Изобретение относится к машиностроению, в частности к обработке металлов резанием и может найти применение при чистовой обработке птверстнй в олинномерных полых цеталяк типа труб.j,
Известны эжекторные сверлильные го ловки для обработки отверстий в полых длинномерных деталях типа труб, содержащие корпус с каналом для отвода из зоны резания стружки потоком отработавшей смазоч IQ но-охлаждаюшей жидкости (СОЖ) в направл&нии, обратном направлению подачи головки при сверлении, и укрепленными на ыем направляющими и режущими пластинамн l.
С целью повышения производительности }g труда и чистоты обрабатываемой поверхности, предлагаемая голэвка снабжена установленными на торце корпуса заглушкой, выполненной в вице ступенчатого стакана, на котором установпены манжеты с упорным под- 20 шипником, заключенные во втулку, несущую эластичное кольцо.
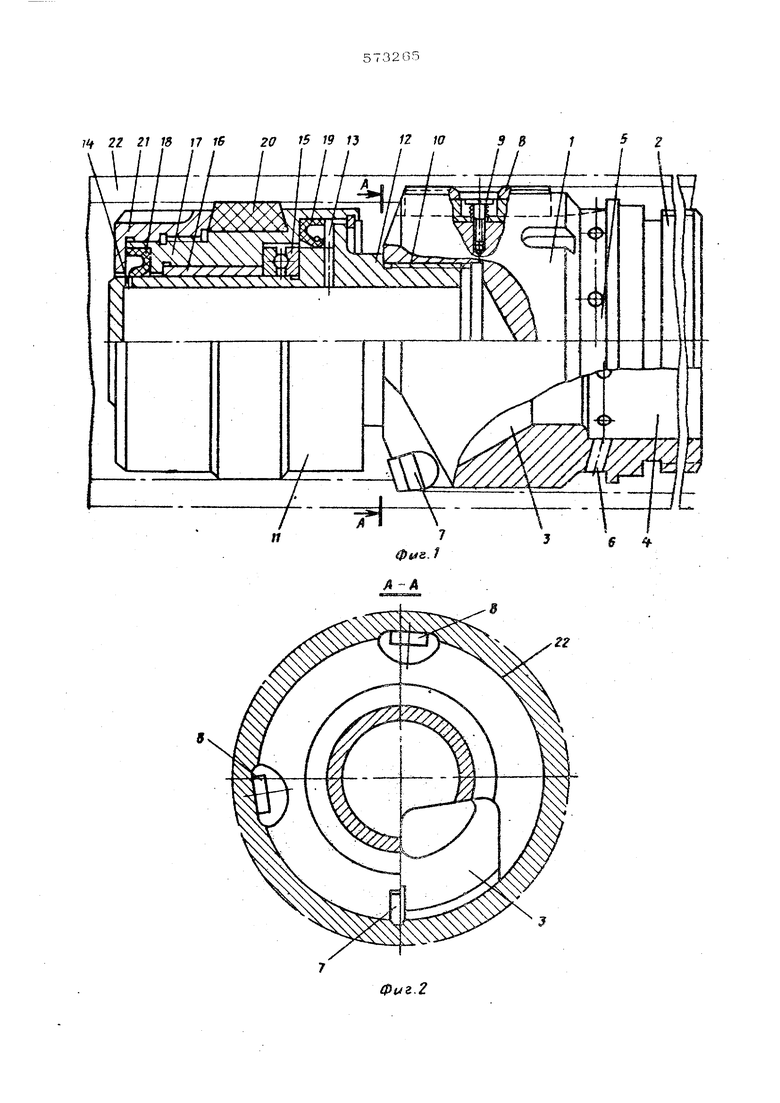
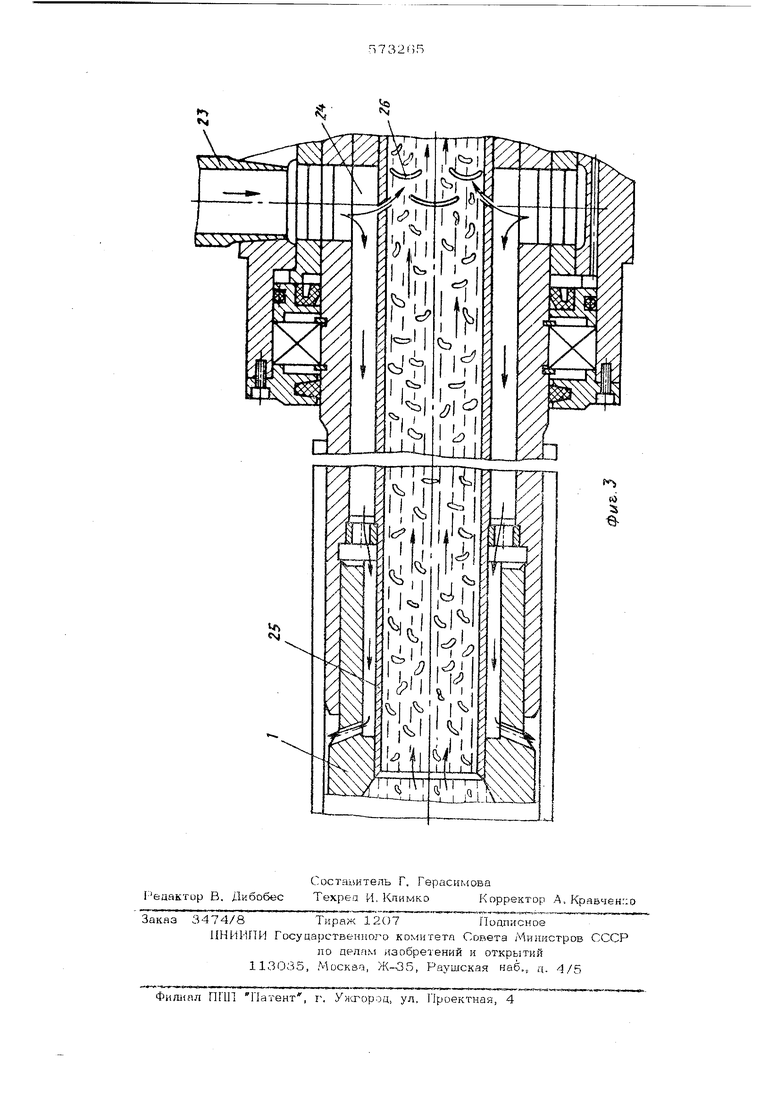
На фиг. 1 изображена описываемая головка, общий виц в разрезе; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - схема 25
подвода СОЖ в зону обработки н отвода стружки.
Головка состоит из полого корпуса., на одном конце которого выполнена резьба 2 для соединения со стеблем, а на другом его конце выполнено окно 3, соединенное с каналом 4 для отвода на зоны резания стружки под напором отработавшей СОЖ. На кольцевой его выточке 5 расположены отверотия 6 для подвода большей части жиокости в зону резання дла охлв кдення и смазкн режущей пластины 7 и направляющих пластинок 8, прикрепленные k корпусу винтами 9.
На переднем конце корпуса Icrporono. центру выполнена резьба 1О цля крепления заглушки 11, предотвращающей утечгу СОЖ и стружки из зоны резания в не1)бработанную часть трубы и поодержания эффекта ажекиии во внлтренней полости головки. Заглушка 11 состоит из полого ступенчатого стакана 12 с отверстиями 13 и 14,со смонтнрованНЪ ми на нем упорным пода1 йпником 15, ра -;порной втулкой 16, с ту neHHta той втулкой 17с манжетами 18 ч 19. На вутп«е 17 устанчвпб но сменное э.1асгнчное кооъио 2О, вьтоли.;-}ное, например, из износ ч;т)йкой я маслотенлостойкой резины и поццерживаюшее эффект йжекции в полск;ти головки. Втулка 17 и кольцо 2О поцжаты к стакану 12 накицной гайкой 21. Отверстие 13 прецназначеЙо идя снятия избыточного давления в зоне резания, аотверстие 14 - для отсоса яшакости, случайно попавшей из необработанной части трубы. Подшипник 15 предотвращает вращение втулки 17 с кольцом 20 при врашенит ступенчатого стакана 12 с корпусом 1 головки в процессе обработки трубы. Обработка отверстия трубы и отвоц стружки через канал головки осуществляет™ ся следующим образок. При включении станки голбвка автометически подается в обрабатываемую трубу 22 R Б момет; касания режущей ппасткной 7 стенки трубы включается ласос подачи охлаж дающей жидкости на бака в зощ резания, При erofvf ООЖ прохоцит через подводящий штуцер 23 в кольцевую полость 24, образо ванную стеблем и внутренней трубой 25, и далре под аавле1шем поступает в зону вб«. работки, -Причем большая часть жидкости (три четверти нагнетаемой жиакостн} посту пает в зону обработки через отверстие 6 гоповки,гае она выггопняет гпавную задачу охлаждение и смазку направпя-кщих пластинок 8 и феж5шей кромки пластины 7„ Остальная же часть жидкости напраБЛяется через коль ,цевые сопла 26 во siiyTpeHHKuo трубу 25 и обратно в бак. Это действие - направленное распрецел© кие нагнетаемой Жидкосга образует эжекторный эффект, т,е. во внутренней трубе 25 офазуется частичное-разрежение (аналогич но струйному насосу), в результате которого отработавшая СОЖ в процессе работы ГОПОВЕИ всасываетсяйэ зоны, обработки вместе со стружкой (фнг.З) через окно 3 корпу, са в канал 4 и дапее во внутреннюю трубу 25 и отводится в бак оклаждающей гкидкости. Попадание СОЖ и стружки из зоны ре аания в необработанную йолость трубы 22 предотвращается эластичным кольцом 20, смонтированным на заглушке 11, В момент Bbixoae злглушки 11 на другом конце обрабагь ваемс й трубЕ, 22 отключают кассх: подачи жипкости и станок, после чего головка вместе с заглушкой выводится из обработанной детали - трубы. Далее цикл обработки повторяется. Предлагаемая головка позволяет повысить производительность труда по отношению к известным инструментам примерно в четыре раза; достигать чистоты обработки за один проход в пределах V 8 - V 9; повысить культуру производства. Обработка отверстия в детали осуществляется без раэбрызгива- ния СОЖ и без остановки ста1жа цяя отвода-удапения стружки. Стружка вместе с жидкостью Ътсасывается в бак, где жидкост фильтруется от стружки, а последняя из бака направляется в тару. Кроме того, можно обрабатьгеать трубы (внутренний диаметр) с необработанными предварительно поверхностями, что экономич ски выгодно при изготовлении корпусов пневмо- и гидроцилиндров и им подобных деталей из трубных заготовок. Формула изобретения Эжекторная сверлильная головка для обработки отверстий в полых длинномерных деталях типа труб, содержашая корпус с каналом для отвода из зоны резания стружки потоком отработавшей смазочно-охлаждающей жидкости в направлении, обратном направлению поцачи головки при сверлении, и укрепленными на корпусе направляющими и режушими пластинами, о тлич а ющаяся тем, что,, с целью повышения произвоцитель- ности труда и чистоты обрабатываемой повержности, головка снабжена установяе.нной на торце корпуса заглушкой, выполненной в виде ступенчатого стакана, на котором располоясены манжеты с упорным подшипником, закл1сненщ,1е во втулку, несущую эластичное кольцо. Источники информации, принятые во вни- Mamie при экспертизе; 1, Эжекторная сверлильная головка фирмы Coromcnt - Швеция, журнал JasarbegBf-: i;u &mail ffektorsko buSeng strojarstiro,1974,16. hfe3, c. 117-122.
| название | год | авторы | номер документа |
|---|---|---|---|
| Эжекторное сверло | 1982 |
|
SU1077718A1 |
| Эжекторное сверло | 1983 |
|
SU1111851A1 |
| Эжекторное сверло | 1980 |
|
SU933296A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| Сверло | 1985 |
|
SU1282981A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Эжекторная расточная головка | 1982 |
|
SU1140363A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА ИНСТРУМЕНТА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ, В ЧАСТНОСТИ, ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ ПО ТЕХНОЛОГИИ ВТА, И ИНСТРУМЕНТ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 2011 |
|
RU2570269C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |