1
Изобретение касается обработки металлов давлением и может быть использовано, например, для горячей осадки заготовок, требующих выполнения равномерного распределения деформации по всему объему. Известен штамп для горячей штамповки заготовок, содержащий верхнюю и ниж-, кюю плиты с закрепленными в них соответ- ственно секционными пуансонами и магрицей 1.
Одаако он не обеспечивает условий равномерности деформации по всему объему загоговки.
Известен также штамп, содержащий верхнюю и нижнюю плиты со смонтиро ванными на них соответственно пуансоном и матрицей , выполненных в виде блоков, каждый из которых состоит из набора чет- ногчэ количества радиапьно размешенных клиновых секторов и привода радиального перемещения секторов (2.
Такой штамп не обеспечивает равномерности деформаций по всему объему заготов
Для повышения качества заготовки путем обеспечения равномерности деформаций до всекту объему заготовки в предложенном штампе привод выполнен в виде приводной поворотной обоймы, блок секторо и соответствующая плита размешоиы влул-ри нее, подпружинены один относительно другого и между ними установле1гы тела качения, и эксцентриков, размещенршгх в окнах, выполненных в стенках обоймы по периферии секторов, под углом, laBiibiKf двойному углу конусности клинового сектора, при этом клиновые сектора имеют профип ную рабочую поверхность, обраи е1игую к эксцентрикам.
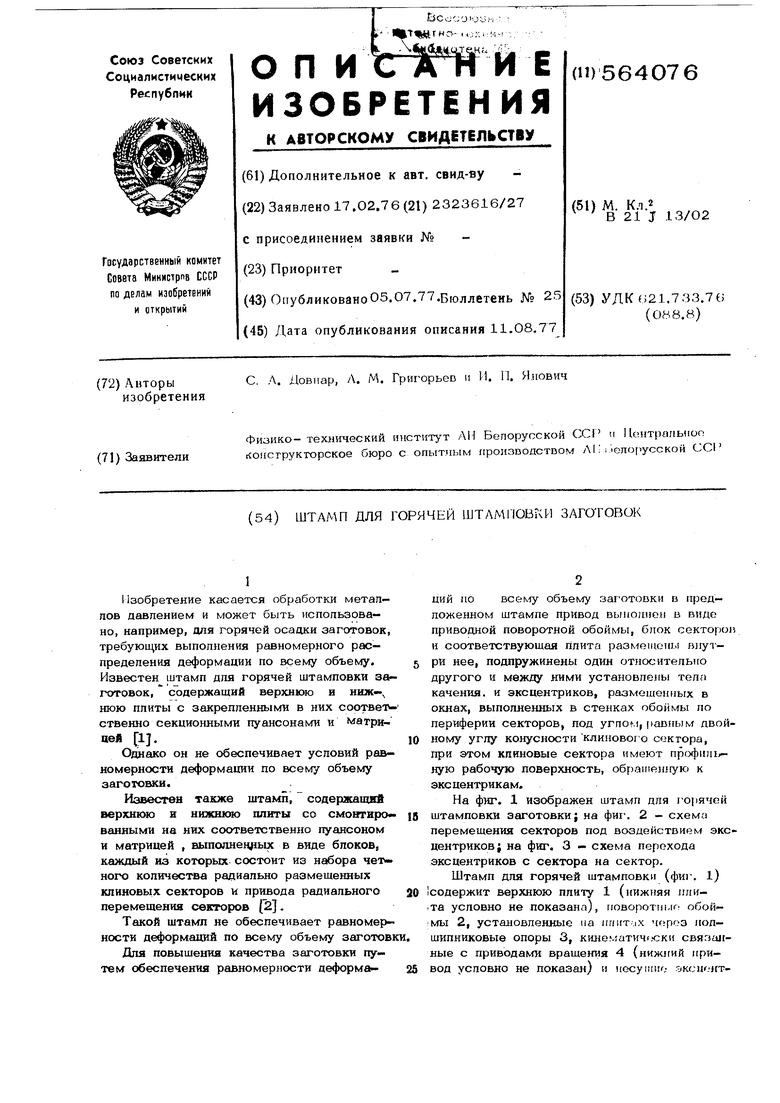
На фиг, 1 изображен штамп для РО1)ячей штамповки заготовки J на фиг 2 - схема перемешения секторов под воздействием эксцентриков; на фиг. 3 - схема перехода эксцентриков с сектора на сектор.
Штамп для горячей штамповки (фиг. 1) 1содержит верхнюю плиту 1 (нижняя ппи та условно не показана), гюворотнып обой- мы 2, установленные на нпкт-мх через подшипниковые опоры 3, кинематичг.оки свягзалные с приводами врашекия 4 (нижний нри- вод условно не показан) и иесушио экси. стрики 5, установленные на осях 6 в окнах 7 о шагом, равным суммарному угпу соседних секторов 8 и 9, сектора 8 и 9 раз мешены в обоймах 2, закреплены на плитах посредством упругих элементов 10 , и контактируют с плитами и обоймами соответственно через тела качения 11 и эксцентрики 5. Работает штамп следующим образом. Рабочее усилие передается через верхнюю плиту 1, тела качения 11 и клиновые сектора 8 и 9 на заготовку 12. Одновременно с передачей рабочего усилия осушествлЯ ется синхронное вращение обойм 2 от привода вращения 4. При вращении обойм 2 клиновые сектора 8, контактирующие с эксцентриками 5, установленными,с угловым шагом ot, равным yдвoeннo Jy углу клинового сектора, перемещаются в радиал ном направлении (к оси заготовки) и вытес няют сектора 9, размещенные между ними (фиг. 2). В процессе вращения обойм 2 эксцентрики 5 переходят на вытесненные сектора 9 (момент перехода, фиг. З) и осуществляется Перемещение секторов 8 путем их вытеснения секторами 9, контактирующими в этот момент с эксцентриками 5„ Благодаря перемещению эксцентриков и выполнению поверхностей контакта секторов с эксцентриками профильными, с углом подъема в направлении вращения обойм обеспечивается плавность перемещения кли новых секторов в процессе работы штампа Цикл перемещения секторов в, процессе деформации заготовки 12с одновременным вращением обойм 2 повторяется и позволяет осуществлять возвратно и поступательное перемещение каждого сектора в радиальном направлении с частотой, определяемой скоростью вращения обойм, что позволяет компенсировать контакГное трение па границе сектор - заготовка и обеспечить равномерность деформации в объеме заготовки. Формула изобретения Штамп для горячей штамповки заго- товок, содержащий верхнюю и нижнюю плиты со смонтированными на них соответственно пуансоном и матрицей, выполненных в виде блоков, каждый из которых состоит из набора четного количества радиально размещенных клиновых секторов и привода радиального перемещения секторов, о т л ичающийся тем, что, с целью повышения качества заготовок путем обеспечения равномерности деформаций по всему объему заготовки, привод выполнен в виде приводной поворотной обоймы, блок секторов и соответствующая плита размещены внутри нее, подпружинен:. один относительно другого и между ними установлены тела качения, и эксцентриков, раз- мещеш1ЫХ в окнах, выполненных в стенках обоймы по периферии секторов, под углом, равным двойному углу конусности клинового сектора, при этом клиновые сектора имеют профильную рабочую поверхность, обращенную к эксцентрикам. Источники информации, принятые во внимание при экспертизе : 1. .Авторское свидетельство СССР № 2499О9 , кл. В 21 J 13/02, 1966 г. 2,Заявка N82O51846/27,B21 J 13/02, 1974 г., по кот&рой принято положительное решение о выдаче авторского свидетельства.
« 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей штамповки | 1975 |
|
SU533438A1 |
| Штамп для горячей штамповки | 1975 |
|
SU541561A1 |
| Штамп для горячей штамповки поковок | 1975 |
|
SU562370A1 |
| Штамп для горячей штамповки | 1976 |
|
SU573251A1 |
| Устройство для поперечно-клиновой прокатки | 1978 |
|
SU764808A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Способ получения составных стальных поковок | 1977 |
|
SU659264A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU640814A1 |
| Заготовка для выдавливания формообразующих матриц | 1977 |
|
SU632455A1 |

0i/S. /
8
Ри&. 2
Фиг. J
