(54) ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ
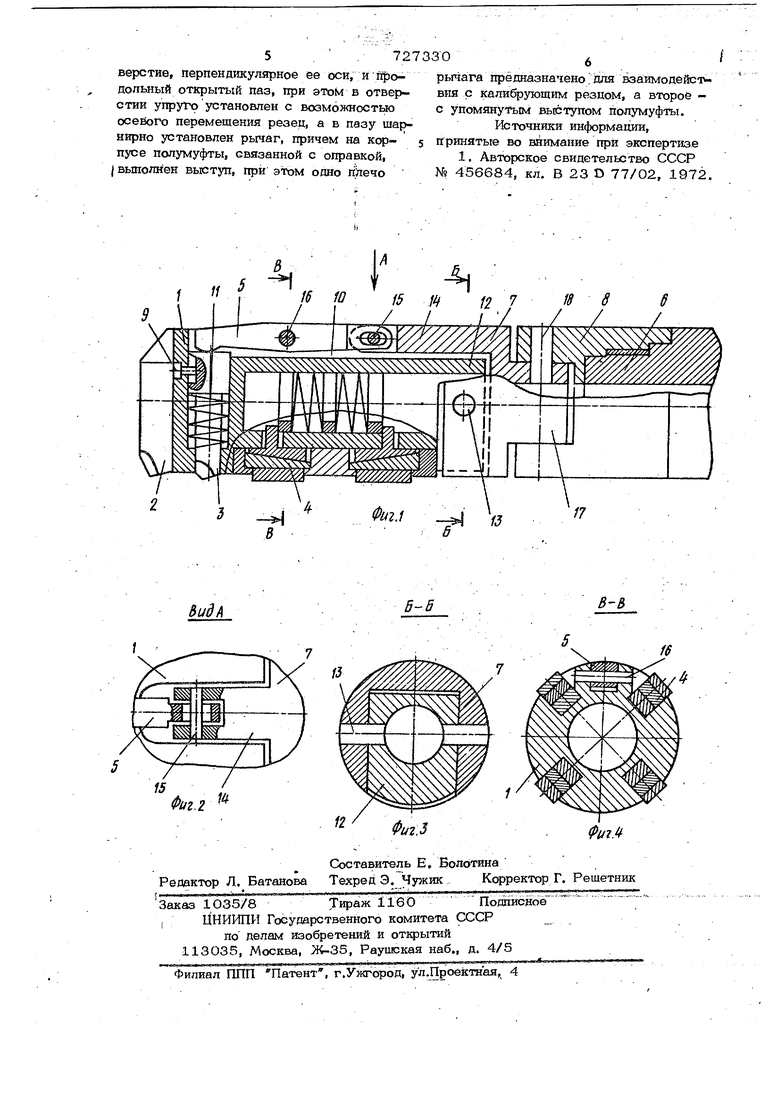
в отверстии, вьшо.лненном в корпусе оправки 1 перпендажулярно ее оси. От проворота резец 3 удерживается винтом 9. Двуплечий рычаг 5 размешен в про- дольном открытом пазу 10, выполненном в корпусе оправки со стороны, противолежащей вершине калибрующегорезца 3. Рьяаг 5 установлен в пазу шарнирно.ОдjHo плечо рычага предназначено для взаит модействия с калибругощ им резцом упруго к нему поджатым пружиной 11.
Оправка 1 посредством кулачка 12 и осей 13 шарнирно связана с полумуфтой 7, причем оси 13 установлены перпендикулярно калибрующему резцу.
Псэлумуфта 7 Со стороны, обращенной к оправке, имеет выступ 14, который посредством оси 15 шарнирно связан со вторым плечом рычага 5, Для беспрепять ственного поворота рычага 5 вокруг оси 16, укрепленной в оправке, в рычаге вььполнен продольный паз, охватывающий ось 15. Полумуфта 7 посредством кулачка 17 и осей 18 шарнирно связана с полумуфтой 8, причем оси 18 установлены параллельно калибрующему резцу, Полумуфта 8 с помсяцью резьбового соединени укреплена на борштанге 6.
Для работы инструмента необходимо, чтобы при совпадении продольных осей рправки 1 и полумуфты 7 диаметр по калибрующему резцу 3 был больше диаметра по TqmoBOMy режущему элементу 2, Кроме того, диаметр по направляющим 4 должен превышать диаметр по калибрующему pieany на такую величину, при которой усилия поджаткя направляющих к поверхности ьтеёрсУйя исключают возмо ность угловьЬс кблебаний оправки в процессе обработки.
Оправка устанавливается на борштанге в положение, при котором калифующий резец находится в горизонтальной .плоскости.
Описываемый инструмент работает следующим образом.
Если увоД оси растачиваемого отверстия отсутствует, то оси ощзавки 1 и полумуфты 7 Совпад,ают. При этом калибрующий резец 3, установленный в радиально расположенном отверстии оправки и .упруго поджатый к соответствующему плчу рычага 5, неподвижен в осевом напра лвнии.
В случае увода оси отверстия в процессе расточки оправка 1 смещается в радиалином нап влении относительно оси вращения йаготовкй, что приводит к нбсоосности оправки с борштангой 6. При этом полумуфта 7 поворачивается относительно оправки вокруг осей 13 в те моменты времени, когда составляющая увода оси отверстия в плоскости установки калибрующего резца 3 йе равна нулю.
При повороте полумуфты 7 ее выступ
14 поворачивает двуплечий рычаг 5 вокруг оси 16, что вызывает осевое перемещение калибрующего резца 3. Если поворот рычага 5 происходит против часовой стрелки, то калибрующий резец под
действием взаимодействующего с ним пле ча рычага врезается в поверхность отверстия. При повороте рычага 5 по часовой стрелке резец 3 отходит от поверхности отверстия под действием пружины 11,
обеспечивающей контакт резца -с соответствующим плечом рычага.;
Направление поворота полумуфты 7, а следовательно, рычага 5 зависит оТ направления радиального смещения опра&ки 1, которая периодически меняется вследствие вращения заготовки. Так как направление поворота рычага 5 противоположно направлению поворота полумуфты 7, то калибрующий резец перемёщае-рся протиБополоя,-но направлению составляющей увода от отв кзтия в.плоскости ус тановки этого ррзца. .
Величина перемещения калибрующего резца 3(авкаит от величины увода, соотношения плеч рычага 5 и плеча выступа 14. При определенном соотнощении указанных плеч кинематически обеспечивается устра- нение увода оси отверстия непосредственно в процессе обработки, так как верщина калибрующего резца описывает поверхность, центр поперечного сечения которой смещен к оси вращения заготовки в направлении, противоположном уводу. Таким образом обеспечивается повышение точности обработки.
Формула изобретения
Инструмент для обработки глубоких отверстий, состоящий из связанных между собой шарнирно посредством крестообразной муфты борштанги и оправки с тфцовым режущим элементом, о т л и чающийся тем, что, с целые повышения точности обработки, он снабжен калибрующим резцом и двуплечим рычагом, а в корпусе оправки выполнено от
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1973 |
|
SU618204A1 |
| РЕЗЦОВАЯ ГОЛОВКА ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ЗАКРЫТЫХ ТОРЦОВ | 1991 |
|
RU2008136C1 |
| Устройство для автоматической подналадки резцов борштанги | 1988 |
|
SU1558559A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Борштанга | 1970 |
|
SU335884A1 |
| Отделочно-расточной станок | 1989 |
|
SU1722709A1 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |
| Устройство для обработки глубоких отверстий | 1982 |
|
SU1034871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Расточная оправка | 1972 |
|
SU524608A1 |
