бункер и шток - яз диэлектрического материала,
На чертеже нредставлена схема прз.цлагаемого устройства.
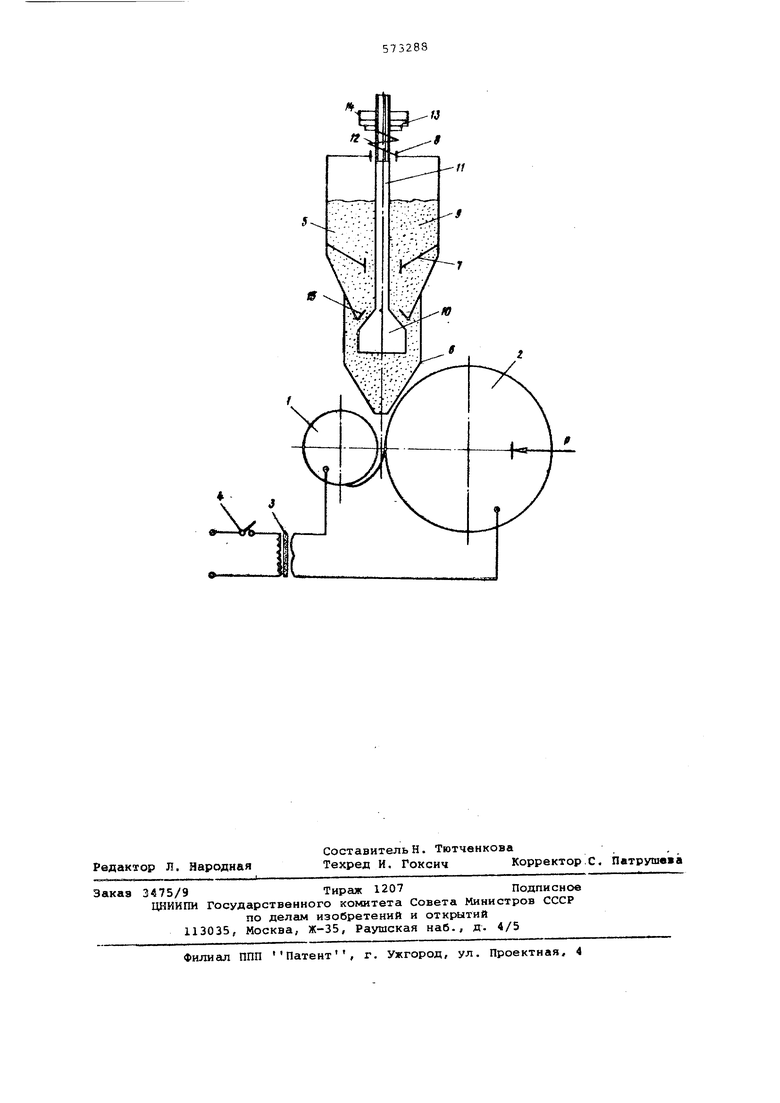
Оно,состоит из механизма вращения (на чертеже ке показан), наплавляемого изделия 1, роликоаого электрода 2, прижимаемого к изделию механизмом нагружания (на чертеже не показано), сварочного трансформатора 3, вторичная обмотка которого подключена к нап лавляемому изделию 1 и роликовому электроду 2; прерывателя тока 4, включенного в первичную обмотку трансформатора 3( дозирующего бункера 5, выполненного из ферромагнитного материала, направлякадего бункера 6, выг1олненного из диэлектрического материала и жестко доединенной с дозирующим бункером 5 конической диафрагмы 7. Последняя прикреплена к внутренней поверхности буиkepa 5 в нижней его части.
Кроме того, устройство содержит крышку 8, закрывающую верхнее отверстие бункера 5, .через которое засыпается порошковый металлический материал 9 коническую пробку 10, выполненную из ферромагнитного материала, жестко закрепленную на штоке 11 из немагнитного материала, установленном в центральном отверстии крышки 8 посредством пружины 12, гайки 13 и чашки 14L При этом нижнее отверстие 15 дозирующего бункера выполнено расширякедимся ,кни-, ЗУ.
Зазор менсду пробкой 10 и бункером 5 регулируют путем изменения iусилия: сжатия пружины 12, для чего навинчивают гайку 13 на резьбовую.часть штока 11,
Устройство работает следующим образе.
Включают механизм вращения наплавляемого изделия 1 с прижатым к нему .роликовым электродом 2 и включают прерыватель тока 4. В цепи наплавляемое изделие - роликовый электрод протекают импульсы тока наплавки. Магнитное поле тока наплавки, воздействуя на ферромагнитную коническую пробку 10, .создает усилие РИ.П.т. Усилие магнитного поля тока), приложенное к ней и направленное, в сторону, противоположную направлению усилия Гц(усилие пружины) развиваемого сжатой пружиной 12
Путем регулирования величины сжатия пружины 12 усилиеРа подбирают:экспериментально таким, чтобы при заданном токе наплавки и соответствующем ему значении усилия P,j.j зазор между конической пробкой 10 и дозирующим бункером 5 пропускал оптимальное количество; порошкового металлического материала, который затем направляется с-ПОМОЩЬЮ направляющего бункера s зазор между наплавляемым изделием и ролкоаш4 9л«ктрсщом.
При JirooHjt изменеынях тока наплавки изменяется сипа Ьптл.г следовательно, величина зазора мекду конической пробкой и .дозирующим бункером. Так с уменьшаяием тока наплавкн уменьшается и 7-,, что влечет за собой уменьшение указанного зазора и автома гически количестsa порошкового кета пгшвеского материала, выдаваемого устройством С увеличением тока каглавкт-: атоматически увеичивается и количество выдаваемого с т ери ал а.
Порошковый металлический материал, находяЕднйся Н5.д конической диафрагмой 7, через зазор меж.ду центральным отверстием диафраг-. и штоком 11 непрерывно поступает в подлкафраг-менное пространство и заполняет его по мере выдачи из направляющего бункера 6„ Следовательно, на поверк ость пробки 10 давит всегда одно и то же количество порошковог9 металлического материала. Переменную же нагрузку этого материала по мере его расходования воспринимает диафрагма 7
Формула изобретения
Устройство для электроконтактной наплавки порошковых металлических материалов, содержащее роликовый электрод,
механизм вращения наплавляемого изделия сварочный трансформатор, вторичная обмотка которого подключена к наплавляемоь15 изделию и роликовом - электрод;
и дозирующий бункер с верхним и нижним соосныкси отверстия ди, о т л и ч а™ ю щ в е с я тем/ что, с цель обеспечения стабильного качества наплавки путем автоматической регулировки количества подаваемого в зону наплавки порошкового металлического мат,ериала в зависимости от величины тока наплавки, оно снабежно жестко закрепленным на дозирующем бункере направляю«дем бункером, нижнее отверстие дозирующего бункера выполнено расширяющимися к низу и снабжено конической пробкой, жестко закрепленной на подпружиненном к дозирующему бункеру со стороны верхнего отверстия штоке и размещенной в нижнем отверстии с возможностью возвратно-поступательного перемещения при воздействии на нее магнитного поля тока наплавкиf при этом дозирующий бункер и коническая пробка выполнены из ферромагнитного мате.риала, а направляющий бункер и шток - из диэлектрического материала.
Источники информации, принятые во йкимание при экспертизе .
1. Тарасов ГО,.,: Егоров р.И. Электроконтактное капекание металлических порошков, как способ восстановления деталей о Материалы 2-й научно-Texjftiческой конференции по ремонту и эксплуатацки НТП, Алексеевка, 1969.
fi
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| Устройство для электроконтактной наплавки | 1975 |
|
SU551141A1 |
| Способ электроконтактной наплавки порошка | 1985 |
|
SU1310147A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2312746C1 |