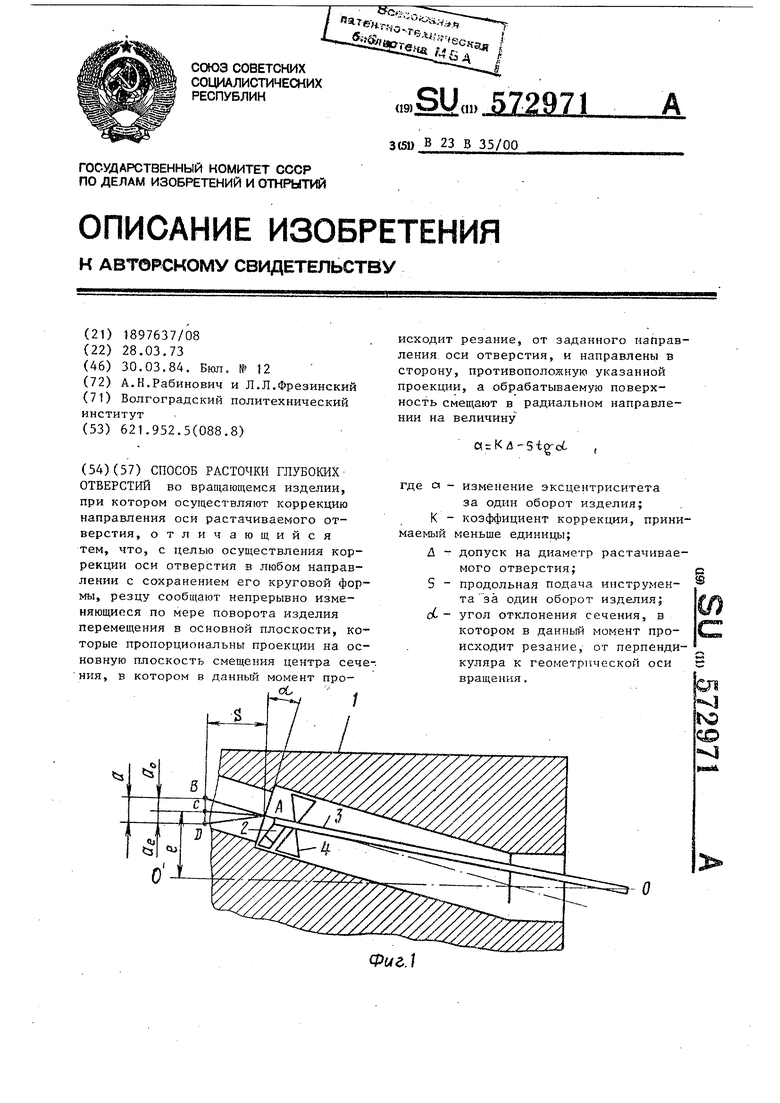
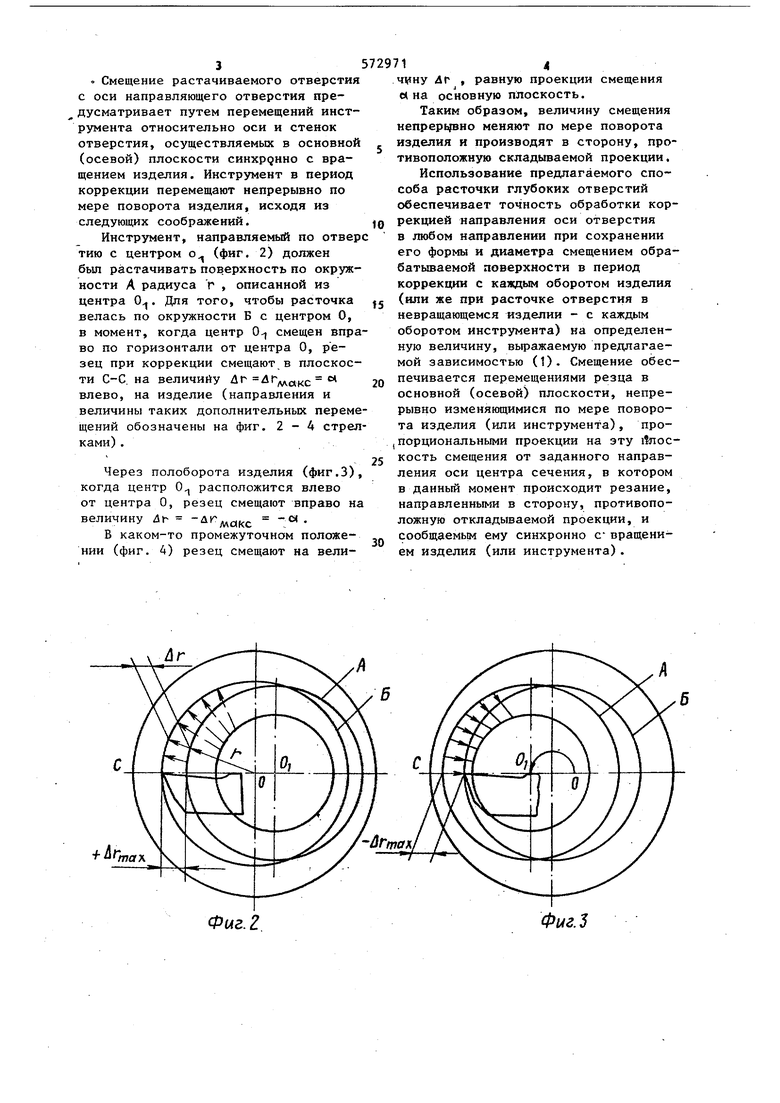
1 Изобретение относится к области машиностроения и может быть использ вано для pacJoчки глубоких отверсти с точным направлением оси отверстия Известны способы расточки глубоких отверстий во вращающемся издели при которых осуществляют коррекцию направления оси растачиваемого отве тия . С целью осуществления коррекции оси отверстия в любом направлении с сохранением его круговой формы по предлагаемому способу резцу сообщаю -Непрерывно изменяющиеся по мере поворота изделия перемещения в основно плоскости, которые пропорциональны проекции на основную плоскость смеще ния центра сечения, в/котором в данный момент происходит резание, от заданного направления оси отверстия и направлены в сторону, противополож ную указанной проекции, а обрабатываемую поверхность смещают в радиальном направлении на величину c(KA-5t oi. , где с( - изменение эксцентриситета за один оборот изделия; . коэффициент коррекции, принимаемый меньше единицы; Д допуск на диаметр растачива мого отверстия; 5 продольная подача инструмен та за один оборот изделия; угол отклонения сечения, в котором в данный момент про исходит резание, от перпенд куляра к геометрической оси вращения. На фиг. 1 изображена схема расточки отверстия при направлении инстр ента по обрабатываемому отверстию и смещения оси растачиваемо .поверхности при коррекции за один оборот изделия; на фиг. 2 - k - ехе мы смещения инструмента в основной плоскости в различные моменты коррекции. В детали 1 растачивается отверстие инструментом 2, закрепленным в расточной оправке 3, направляемой по отверстию опорной головки 4. Кор рекцию направления инструмента начинают в какой-то момент, когда ось растачиваемого отверстия сместилась на некоторое расстояние и имеет эксцентриситет t от заданного направления оси 00, Через один оборот 11 изделия, если не произвести коррекцию, при подаче 5 мм/об, центр сечения, в котором происходит резанИе, из положения А должен переместиться в положение & . Для того, чтобы эксцентриситет е оставить таким же и привести растачиваемое отверстие через оборот изделия в положение С, ему надо сообщить перемещение в сторону оси 00 на величину Угол ot выбирается следующим образом. В случае, когда расточка производится с направлением инструмента по отверстию с помощью направляющей головки - этот угол отклонения от заданного направления оси отверстия на том участке, по которому в данный момент направляется головка; при расточке же отверстия консольно закрепленной расточной оправкой этот угол отклонения оправки от направления растачиваемого отверстия. Если сечение, в котором в данный момент происходит резание, переместят к оси изделия за один оборот на величину, большую 3о центр его сместиться в положение Д и зкс-. центриситет уменьщится на величину dg. Общее смещение сечения за один оборот должно приниматься как. доля К допуска Л на диаметр отверстия тогда общее смещение сечения за один оборот e(;ag л-сИд откуда у1 еньшение эксцентриситета (приближение сечения отверстия к заданному напраалению оси) С(0 КЛ оС(1) При зтом следует иметь в виду, что угол 0С зависит от эксцентриситета е , изменяющегося в ходе коррекции, и величина смещения отверстия при направлении инструмента по нему несколько изменяется. Плавность перехода отверстия со смещенной оси на заданное направление обеспечивается тем, что требуемое смещейие отверстия, соответствующее величине биения - эксцентриситету, производится не за один оборот изделия, а постепенно.в течение определенного периода коррекции. Смещение растачиваемого отверстия с оси направляющего отверстия предусматривает путем перемещений инструмента относительно оси и стенок отверстия, осуществляемых в основной (осевой) плоскости синхронно с вращением изделия, Инструмент в период коррекции перемещают непрерывно по мере поворота изделия, исходя из следующих соображений. Инструмент, направляемый по отвер тию с центром о (фиг. 2) должен был растачивать поверхность по окружности А радиуса г , описанной из центра 0. Для того, чтобы расточка велась по окружности Б с центром О, в момент, когда центр 0. смещен впра во по горизонтали от центра О, резец при коррекции смещают в плоскости С-С. на величийу 4г « влево, на изделие (направления и величины таких дополнительных переме щений обозначены на фиг. 2-4 стрел ками) . Через полоборота изделия (фиг.З) когда центр О - расположится влево от центра О, резец смещают вправо величину иг- -дг В каком-то промежуточном положении (фиг. 4) резец смещают на величмну Дг , равную проекции смещения Л на основную плоскость. Таким образом, величину смещения Henpepi BHo меняют по мере поворота изделия и производят в сторону, противоположную складываемой проекции. Использование предлагаемого способа расточки глубоких отверстий обеспечивает точность обработки коррекцией направления оси отверстия в любом направлении при сохранении его формы и диаметра смещением обрабатываемой поверхности в период коррекции с каждым оборотом изделия (или же при расточке отверстия в невращающемся изделии - с каждым оборотом инструмента) на определенную величину, выражаемую предлагаемой зависимостью (1). Смещение обеспечивается перемещениями резца в основной (осевой) плоскости, непрерывно изменяющимися по мере поворота изделия (или инструмента), пропорциональными проекции на эту 1 лоскость смещения от заданного направления оси центра сечения, в котором в данный момент происходит резание, направленными в сторону, противоположную откладываемой проекции, и сообщаемьм ему синхронно с вращением изделия (или инструмента).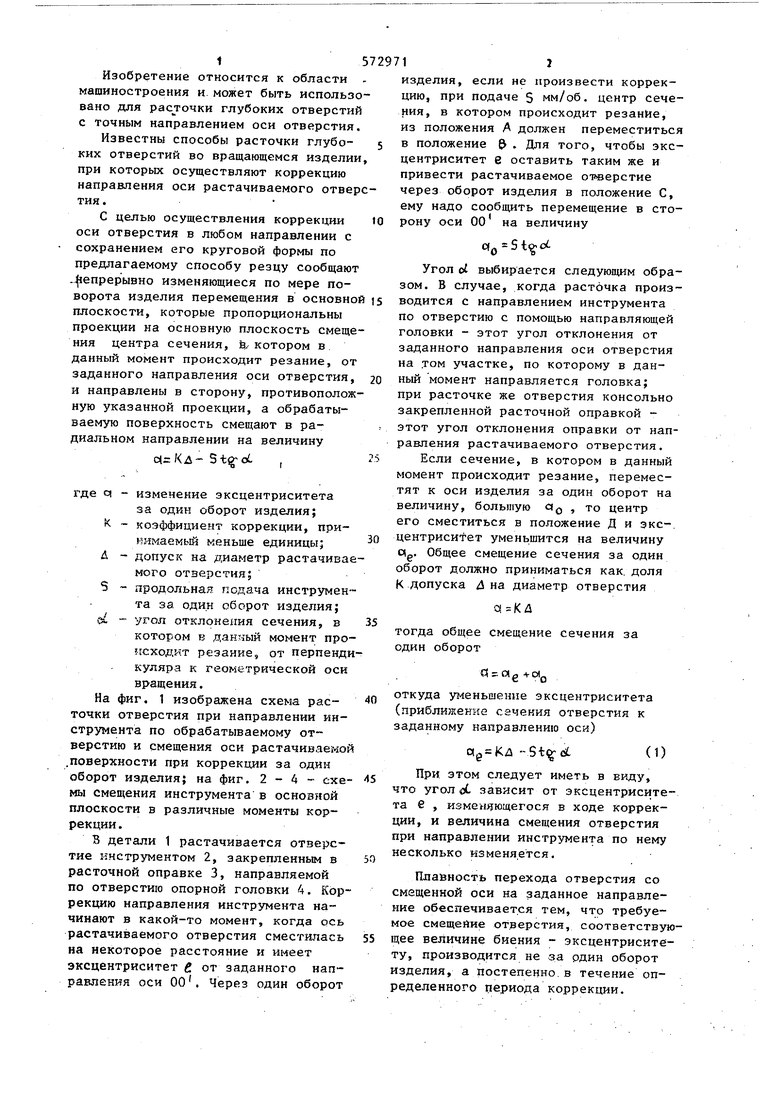
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| Устройство для расточки глубоких отверстий | 1973 |
|
SU448917A1 |
| Способ управления коррекцией эксцентриситета при расточке глубоких отверстий и устройство для его осуществления | 1985 |
|
SU1292984A1 |
| Расточная оправка | 1985 |
|
SU1284722A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Расточная оправка | 1976 |
|
SU560703A1 |
| Инструмент для обработки глубоких отверстий | 1977 |
|
SU727330A1 |
| Устройство для сверления глубоких отверстий | 1975 |
|
SU576709A1 |
| Расточная оправка | 1974 |
|
SU529908A1 |
| Устройство для растачивания глубоких отверстий | 1973 |
|
SU536894A1 |
СПОСОБ РАСТОЧКИ ГЛУБОКИХ- ОТВЕРСТИЙ во вращающемся изделии, при котором осуществляют коррекцию направления оси растачиваемого отверстия, отличающийся тем, что, с целью осуществления коррекции оси отверстия в любом направлении с сохранением его круговой формы, резцу сообщают непрерывно изменяющиеся по мере поворота изделия перемещения в основной плоскости, которые пропорциональны проекции на основную плоскость смещения центра сече 'ния, в котором в данный момент про-oL, •• .оФиг.^