1
Изобретбцие отыоснтся к области метал- пообработки и может быть нсаояьаовАно дпв обработки криволинейных поверхностей на станках с программным ущ аваевяем.
В п. 1 осн1жнаго авторского свидетель - g ЗбО263 описана фасонная фреза с механическим креплением ножей, вьшопненных поворотными ъ плоскости, параллельной
осевой Ij.;
Недостатком указанной фрезы является IQ невозможность поворота ножей в прсщессе работы без остановки станка, что влияет на производительность станка. .
Цель изобретена.г обеспечение непре- и рывного птаоротаачея вVпроцессе обработки. Это aoctKr feTtsefVTe,: М.ТО согласно авторскому свядетеяьствз life ЗОО263 по п. 1 в фрезе расположено ус1|1айство управления поворотом ножей, состоящееиазакреппенно-20 го в Kopnycie щлниевсо о валика, на котором с возможностью возвратно 41оступательнся о осевого перемещения установлен хвостовик, связанный посрецствсж4 кривошипно- иатунного механизма с каждым ножом.25
Такое рвение обеспечивает непрерывный поворот ножей в процессе обработки
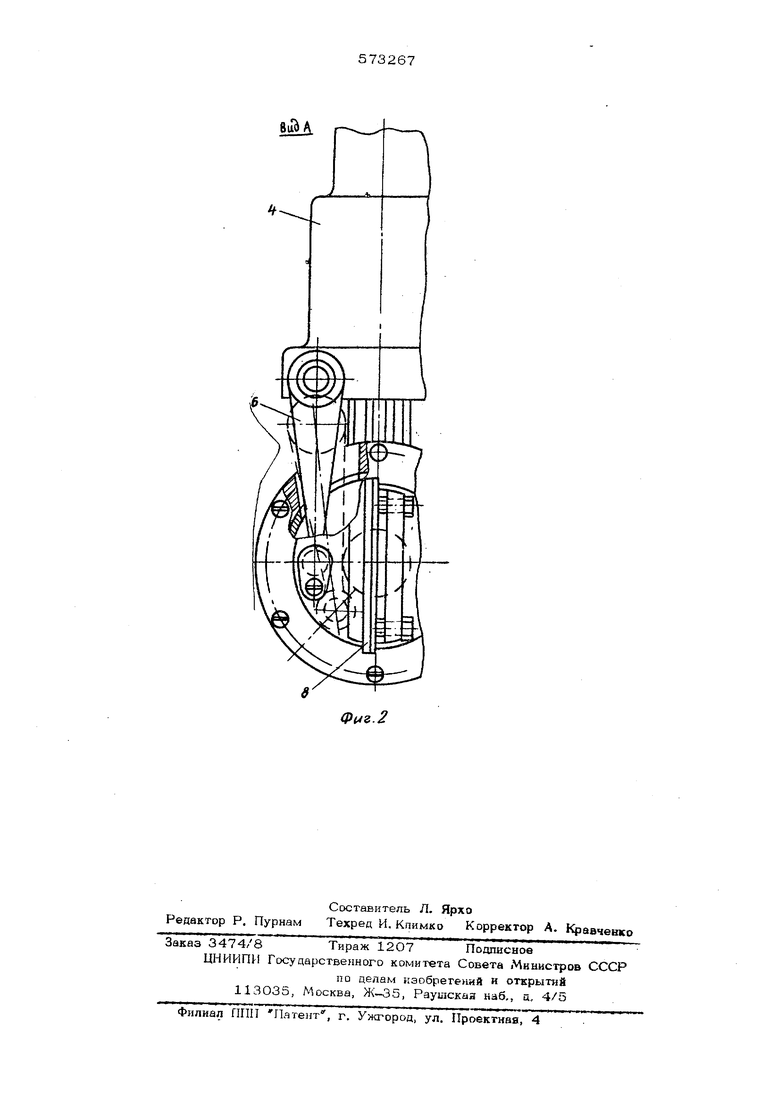
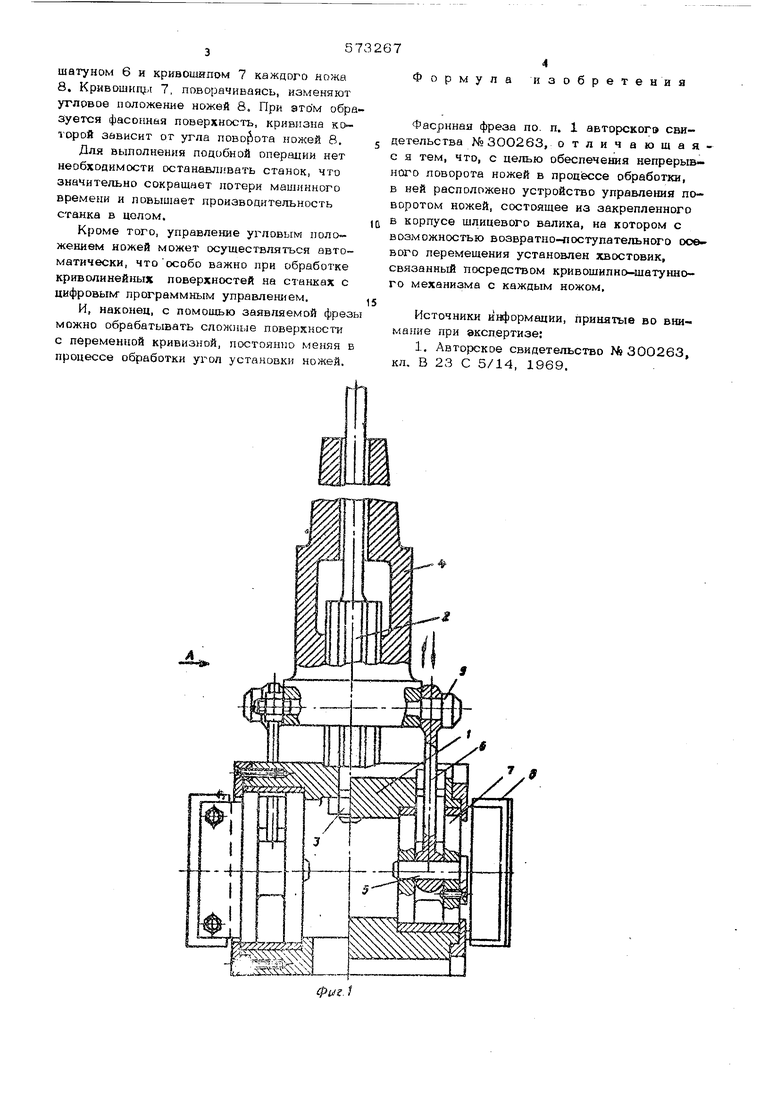
На фиг. 1 изображена описьтаемаяфреза, разрез; на фиг. 2 -i- вид по стрелке А на фиг. 1.
В корпусе 1 фрезы закреплен шлицевой валик 2 гайкой 3. На валике 2 своим aeiiтральным отверстием установлен с возможностью во фатно-поступательного осевсяго перемещения хвостовик 4, входящий в пнноль станка.
В расточках корпуса 1 расп&ложены CBSh заннью шарнирами 5 с шатунами в кривошипь1 7, на которых смонтированы ножи 8, Шатуны 6 соединены цилиндрическими шарнирами 9 с хвостовиком 4.
Перемешая пинолью хвостовик 4 относительно неподвижного корпуса 1, выставляют ножи 8 на заданный исходшлй угол. Сообщают фрезе вращательное движение и, введя ее в контакт с заготовкой, снимают припуск на обработку, В процессе работы, при необ ходимости, с помощью пиноли хвостовик 4 удаляют от корпуса 1 или приближают к н& му. Это приводит к изменению угла между шатуном 6 и кривошипом 7 каждого ножа 8, Крнвошищя 7, поворачиваясь, изменяют утлрвое положение ножей 8, При агом обра зуется фасонная поверхность, кривизна ко- Iopoft зависит от угла поворота ножей 8. Для выполнения подобной операдии нет необходимости останавливать станок, что значительно сокращает потери машинного времени и повышает производительность станка в целом. Кроме того, управление угловым поло жением ножей может осуществляться автоматически, чтоособо важно при обработке криволинейных поверхностей на станках с цифровым- программным управлением. И, наконец, с помощью заявляемой фрез можно обрабатывать сложные поверхности с переменной кривизной, постоянно меняя в процессе обработки угол установки ножей.
i
.1 Формул изобретения Фасрнная фреза по. п. 1 авторского свидетельства №300263, отличающая с я тем, что, с целью обеспечения непрерывного поворота ножей в процессе обработки, в ней расположено устройство управления поворотом ножей, состоящее из закрепленного в корпусе шлицевого валика, на котором с возможностью возвратно-поступательного оов вого перемещения установлен хвостовик, связанный посредством кривошипн1 -шатунного механизма с каждым ножом. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство № 300263, кл. В 23 С 5/14, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза | 1979 |
|
SU831428A1 |
| Фреза | 1981 |
|
SU984721A1 |
| Инструментальная головка | 1982 |
|
SU1016089A1 |
| Фасонная фреза | 1982 |
|
SU1077719A1 |
| Торцовая фреза | 1980 |
|
SU965634A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Фрезерная головка | 1979 |
|
SU780986A1 |
| Фреза с регулируемым углом наклона режущих ножей | 1976 |
|
SU623667A1 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |