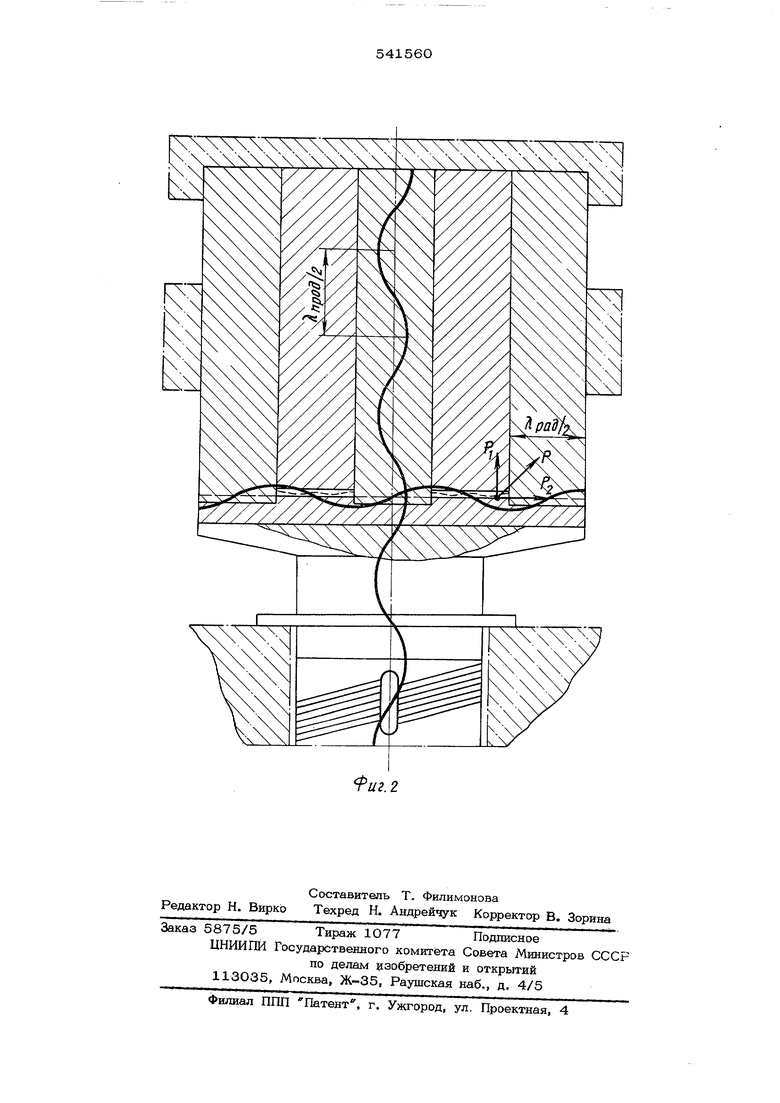
(54) ШТАМП ДЛЯ УЛЬТРАЗВУКОВОЙ ШТАМПОВКИ ка 5 с переменным электромагнитным полем, установленная в стакане 6 с водоохлаждением. Она охватывает пуансон, выполненный в виде концентрично установленных резонансного стержня 7 и полых цилиндров 8 из материалов с противоположным эффектом магнитострикции, чередующихся между собой. В матрице 3 крепят заготовку 9 посредством шайбы 10 с кольцевой фаской. От привода через пуансон к заготовке 9 прикладывают усилие деформации с одновременным возбуждением продольных колебаний Б преобразователе 2 и возбуждением переменного электромагнитного поля в катушке 5. Продольные колебания от преобразователя 2 возбуждают радиальные колебания в матрице 3 с заготовкой 9. При распространении радиальной ультразвуковой на поверхности заготовки 9 возникают чере дующиеся по полупериодам области сжатиярастяжения, которые размещаются попарно под участками цилиндров 8 пуансона. При этом зоны средних диаметров стенок полых цилиндров 8 совпадают с узлами распространяющихся в матрице 3 и заготовке 9 радиальных ультразвуковых колебаний. Пуан сон деформирует заготовку 9 локально за счет растяжения-сжатия соседних цилшiдpo9 8 и стержня 7 в противофазе. Так, например, в первый полулериод колебаний металл под давлением торцов цилиндров, растягивающихся в направлении перемещения пуансона, течет в радиальные зоны, под торцы соседних сжимающихся цилиндров. Заполнение металлом происходит под воздействием усилия Р деформации от перемещения торцов цилиндров в переменном электромагнит ном поле и усилия Р смещения под действием ультразвуковых колебаний. Результирующее значение усилия деформации Р направлено в угловую зону, определяемую пересечением торцовых и образующих поверхностей соседних цилиндров. Таким обра зом, мгновенное совпадение усилий деформаций от действия ультразвуковых колебаний и электромагнитного поля обеспечивает |)ормообразование в труднозаполняемых участках гравюры, например в углах (на иг. 2 штриховая линия). Во второй полупеиод колебаний происходит заполнение меаллом радиальных зон под торцами цилинров, перемещающихся в направлении, протиоположном направлению деформации заготови. Следовательно, эффект совпадения напряений деформации по частоте и фазе от ействия ультразвуковых колебаний и токов ысокой частоты позволяет повысить каество воспроизведения рабочей фигуры изелий. Для работы пуансона как преобразоватея ультразвуковых колебаний на частоте, совпадающей с частотой радиальных колебаний, в катушке переменного поля размещают витки с постоянным полем для обеспечения подмагничивания пуансона. Формула изобретения 1.Штамп для ультразвуковой штамповки, содержащий нижнюю плиту с установленным на ней магнитострикционным преобразователем и закрепленной на нем матрицей, а также верхнюю плиту со смонтированным на ней пуансоном, отличающийс я тем, что, с целью повышения качества получаемых изделий сложной формы, он снабжен смонтированной в верхней плите и охватывающей пуансон электромагнитной катушкой переменного тока, при этом пуансон выполнен в виде концентрично установленных резонансного стержня и полых цилиндров из материалов с противоположным эффектом магнитострикции, чередующихся между собой. 2.Штамп по п, 1, отличающийс я тем, что толщина стенок полых цилиндров, образующих пуансон, равна длине полуволн радиальных колебаний, а частота и фаза переменного электромагнитного поля совпадают с частотой и фазой ультразвукового поля. Источники информации, принятые во внимание при экспертизе: 1.В. П. Северденко и др. Обработка металлов давлением с ультразвуком, Минск Наука и техника, 1973 г., стр. 102. 2.АН свид. СССР № 195835 от 1965 г., кя. В 21 J5/00 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей штамповки | 1975 |
|
SU541561A1 |
| Штамп для горячей штамповки | 1976 |
|
SU573251A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU337220A1 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для ультразвуковой штамповки | 1975 |
|
SU539658A1 |
| Штамп для ультразвуковой штамповки | 1976 |
|
SU580050A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |