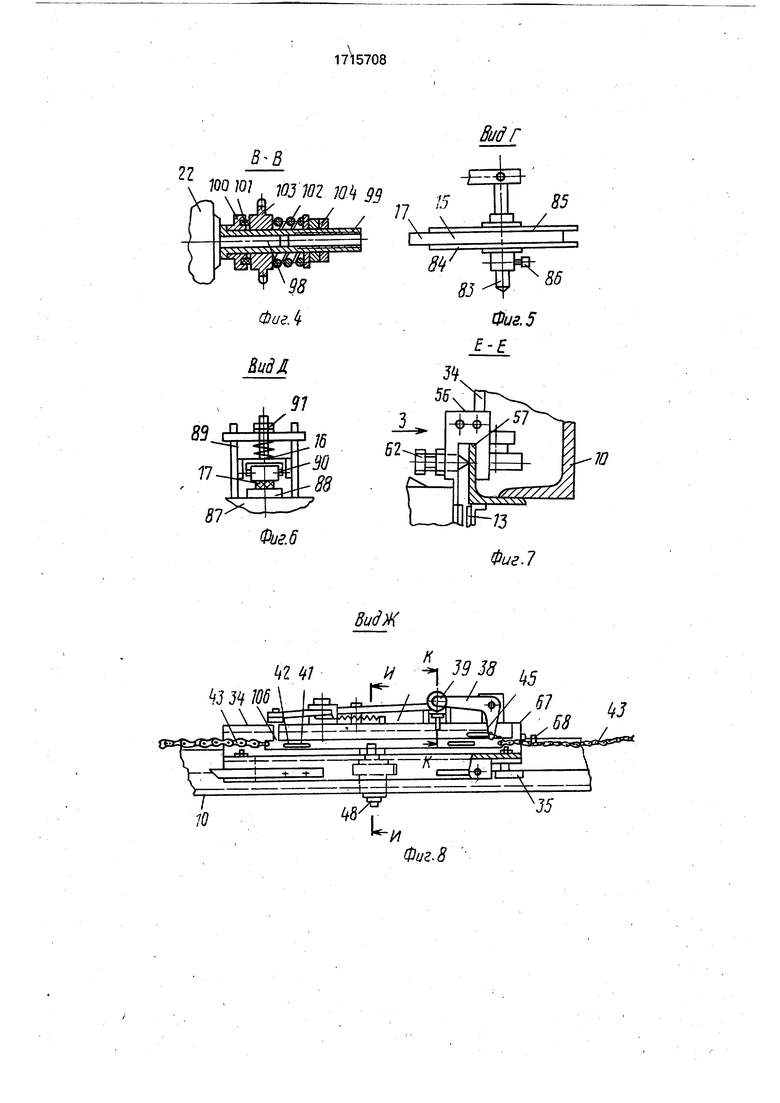
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на.фиг.1; на фиг.З - разрез Б - Б на фиг.1; на фиг.4 - разрез В - В на фиг.1; на фиг.5 - вид Г на фиг.1; на фиг.6 - вид Д на фиг.1; на фиг.7 - разрез Е - Е на фиг.1; на фиг.8 - вид Ж на фиг.7; на фиг.9 - вид 3 на фиг.7; на фиг. 10 - резрез И - И на фиг.8; на фиг.11 - разрез К - К на фиг.З; на фиг. 12 - вид Л на фиг.8.
Устройство состоит из станины 1, верх- ней стойки 2 со штампами 3 -5 и пневмоци- линдром 6, механизма 7 подачи заготовки ремня, захвата его конца 8, привода 9, направляющих 10 с ограничителями 11, 12 и линейкой 13, кассеты 14 для размещения заготовки в виде бобины 15, направляющего приспособления 16 для направления и торможения заготовки 17 ремня, накопителя ремней в виде кассеты 18 для укладки отрезанных заготовок ремней (ручек) в сто- пу 19.
Привод 9 механизма захвата и подачи заготовки 17 включает в себя электродвигатель 20, клиноременную передачу 21, редуктор 22, цепную передачу 23 с фрикционной
муфтой 24, тяговую цепную передачу с приводной 25 и натяжной 26 звездочками. К станине 1 прикреплены элёктропанель 27, пневмопанель 28 и пульт управления 29. Для управления циклом работы устройства предназначены конечные выключатели 30, 31, 32, два из которых закреплены на ограничителях и один - в зоне гтневмоцилиндра. В зоне направляющего приспособления 16 расположен датчик 33 наличия заготовки.
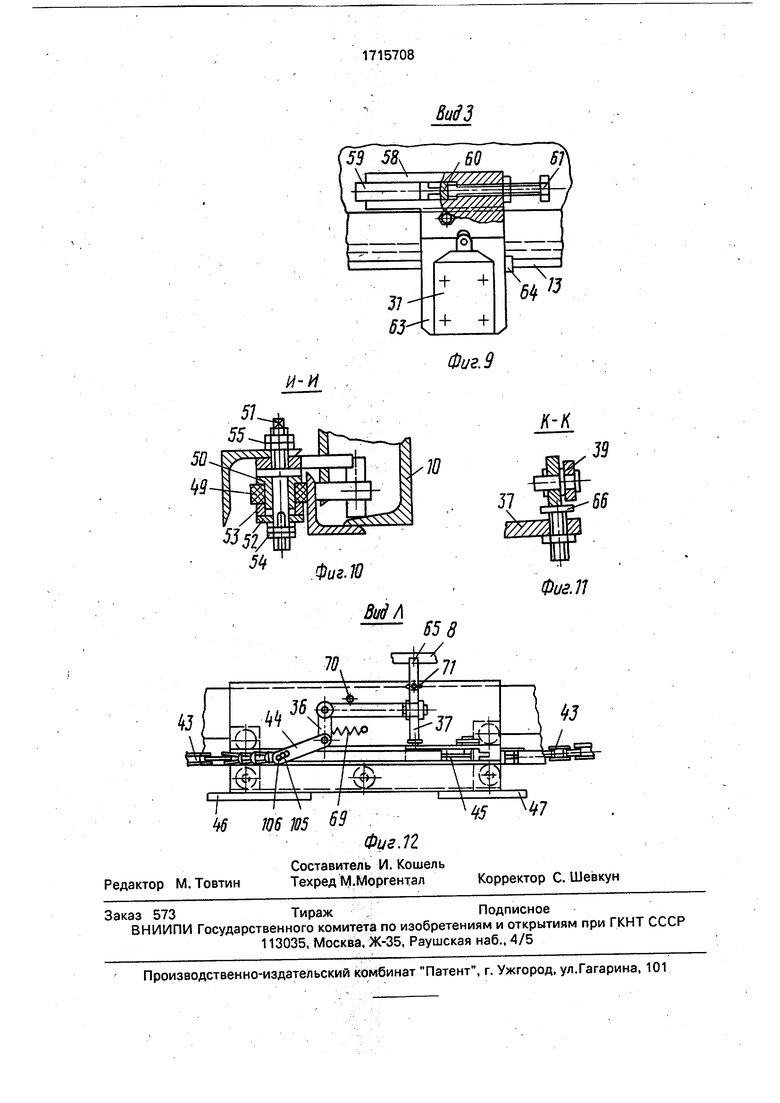
Механизм подачи заготовки ремня (ручки) состоит из каретки 34, установленной посредством роликов 35 в направляющих 10, и смонтированных на ней системы двуплечих рыча.гов 36 - 38 с роликом 39 и планкой 40, в пазах 41 которой размещены пальцы 42, закрепленные на каретке 34. Планка 40 связана с тяговой цепью 43 и посредством тяг 44, 45 - с рычагами 36, 38. На каретке прикреплены упоры 46, 47 и смонтирован тормоз 48, имеющий упругий резиновый ролик 49, расположенный посредством втулки 50 на эксцентричной оси 51 и фрикционно связанный с торцовыми прижимами 52,53, усилие прижима которых регулируется гайками 54. Ось 51 крепится гайками 55.
Ограничители 11,12 предназначены для точного останова каретки 34 в двух крайних положениях. Регулируемый ограничитель 12 закрепляют в зоне штампа 3, а регулируемый ограничитель 11 перемещают вдоль направляющих 10 в зависимости от длины ремня (ручки) и фиксируют.
Регулируемый ограничитель состоит из корпуса 56 с пазами 57,58 упругого амортизатора 59 с вкладышем 60 и винтами 61, стопорных винтов 62, планками 63 для крепления конечного выключателя 31 и указателя 64 длины ремня (ручки). Для регулировки усилителя зажима ремня клещами 65 предназначены винт 66 и расположенный в кронштейне 67 винт 68. Пружина 69 прижимает рычаг 36 к упору 70. Для разжима клещей 65 предназначена пружина 71. Верхняя часть 72 штампов 3 5 закреплена винтами 73 в пазах 74 держателя 75. Нижняя часть 76 штампов прикреплена к опорной балке 77, установленной на основании 78. Держатель 75 прикреплен к ползуну 79, взаимодействующему с рычагом 80, поворот которого ограничен винтом 81. Рабочий зазор в штампах регулируется винтом 82.
Кассета для установки бобины заготовки ремней (ручек) состоит из оси 83 и двух дисков 84, 85, расстояние между которыми регулируется и фиксируется винтами 86 в зависимости от ширины бобины 15. Приспособление для направления и торможения заготовки 17 включает в себя корпус 87 с
наклонной площадкой 88 и подпружиненный пружиной ролик 90. Усилие прижима заготовки 17 роликом 90 регулируется гайками 91.
Кассета для укладывания Отрезанных заготовок ремней (ручек) 19 состоит из, бо- ковин 92, прикрепленных посредством держателей 93 к кронштейнам 94, которые закреплены на направляющих 10. Между боковинами 92 установлен ложемент в виде планки 95, имеющей оси 96 и пружины 97.
Расстояние между боковинами 92 регулируется в зависимости от ширины заготовки ремня 17. Положение боковины 92 С планкой 95 по высоте и относительно штам- пов регулируется с учетом ориентированного укладывания ремней. Фрикционная муфта 24 установлена на валу 98 редуктора 22 и состоит из втулки 99, диска 100, кольца 101, пружины 102, звездочки 103 и гаек 104 для регулирования.
В пазу 105 тяги 44 расположен палец 106, закрепленный в планке 40. ч
Устройство для изготовления ремней работает следующим образом..
Заготовку ремней или ручек в виде бобины 15 одевают на ось 83 кассеты 14, ориентируют относительно направляющего приспособления и штампов, после чего диски 84, 85 фиксируют. Затем конец заготрв- ки ремня 17 заправляют в направляющее приспособление 16, штамп 3 для пробивки отверстий и отрезной штамп 4. Регулируют положение ограничителя 11 таким образом, чтобы указатель 64 был расположен против деления линейки 13 соответствующего длине ремня (ручки). При этом каретка 34 С клещами 65 расположена в крайнем правом исходном положении. Нажимают на кнопку Один цикл и тем самым включают элект- родвигатель 20, движение от которого через клиноременную передачу 21, редуктор 22, цепную передачу 23, тяговую цепь 43 передается механизму 7 подачи заготовки ремня (ручки). При этом с помощью тяговой цепи 43 сначала перемещается в направлении подачи планка 40 и под действием пружины и рычага 36 раскрытые клещи 65 перемещаются в зону между штампами 3, 4, т.е. в зону захвата заготовки (поворот горизонтально- го двуплечего рычага 36 ограничен упором 70). После чего тяга 45 поворачивает вертикальный двуплечий рычаг 38, ролик 39, нажимая на клещевой рычаг 37 с клещами 65 для зажима заготовки. Усилие зажима заго- товки зависит от регулируемого тормозного момента ролика 49 и положения винтов 66, 68. Затем усилие от планки 40 передается каретке 34, которая посредством клещей 65 попадает на заготовку ремня ограничителя
11 (в соответствии с длиной ремня 17). При этом заготовка разматывается из бобины 15 и ориентируется направляющим приспособлением 16. Каретка 34 взаимодействует с амортизатором 59, контактируя с корпусом 56,останавливается в крайнем положении, однако заготовка 8 удерживается клещами 65, так как: электродвигатель 20 не включается и посредством фрикционной муфты 24 усилие передается на планку 40 клещами 65 и кареткой 34. В момент остановки каретки посредством упора 47 сраба- тывает конечный выключатель 31 и включает пневмораспределитель, после чего шток пневмоцилиндра 6 перемещается вверх (фиг.2) и с помощью двуплечего рычага 80, взаимодействуя со штампами 3, 4, отрезают заготовку ремня л прорубают в ней отверстие. При этом шток (в верхнем положении) пневмоцилиндра 6 взаимодействует с конечным выключателем 32, кото- рый посредством реле переключает электродвигатель на реверсное вращение и выключает пневмораспределитель для перемещения штока в нижнее положение и подьема инструментов штампов. Освобожденный штампами 4, 5 конец 8 ремня опускается в кассету 18, а заготовка ремня 17 со стороны бобины 15 удерживается под штампом 3 Ч; помощью тормозного ролика 90 направляющего приспособления 16, который защемляет заготовку при натяжении и движении ее вправо в случае произвольного поворота бобины 15. Одновременно планка 40 перемещается в противоположном направлении (в сторону штампов) и посредством тяги 45 и рычага 38 поднимает ролик 39. При этом горизонтальный двуплечий рычаг 36 остается неподвижным, так как палец 106 перемещается в пазу 105 тяги 44. Одновременно с подъемом ролика 39 под действием пружины 71 клещи 65 раскрываются и освобождают конец 8 ремня, который действием силы тяжести опускается в кассету 18 и укладывается в стопу 19. При дальнейшем движении планки 40 тяга 44 поворачивает рычагЗб с клещами 65 в нерабочую зону (над кареткой 34). после чего каретка под действием планки 40 и тяговой цепи 43 перемещается в крайнее исходное положение (в зону штампов до ограничителя 12) и останавливается. При этом упор 46 нажимает на конечный выключатель 30, который выключает электродвигатель 20. Таким образом, автомат выполнил один цикл работы. Оператор проверяет качество обработки заготовки ремня 17 и при необходимости производит дополнительную настройку автомата, после чего нажимает на кнопку Автоматический режим. При
этом конечный выключатель 30 переключает электродвигатель 20 на реверсное движение. После размотки бобины 15 израсходование запаса заготовки датчик 33 подает команду на останов автомата. При заправке последующей бобины оператор проверяет количество ремней в кассете 18 и при необходимости разгружает ее, а скомплектованные и связанные пачки ремней передает для последующей обработки (крепления фурнитуры). При оснащении автомата счетчиком ремней возможен также останов автомата после обработки заданно- то количества ремней. Датчик 33 наличия заготовки 17 обеспечивает останов автомата при любом положении каретки 34 (воз- .можно также подключение датчика 33 с учетом возврата из любого положения и останова каретки 34 в крайнем исходном положении). В связи с этим исключается пробивка отверстий и загрузка в кассету 18 бракованного (меньшей длины) ремня.
Качественное выполнение технологического процесса обработки ремней достигается при правильной регулировке механизмов автомата. Надежность и точность обработки механизма захвата и подачи заготовки ремня зависит от усилия нажима заготовки клещами (регулируется упорным винтом 68, винтом 66 клещевого рычага 37 и гайками 55 тормозного ролика). Усилие перемещения каретки должно быть таким, чтобы усилие зажима заготовки было достаточным для ее транспортирования без проскальзывания относительно клещей. При этом планка 40 может занимать крайнее положение, которое регулируется упорным винтом 68.
Точный останов каретки в крайних положениях без существенных динамических нагрузок достигается настройкой амортизатора 59 (с помощью винтов 61 и вкладыша 60) и фрикционной муфты 24 (посредством пружины 102 и гаек 104). Амортизатор 59 гасит динамические нагрузки каретки 34, а усилие фрикционной муфты 24 должно быть достаточным для перемещения каретки до жесткого упора (контакта с корпусом 56 ограничителей 11, 12) в крайних положениях.
Усилие торможения заготовки роликом 90 и площадкой 88 регулируется с помощью пружины 89 и гаек 91.
Ход штампов 3, 4, 5 регулируется упорным винтом 81 и винтом 82, а ширина рабочей зоны (в зависимости от ширины ремня) регулируется винтами боковых направите- лей.
Регулировку кассеты для укладывания ремней производят винтами в боковинах 92 и кронштейнах 94(в зависимости от ширины
ремня и ориентированного укладывания его в пачку).
Таким образом, за счет использования рычажных механизмов упрощается конст- рукция устройства, повышается его надежность, строгая последовательность операций, позволяет повысить производительность и качество изготовления ремней.
Ф о р м у л а и з о б р е т е н и я
1.Устройство для изготовления ремней, содержащее установленные на станине штампы с их приводом, приспособление для направления и фиксации заготовки, механизм подачи заготовки из бобины, включающий в себя установленную на станине направляющую с кареткой, расположенные на ней клещи для захвата заготовки ремня, привод каретки и систему управления, о т лича ю щеесятем.что, с целью повышения эксплуатационных свойств, оно снабжено установленным на направляющих накопителем для ремней, а механизм подачи заготовки снабжен тормозным устройством
каретки, планкой, установленной на каретке с возможностью ограниченного возвратно- поступательного перемещения относительно нее, цепной подачей, включающей в себя фрикционную муфту, установленные по концам направляющей ведомую звездочку и ве- дущую звездочку, связанную через фрикционную муфту с приводом каретки и охватывающие звездочки цепь, концы которой связаны соответственно с концами
планки, горизонтальным и вертикальным двуплечими рычагами, установленными на каретке с возможностью перемещения соответственно в горизонтальной и вертикальной плоскостях, при этом клещи
установлены на одном из концов горизонтального двуплечего рычага с возможностью их взаимодействия с одним из концов вертикального двуплечего рычага, причем другие концы двуплечих рычагов связаны с
планкой с возможностью поочередного их взаимодействия с ней, горизонтальный двуплечий рычаге одной стороны подпружинен относительно каретки, а с другой - имеет упор, а зажимные губки клещей подпружинены относительно одна другой.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что накопитель для ремней выполнен в виде кассеты, состоящей из отдельных секций и общего подпружиненного ложемента, причем каждая секция имеет боко: вые стенки, выполненные с возможностью регулировки расстояния между ними по ширине ремня.
3.Устройство по пп.1 и 2, отличаю- щ е е с я тем, что тормозное устройство
включает в себя вертикально установлен- возможностью взаимодействия с элемента- ную на каретке эксцентричную ось с упру- ми направляющей, и торцовой фрикцион- гим роликом, расположенным с ный прижим упругого ролика.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАТКИ В КАССЕТЫ ЭЛАСТИЧНОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 1971 |
|
SU422631A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Автомат для склейки наружных спичечных коробок | 1961 |
|
SU141789A1 |
| Устройство для поперечного складывания текстильных полотен на раскройном столе | 1977 |
|
SU767001A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
Изобретение относится к кожгаланте- рейному производству. Цель изобретения упрощение конструкции и повышение эксплуатационных свойств. Устройство содержит станину 1, штампы 3-5, направляющую 10с кареткой, механизм подачи заготовки, включающий в себя рычажную систему, привод 20, накопитель ремней в виде кассеты 18 и систему управления. При работе устройства заготовка подается из бобины 14 под штампы 3-5 посредством механизма подачи. После срабатывания штампов ремень попадает в кассету 18, каретка возвращается в исходное положение, механизм подачи захватывает и подает заготовку под штампы, и цикл повторяется. 2 з.п.ф-лы, 12 ил.
2Ъ
ф{/а.1 28 // V 25
Bud A
Фиг.1
Г
74Б В.
37 77 65
8
Ж
Фиг.З
Я
/ Л 8Ј БЈ Н
/f
а /////Ј&
t
/ / / /
JS
95 К
3-3 Ј-гп$
98
Я
/
W
l 7
С Li
М№
jpng
т м #
я к
9 Жф
-25
68
УРЩ
7
.
21
80Z.9LII
И-И
Фиг. Ю
40 106105 М™
фиг.12
Составитель И. Кошель Редактор М.ТовтинТехред у|.МоргенталКорректор С. Шевкун
Заказ 573ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Фиг. 9
Фиг.11
tt
| Устройство для изготовления ремней | 1987 |
|
SU1431999A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
