1
Изобретение относится к обработке мегапов павпением и может быть испопьзовано в качестве инструмента при горячей штамповке.
Известен штамп дпя горячей штамповки, содержащий верхнюю и нижнюю пииты со смонтированными на них преобразоватепями ультразвуковых колебаний, а также пуансон и матрицу выполненные в виде четного набора радиапьно размещенных кпиновых
ceKTopoBLlJ.
Недостатком известного штампа явпяется недостаточно высокое качество получаемых изделий.
Для повышения качества получаемых
изделий за счет локализации деформаций четные сектора пуансона и матрицы выполнены С-образной формы, при этом длина четных секторов равна длине волн, а длина нечетных - длине полуволны ультразвук вых колебаний, распространяющихся в них.
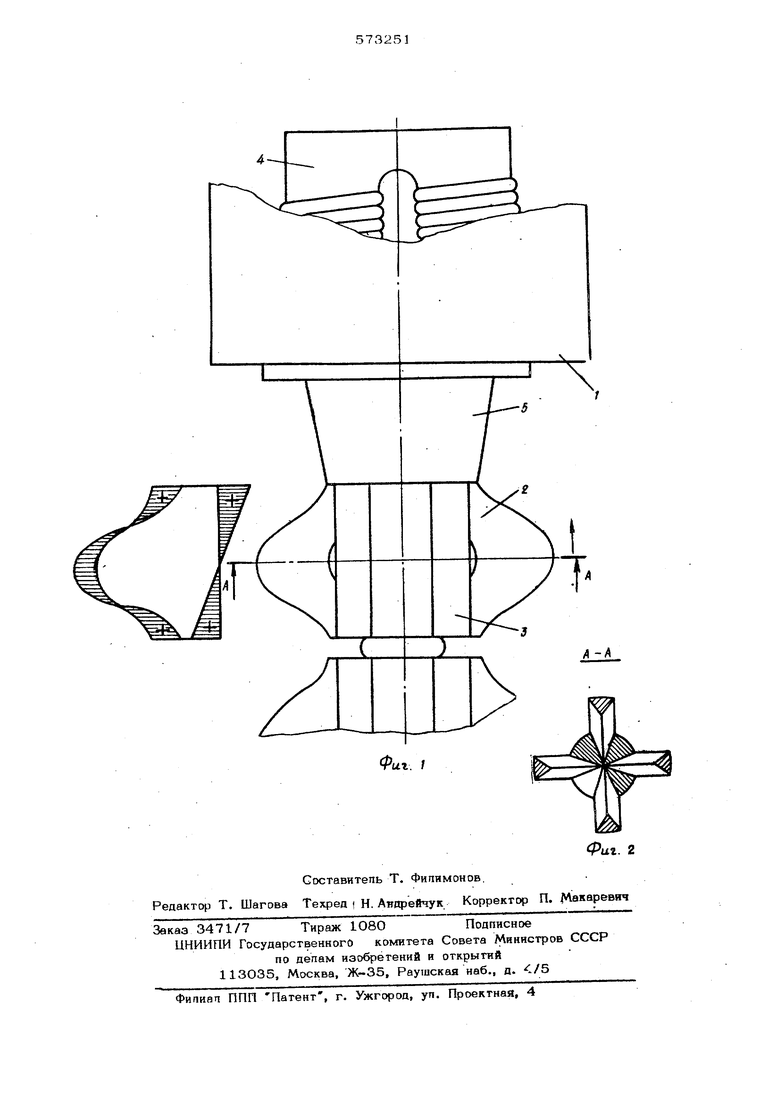
На фиг. 1 изображен предлагаемый штамп, общий вид; на фиг. 2-разрез по А-А на фиг. 1.
Штамп содержит верхнюю плиту 1 (нижнАй часть штампа условно tie показана), пуансон, собранный из рааиапьно размешенных кпиновьЕХ секторов 2 и 3, четные 2, из которых выполнены изогнутыми С-обраэно с длиной равной длине волны, а нечетные 3 -прямыми с длиной, равной лолувопне колебаний, распространяющихся в инст(1ументе;преобразователь 4 ультразвуковых колебаний и волновод 5.
Усилие деформации от верхней плиты 1 передаются через закрепленный в ней в узловой зоне волновод 5 на пуансон, собранный из радиально размешенных клиновых секторов 2 и 3.
Одновременно с этим включают ультразвуковые колебания, которые от преобразователя 4 через волновод 5 передаются на секторы пуансона. Штамп может быть собран без волновода, но при этом крепление каждого сектора в плите должно выполняться в его узловой зоне. Соединение секторов между собой может быть выполнено при помощи механического крепления или пайкой
Деформация заготовки происходит под действием знакопеременных локальных деформаций с амплитудой колебаний (в зависнмосги ог мощности преобразоват пя и коэффициента усиленгя секторов) в предеnajt от 5 до 1ОО мкм, что обеспечивает качественное заполнение рабочей фигуры в статическом и днамическом режимах штамповки. В первый попупериоп колебаний на рабочих торцах секторов, выполненных прямыми с длиной, равной полуволне колебаний распространяющихся в пуансоне, происходит растяжение (+), т. е. локальное углубленир втих секторов в материал заготовки на вепичину, равную амЛлитуде колебаний. В тот момент сектора, изогнутые С-обрвзно, с длиной, равной длине вопны колебаний, сжимаются (-) и металл затекает под их торцы под действием сдвиговых напряжений иа ЗОИ под торцами попуволновых секторов. В спбдуюшиД попупериод ультразвуковых колебаний полуволиовые сектора сжимаются а сектора волновой длины растягиваются, т.е. происходит обратное перераспределение метаппа в пригравюрном слое заготовки: яа аон под торцами волновых секторов метапп заготовки перемешается в зоны под торцами попувопновых секторов.
Формула изобретения
Штамп для горячей штамповки, содержащий верхнюю;и нижнюю ппигы со смоктиргаванными на них преобразователями ультразвуковых колебаний, а также пуансон и матрицу, выполненные в виде четного набог радиально размещенных кпиновых сек jpoB, отличающийся тем что, с Аелью повышения качестве получаемых изделий
за счет локализации деформаций, четные секторы пуансона и матрицы выполнены С-образно формы, при этом Длина четных секторов равна длине волн, а длина нечетных длине полуволны ультразвуко№ 1х колебаний,
распр остраняющихся в них.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 2О51846/27кп. В/21 713/02, 1974.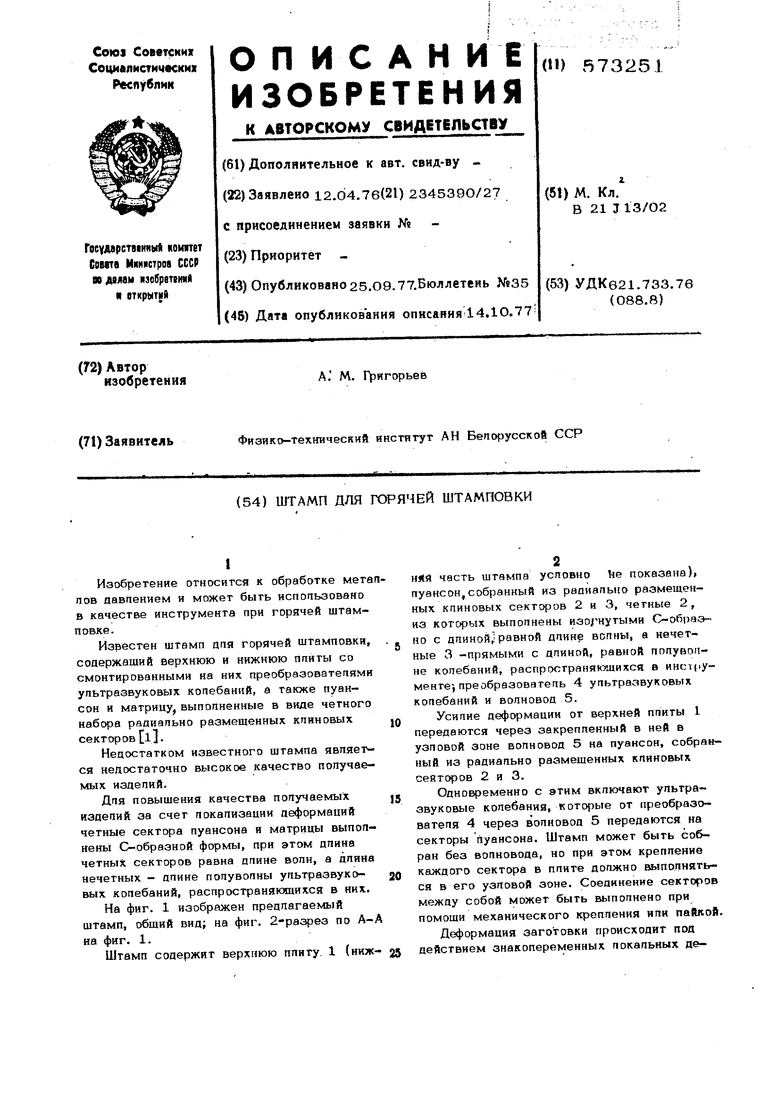
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки давлением с наложением ультразвуковых колебаний | 1976 |
|
SU614851A1 |
| Штамп для ультразвуковой штамповки | 1976 |
|
SU580050A1 |
| Штамп для ультразвуковой штамповки | 1975 |
|
SU541560A1 |
| Штамп для деформирования | 1976 |
|
SU583861A1 |
| Штамп для горячей штамповки заготовок | 1976 |
|
SU564076A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1985 |
|
SU1282942A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU337220A1 |
| Устройство для ультразвуковой пробивки отверстий | 1980 |
|
SU902929A1 |
| Устройство для выдавливания с наложением ультразвуковых колебаний | 1980 |
|
SU1000139A1 |
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБОЛОЧЕК | 2006 |
|
RU2339480C2 |