Изобретение относится к машиностроении и может быть использовано для автоматической обработки сложных
фасонных поверхностей деталей на аг-
регатных и специальных станках с механической следящей системой..
Цель изобретения - повьшшние производительности обработки путем обеспечения возможности обработки всей поверхности заготовки за один проход
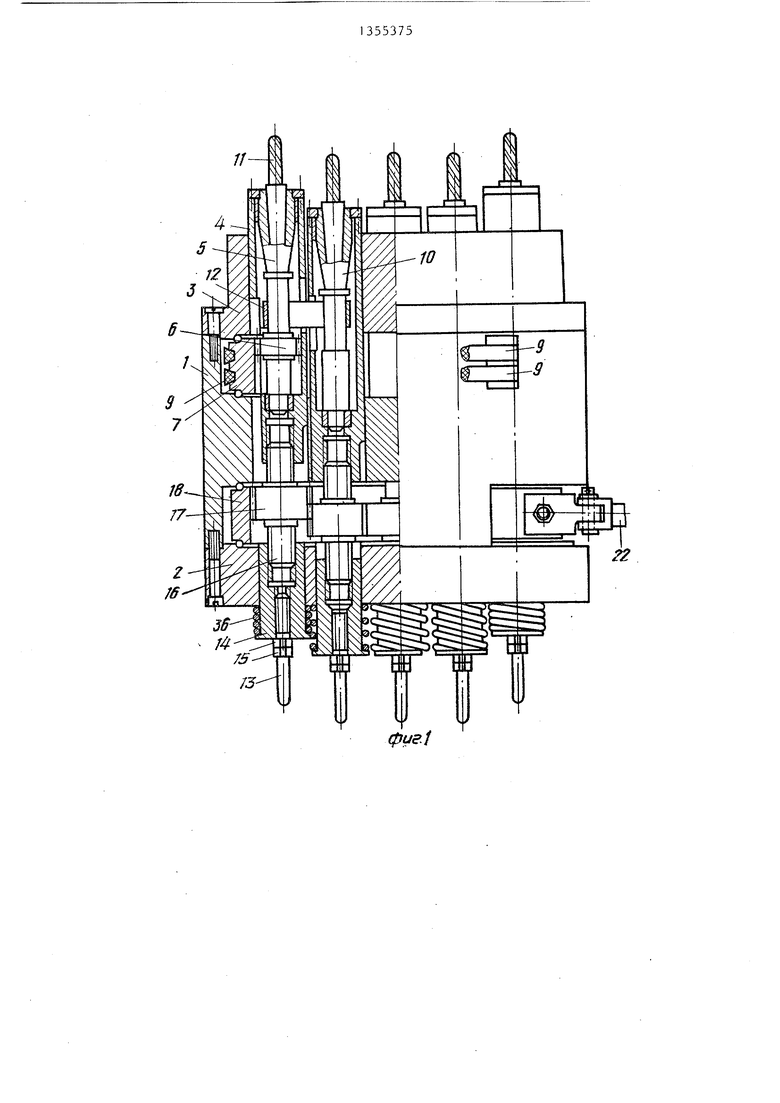
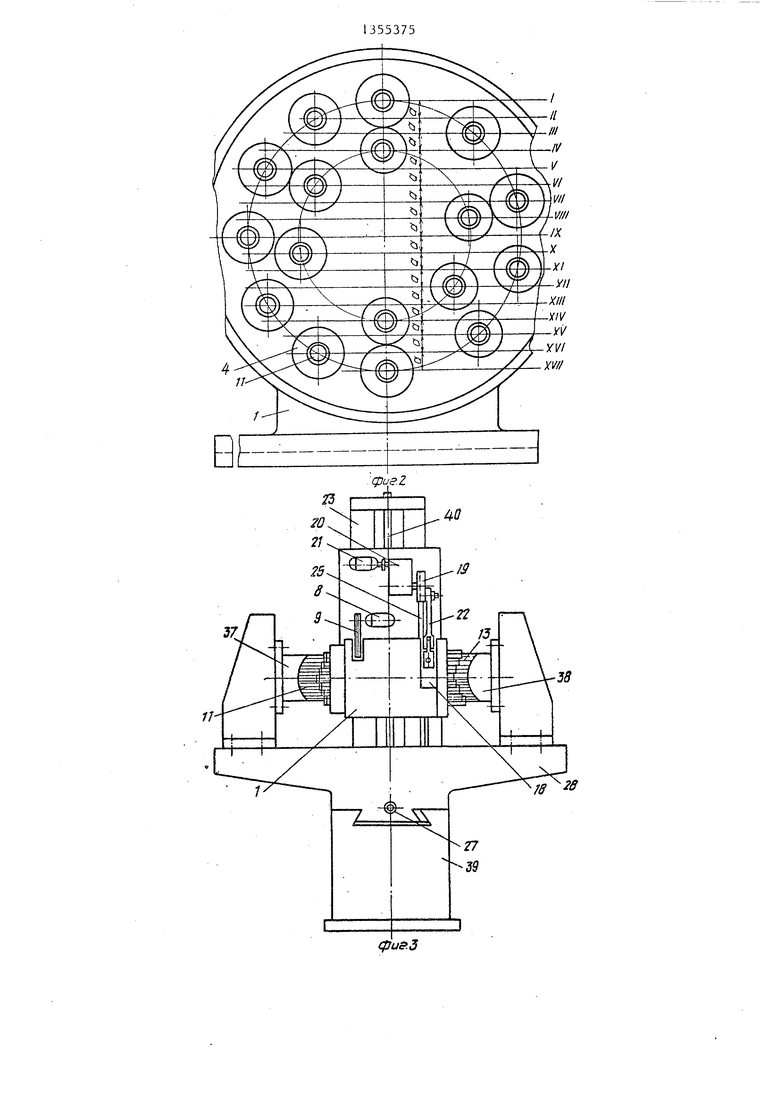
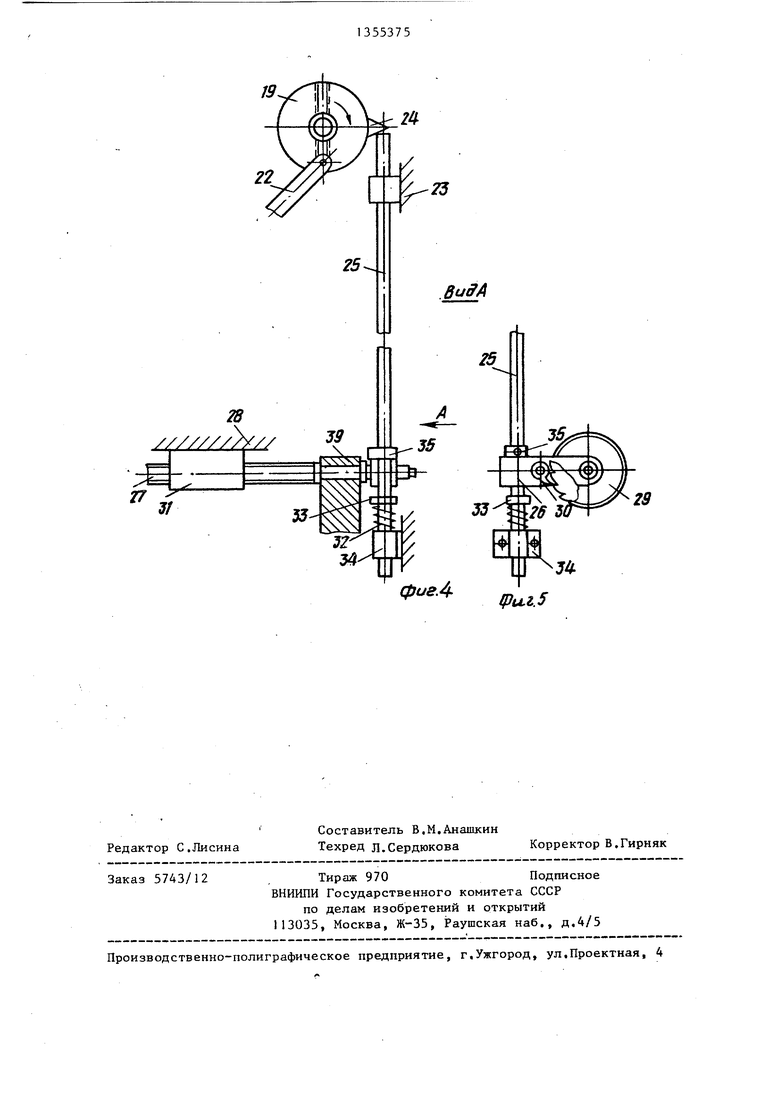
На фиг, 1 схематически представлена предлагаемая фрезерная головка, общий вид; на фиг. 2 - то же, вид с торца; на фиг. 3 - станок, общий вид; на фиг. 4 - схема взаимодействия кулисного и храпового механизмов шаговой подачи стола; на фиг. 5 - вид А не. фиг.4.
Устройство состоит из корпуса 1 с установленными на нем крышками 2 и 3, пинолей 4, установленных с возможностью осевого перемещения вместе со шпинделями 5, размещенными с возможностью их вращения с помощью шестерен 6, жестко установленных на эти шпинделях, зубчатого колеса 7, электродвигателя 8 главного движения и клиноременной передачи 9. Шпиндели 5, расположенные по наружной окружности корпуса 1, и шпиндели 10, рас- .положенные по внутренней окружности, установлены в параллельных плоскос
тях, расстояния а между которыми равны и меньше диаметра инструмента (фрезы) 11, Связанные между собой ременной передачей 12 шпиндели 5 и 10 вместе с пинолями 4 и фрезами 12 взаимодействуют со щупами 13, размещенными в пинолях 14, с помощью резь- 40 бачки 30, кольца 33 и кольца 35,жестбовых соединений и регулировочных колец 15. Диаметры и радиусы торцов фрез и щупов соответственно равны. Максимальные расстояния между наружными торцами фрез и щупов у всех шпинделей головки должны быть строго одинаковыми.
Пиноли 14 установлены- в отверстиях крьш1ки 2 подвижно с возможностью осевого перемещения одновременно с пинолями 4, но в противоположном направлении с ними с помощью винтов 16, имеющих левую и правую резьбу и взаимодействующих между собой с помощью своих резьбовых элементов, а с помощью шестерен 17, установленных жестко на винтах 16, взаимодействуют с кольцеобразным зубчатым колесом 18 с внутренним зацеплением, установлен
ным в корпусе 1 с возможностью маятникового вращения, Зубчатое колесо 18 взаимодействует с диском 19 (фиг. 3 и 4), установленным на редукторе 20, и электродвигатеАем 21 кулисного механизма, с помощью шатуна 22, установленного шарнирно на зубчатом колесе 18 и на диске 19.
Редуктор 20 и электродвигатель 21 установлены на корпусе 1 головки. Корпус 1 головки в свою очередь установлен на стойке 23 станка. На диске 19 кулисного механизма жестко закреплен кулачок 24, взаимодействующий со штангой 25, установленной с возможностью осевого вертикального возвратно-поступательного перемещения на стойке 23. На штанге 25 размещен
рычаг 25 храпового механизма, установленный с возможностью вращения на винте 27 передачи винт - гайка привода шаговой подачи стола 28 станка, Храповое колесо 29 установлено
жестко на винте 27 с помощью собачки 30, размещенной на рычаге 26 с возможностью углового поворота и подпружиненной к храповому колесу 29. Винт 27 взаимодействует с гайкой
31, жестко установленной на столе 28 станка.
Штанга 25 в исходном положении ориентирована относительно кулачка 24 с помощью пружины 32, опирающейся на кольцо 33, жестко насаженное на штангу 25, и на кронштейн 34,размещенный жестко на стойке 23. Штанга 25 взаимодействует с рычагом 26 и храповым колесом 29 с помощью со
ко установленного на штанге 25,
На пинолях 14 установлены пружины 36 для возврата щупов в исходное положение, Фрезы 11 взаимодействуют
45 с обрабатываемой деталью 37, а щупы 13 - с копиром 38. Обрабатываемая деталь 37 и копир 38 установлены неподвижно на столе 28 станка, по обе стороны от фрезерной головки, Пино50 ли 4 и 14 установлены соответственно в отверстиях крышек 3 и 2 с помощью шпоночных соединений. Стол 28 станка имеет возможность шагового перемещения по направляющим основа55 ния 39, а фрезерная головка может перемещаться вертикально по направляющим стойкам 23 с помощью винта 40
Объемное автоматическое фрезерование деталей с помощью предлагаемого устройства осуществляется, следующим образом.
Собранную копировальную головку с комплектом торцовых фрез 1 и щупов 13.устанавливают на стойке 23 станка таким образом, чтобы направление параллельных плоскостей, в которых расположены шпиндели и щупы,совпадало с направлением шагового пере- мещения стола 28 станка, а обрабатываемая деталь 37 и копир 38 устанавливают неподвижно на столе. Оси симметрии обрабатываемой поверхности детали 37 и рабочей поверхности ко- пира 38 совпадают. Включают электродвигатель 8, который вращает с помощью ременной передачи 9 зубчатое колесо 7 и шестерни 6, насаженные на шпиндели 5. Вместе со шпинделями 5 вращаются также торцовые фрезы 11 а также шпиндели 10 с фрезами с помощью ременной передачи 12.
Затем включают электродвигатель 21, взаимодействующий с редуктором 20 и кулисным механизмом, состоящим из диска 19 с кулисой, и шатуна 22, связанного с зубчатым колесом 18. .При вращении диска 19 в ту же сторону зубчатое колесо 18 с помощью шатуна 22 совершает возвратно-поступательное угловое перемещение по часовой и против часовой стрелки.
Аналогичные вращения по часовой и против часовой стрелки на строго определенный угол совершают также шестерни 17 и винты 16, на которых они установлены неподвижно. При этом пиноли 14. вместе с щупами 13 и пи- ноли 4 вместе со шпинделями 5 и 10 и фрезами 11 совершают возвратно- поступательные осевые перемещения с помощью взаимодействия свои резьбовых элементов с винтами 16, Максимальные расстояния между вершинами торцов фрез 11 и щупов 13 всех шпинделей копировально-фрезерной головки должны быть строго одинаковыми.Регулировка размеров между торцами фрез 11 и щупов 13 производится с помощью регулировочных колец 15.
Осевое перемещение пинолей с исходного положения, при котором пиноли 4 и 14 находятся на наименьшем расстоянии одна относительно другой, в рабочее положение, при котором пи- ноли 4 и 14 удаляются одна относительно другой осуществляется следующим образом. Вначале перемещаются в
правую сторону (фиг.З) пиноли 14 вместе со щупами 13 под воздействием пружин 36 до контакта каждого из щупов 13 с соответствующей площадкой на рабочей поверхности копира. После этого осевое перемещение щупов 13 и пинолей 14 прекращается, а осевое перемещение фрез 11 и пинолей 4 продолжается до тех пор, пока вершина торца фрезы М. каждого из шпинделей не достигает максимально установленного расстояния от вершины торца соответствующего копира. При этом каждая из фрез производит торцовое фрезерование обрабатываемой детали 37 на площаДи, равной площади сечения фрезы, и на глубину, соответствующую положершю щупа на копире 38.
С изменением направления вращения (углового поворота) зубчатого колеса 18 соответственно изменяется направление вращения зубчатых шестерен 17, а следовательно, и направление осевого перемещения пинолей 4 и 14, а также фрез 11 и щупов 13, Они приходят в исходное положение, при котором фрезы 11 отходят от обрабатываемой детали, а щупы 13 - от копира. В этот момент происходит шаговое перемещение стола 28 вместе с обрабатываемой деталью 37 и копиром 38 относительно корпуса 1 копировально- фрезерной головки.
Шаговое перемещение стола 28 по направляющим основания 39 осуществляется следующим образом,
В момент отхода фрез 11 от обрабатываемой детали 37, а щупов 13 от копира 38 кулачок 24 нажимает на торец штанги 25 и перемещает ее вниз, сжимая при этом пружину 32 и поворачивая рычаг 26 относительно оси винта 27, на котором он установлен подвижно. Вместе с рычагом 26 поворачиБается против часовой стрелки (фиг.4) собачка 30, находящаяся в зацеплении с одним из зубцов храпового колеса 29, а также поворачиваются храповое колесо 29 и винт 27, на котором жестко насажено колесо 29-.Поворот винта 27 на определенный угол вызывает осевое перемещение гайки 31 и стола 28, на котором закреплена гайка. Вместе со столом 28 на один шаг перемещаются также обрабатываемая деталь 37 и копир 38 относительно корпуса 1. При дальнейшем вращении диска 19 кулисного механизма и
повороте зубчатого колеса 18 с помощью шатуна 22 происходит повторный
поворот шестерен 17, винтов 16 и осевое перемещение пинолей 14 со щупами 1 3 и пинолей 4 с фрезами 11 в противоположные стороны до контакта щупов 13 с копиром 38, а фрез 11 - с обрабатываемой деталью 37. В связи
с тем, что деталь 37 и копир 38 перемещаются на один шаг относительно корпуса 1 фрезерной головки, каждая из фрез обрабатывает очередной участок соответствующей строки на обрабатываемой детали. Затем эти циклы повторяются до полной обработки детали.
После того, как стол 28 станка вместе с обрабатываемой деталью 37 и копиром 38 перемещаются относительно корпуса 1, производя соответствующую обработку детали 37, стол 28 станка возвращается в исходное положение с помощью конечных переключателей и привода подачи.
Таким образом, обработка фасонной поверхности с любыми углами подъема производится всеми режущими инструментами автоматически с одновременной обработкой такого же количества равномерно удаленных друг от друга строк, при шаговом перемещении обрабатываемой детали и копира, при одновременной осевой подаче-и отводе всех режущих инструментов от обрабатываемой детали, а щупов - от копира за каждый элементарный шаг обработки.При необходимости получения более чистой обработки поверхности необходимо поднять или опустить корпус 1 копировально-фрезерной головки относительно стола 28- на величину 0,5 или 0,25 а (фиг.2) - расстояния между строчками обработки, и сделать два
или четыре прохода с помощью привода вертикальных перемещений фрезерной головки,
Формула изобретения
Копировально-фрезерная головка к станку с механизмом шагового перемещения стола, включающая корпус,расположенные противоположно друг другу в пинолях и связанные между собой шпиндель и щуп и механизм осевого перемещения пинолей, отличающаяся тем, что, с целью повышения производительности за счет обеспечения возможности обработки всей поверхности заготовки за один ее проход, головка снабжена дополнительными пинолями со шпинделями и щупами, при этом оси шпинделей и щупов расположены в параллельных плоскостях, расстояния между которыми равны, а механизм осевого перемещения пинолей снабжен установленными с возможностью взаимодействия с последними, имеющими правую и левую резьбу, винтами с жестко посаженными на них шестернями, установленными в корпусе соосно со шпинделями и щупами, связанным с шестернями внутренним зацеплением колесом и кулисным механизмом, соединенным с зубчатым колесом и предназначенным .для взаимодействия с механизмом шагового перемещения стола станка.
11
-f7
-39
19
28
///////У///
фиг.4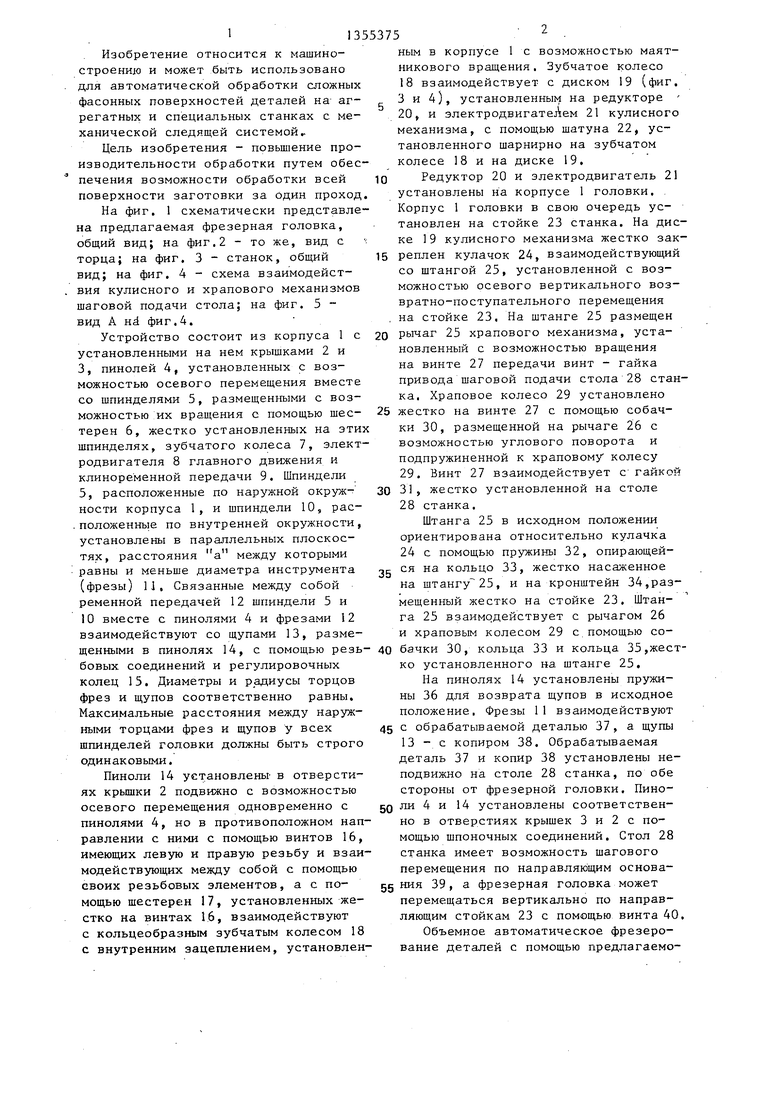
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2049609C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Фрезерная головка к станкам с программным управлением для обработки деталей со сложными линейчатыми поверхностями | 1987 |
|
SU1450933A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Шпиндельная бабка копировальнофрезерного станка | 1977 |
|
SU657928A1 |
Изобретение относится к машиностроению и может быть использов.ано для автоматической обработки сложных фасонных поверхностей деталей на агрегатных и специальных станках с механической следящей системой. Цель изобретения - повышение производительности обработки за счет обеспечения возможности обработки всей поверхности заготовки за один проход. Для этого головка снабжена дополнительными пйнолями со шпинделями и щупами. Оси шпинделей и щупов расположены в параллельных плоскостях, расстояния между которыми равны.Механизм осевого перемещения снабжен имеющими левую и правую резьбу винтами с жестко посаженными на них шестернями, установленными в корпусе со- осно со шпинделями и щупами. 5 ил. (Л С
Редактор С.Лисина
Составитель В.М.Анашкин Техред Л.Сердюкова
Заказ 5743/12
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор В.Гирняк
| Поперечный суппорт токарного станка | 1977 |
|
SU662273A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
