1
Изобретение относится к области обработки металлов давлением.
По основному авт.сБ, К-. 2479О2 известно устройство для калибрювки концов труб, содержащее станину, в которой, смон- тирован привод, соединенный через шток и тяги с траверсой и нaжимны f кольцом, механизм раздачи и обжима, .вынопне1 ный в виде секторных ползунов с установленным на них инструментом, расположенных внутри кольца и фиксируемых в определенном положении опорным кольцом, закрепленным к станине, и пирамидальную оправку. Калибровка изделий осуществляется за один рабочий цикл привода на номинальный размер но внутреннему или внешнему диаметру.
Известное устройство имеет ограниченные технологические возможности (калибруе концы труб узкого диапазона диаметроь) и низкую производительность.
С целью устранения указанных недостатков предлагаемое устройство снабжено механизмом его поворота в горизонтальной плоскости в виде смонтирюванногс на станине приводного двигателя и передачи, например зубчатой, шестерня которюй закрепле на валу двигателя, а колесо - на корпусе устройства, а также дополнительным, аналопгчным основному, механизмом обжатия и раздачи концов труб, смонтированным на корпусе со стороны, противоположной основному механизму.
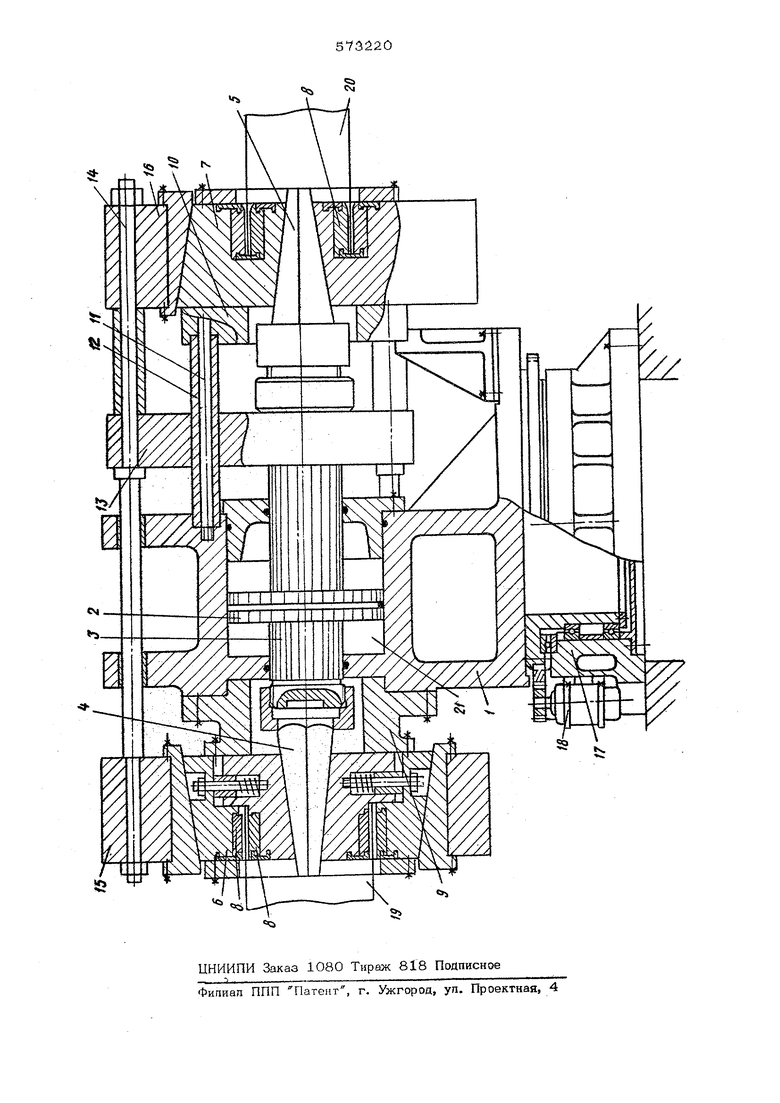
На чертеже изображено предлагаемое устройство для калибровки концов труб, общий вид.
Устрюйство состоит из станины 1, в которой расположен поршень 2 со штоком 3На концах штока|закреплены пирамидальные рас-ки 4 и 5. Пирамидальные оправки приводят в движение в радиальном направлении секторные ползуны 6 и 7, которые могут быть выполнены и составными. Секторные ползуны с закрепленным на них инструментом 8 располагаются в проемах опорных колец 9 и Ю. Опорное кольцо Q основного механизма обжима и раздачи концов труГ закрепляется к станине непосредственжт, а опорное кольцо 10 дополнительного механизма обжима и раздачи - при помоши стяжных шпилек 11 через проставки 12. Шток
3 через траверсу 13 я ког1онны.; 14 соединен с нажимными кольцами 15 и 16. На подставке 17. расположен механизм 18 ловорота устройства в горизонтальной плос кости в виде прнводного двигателя и передачи, например зубчатой.
Работает устройство следующим образом.
Конец трубы 19 однотчэ диапазона диаметров вли конец трубы 20 другого диапааона диаметров заводится в секторяый ползун 6 ИЛИ 7 с инструментом 8.
При подаче жидкости высокого давления в левую полость цвпшшра 21 станины 1 секторные ползуны 6, рвсэтопоженные в опор ном кольце 9, Передвигаясь в радиальном направлении к пирамидальной оправке 4 от действия нажимного кольца 15, соедщ1енного через колонны 14 и траверсу 13 со штоком 3, обжимают трубу.
При подаче жидкости ш 1соксяч) давления в правую полость цш1индра 21 произвоаится раздача кошш трубы 19 на номинальный диаметр. При этом пирамидальная оправка 4 закрепленная на штоке 3, воздействует на секторные ползуны 6, раздвигая их. Нажимное копьпо 15 передвигается в гом же направлении, что и пирамидальная оправка 4, обеспечивая беспрюпятственное перемещение секторных ползунов в радиальном направлении.
Калибровка концов труб 20 другого диапазона диаметров производится в такой же последовательности, как и для труб 19.
Формула изобретения
Устройство для калибровки кондов труб по авт.св. № 2479О2, отличающееся тем, что, с целью повышения его произвоантельности и расширения технологических возможностей оно снабжено метганвзмом поворота устройства в горизонтальной плоскости, выполненным в виде смонти{юванного на станине приводного двэтателя л передачи, например зубчатой, шестерня которой закреплена на валу двигателя, а колесо - на корпусе .устройства, а также дополнительным, аналогичным основному механизмом i обжима и раздачи концов тру смонтированным на корпусе со стороны, противоположной основнок механизму.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1969 |
|
SU247902A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Устройство для обжима концов трубчатых заготовок | 1977 |
|
SU863091A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕРА РАССТОЯНИЯ МЕЖДУ ПОДШИПНИКАМИ | 1991 |
|
RU2011051C1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |
| Устройство для правки кольцевых заготовок раздачей | 1975 |
|
SU553025A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Устройство для калибровки концов труб | 1981 |
|
SU997921A2 |