ют канлл в золе расположения 11р иивл.вар1)чи(м о слоя, например, сжат1 м нозаухом.
В прсячагасмом способе м(лу1 быть испольчо ваны как однородные (аюювки листоврле и трубчатая (например, .чисговые laioiOBKH АД1), так и разнородные (например, листоные заготовки
из АД 1, трубчатая заготовка из ЛМг 2).
Кашвки могут быть сформировны сразу на двух листовых заготовках с их суммарной глубиной, также равной толщине сплющенной трубитой заготовки. Кроме того, в пакете может быть расположено несколько сплющенных трубчатых заготовок.
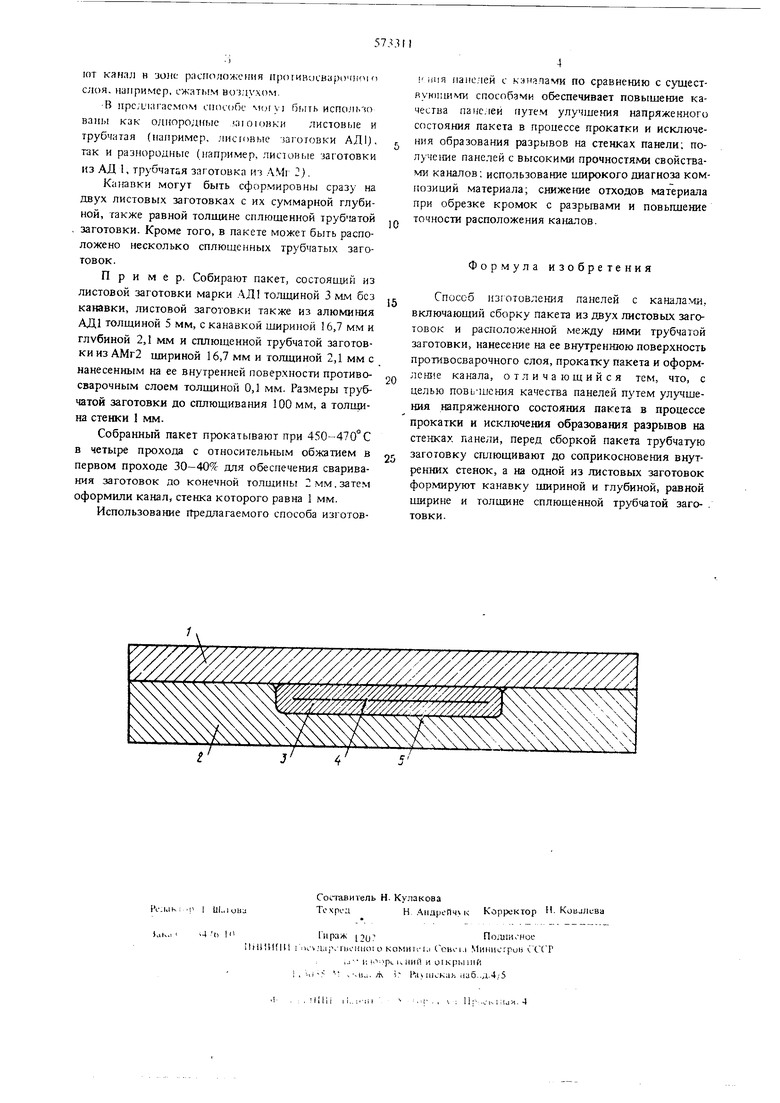
При мер. Собирают пакет, состоящий из листовой заготовки марки АД толщиной 3 мм без канавки, листовой заготовки также из алюминия АД1 толщиной 5 мм, с канавкой щириной 16,7 мм и глубиной 2,1 мм и сплющенной трубчатой заготовки из АМг2 щириной 16,7 мм и толщиной 2,1 мм с нанесенным на ее внутренней поверхности противосварочным слоем толщиной 0,1 мм. Размеры трубчатой заготовки до сплющивания 100 мм, а тоЛ1цина стенки 1 мм.
Собранный пакет прокатывают при 450-470 С в четыре прохода с относительным обжатием в первом проходе 30-40% для обеспечения сваривания заготовок до конечной толщины 2 мм.затем оформили канал, стенка которого равна 1 мм.
Использование гГредлагаемого способа изготов4
II иия панелей с кяиалами по сравнению с с шестRyюI:ш ш способами обеспечивает повыщение качества панелей путем улучшения напряженного состояния пакета в процессе прокатки и исключения образования разрывов на стенках панели: получе1ше панелей с высокими прочностями свойствами каналов; использование щирокого диагноза композиций материала; снижение отходов материала при обрезке кромок с разрьгеами и повышение точности расположения каналов.
Формула изобретения
Способ 11зготов;1еш1я панелей с каналами, включающий сборку пакета из двух листовых заготовок и расположенной между ними трубчатой заготовки, нанесение на ее внутреннюю поверхность противосварочного слоя, прокатку пакета и оформленяе канала, отличающийся тем, что, с целью повьшения качества панелей путем улучщения напряженного состояния пакета в процессе прокатки и исключения образования разрывов на стенках панели, перед сборкой пакета трубчатую заготовку сплющивают до соприкосновения внутренних стенок, а на одной из листовых заготовок формируют канавку шириной и глубиной, равной щирине и толщине сплющенной трубчатой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения оребренных слоистых панелей | 1974 |
|
SU506485A1 |
| Заготовка для получения слоистых панелей с элементами жесткости | 1977 |
|
SU733947A1 |
| Способ изготовления диффузионной сваркой многослойных цилиндрических панелей | 1986 |
|
SU1407730A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
| Способ изготовления цельнометаллических панелей | 1976 |
|
SU650701A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРМНОГОСЛОЙНЫХ РАЗНОРОДНЫХ МАТЕРИАЛОВ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ СЛОЕВ | 2013 |
|
RU2548343C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2488469C1 |
| Заготовка для получения прокаткой слоистых панелей с элементами жесткости | 1976 |
|
SU596407A1 |
