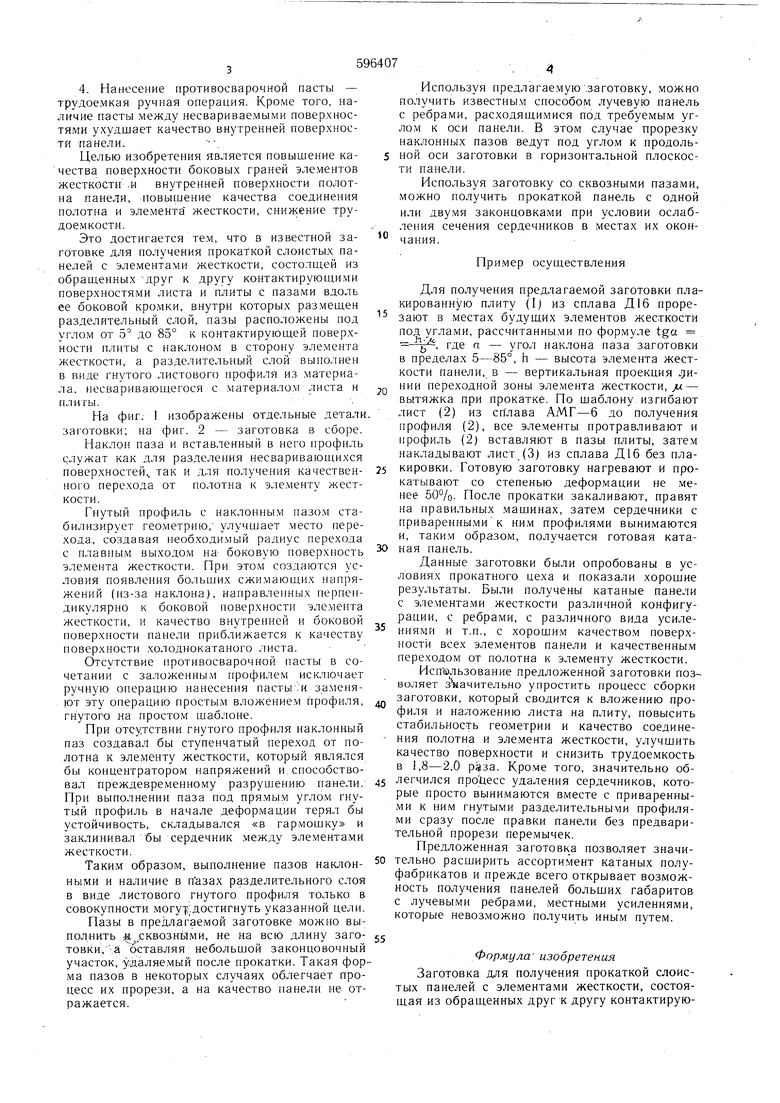
4. Нанесение противосварочной пасты - трудоемкая ручная операция. Кроме того, наличие пасты между несвариваемыми поверхностями ухудшает качество внутренней поверхности панели.. Целью изобретения является повышение качества поверхности боковых граней элементов жесткости .и внутренней поверхности полотна панели, повышение качества соединения полотна и элемента жесткости, снижение трудоемкости. Это достигается тем, что в известной заготовке для получения прокаткой слоистых панелей с элементами жесткости, состолшей из обрашенных друг к другу контактируюшими поверхностями листа и плиты с пазами вдоль ее боковой кромки, внутри которых размешен разделительный слой, пазы расположены под углом от 5° до 85° к контактируюшей поверхности плиты с наклоном в сторону элемента жесткости, а разделительный слой выполнен в виде гнутого листового профиля из материала, несваривающегося с материалом листа и плигы.На фиг. 1 изображены отдельные детали заготовки; на фиг. 2 - заготовка в сборе. Наклон паза и вставленный в него профиль служат как для разделения несвариваюшихся поверхностей,, так и для получения качественного перехода от полотна к элементу жесткости. Гнутый профиль с наклонны.м пазо.м стабилизирует геометрию/ улучшает место перехода, создавая необходи.мый радиус перехода с плавным выходом на боковую поверхность элемента жесткости. При этом создаются условия появления больших сжимаюших напряжений (из-за наклона), направлепных перпендикулярно к боковой поверхности элемента жесткости, и качество внутренней и боковой поверхности панели приближается к качеству поверхности холоднокатаного листа. Отсутствие противосварочной пасты в сочетании с заложенным профилем исключает ручную операцию нанесения пасты .к заменя ют эту операцию простым вложением Профиля, гнутого на простом шаолоне. При отсутствии гнутого профиля наклонный паз создавал бы ступенчатый переход от полотна к элементу жесткости, который являлся бы концентраторо.м напряжений и. способствовал преждевременному разрушению панели. При выполнении паза под прямым углом гнутый профиль в начале деформации терял бы устойчивость, складывался «в гармошку и заклинивал бы сердечник между элементами жесткости. Таким образом, выполнение пазов наклонными и наличие в пазах разделительного слоя в виде листового гнутого профиля только в совокупности .могу7,.достигнуть указанной цели. Пазы в предлагаемой заготовке можпо выполйить й.сквознБТ.ми, не на всю длину заготовки,.а оставляя небольшой законцовочный участок, удаляемый после прокатки. Такая фор ма пазов в некоторых случаях облегчает процесс их прорези, а на качество гганели не отражается. Используя предлагаемую .заготовку, можно получить известным способом лучевую панель с ребрами, расходяшимися под требуемым углом к оси панели. В этом случае прорезку наклонных пазов ведут под углом к продольной оси заготовки в горизонтальной плоскости панели. Используя заготовку со сквозными пазами, можно получить прокаткой панель с одной или двумя законцовками при условии ослабления сечения сердечников в местах их окончания. При.мер осуществления Для получения предлагаемой заготовки плакированную плиту (Ij из сплава Д16 прорезают в местах будуш.их элементов жесткости под углами, рассчитанны.ми по формуле tga --, где а - угол наклона паза заготовки в пределах 5-85°, h - высота элемента жесткости панели, в - вертикальная проекция j)nНИИ переходной зоны элемента жесткости,// - вытяжка при прокатке. По шаблону, изгибают лист (2) из сплава АМГ-6 до получения профиля (2), все элементы протравливают и профиль (2) вставляют в пазы плиты, затем накладывают лист (3) из сплава Д16 без плакировки. Готовую заготовку нагревают и прокатывают со степенью деформации не менее 50%. После прокатки закаливают, правят на правильных машинах, зате.м сердечники с привареннымик ним профилями вынимаются и, таки.м образом, получается готовая катаная панель. Данные заготовки были опробованы в условиях прокатного цеха и показали хорошие результаты. Были получены катаные панели с элементами жесткости различной конфигурации, с ребрами, с различного вида усилениями и т.п., с хорошим качество.м поверхности всех элементов панели и качественны.м переходом от полотна к элементу жесткости. Использование предложенной заготовки позволяет значительно упростить процесс сборки заготовки, который сводится к вложению профиля и наложению листа на плиту, повысить стабильность геометрии и качество соединения полотна и эле.мента жесткости, улучшить качество поверхности и снизить трудоемкость в 1,8-2,0 рзза. Кро.ме того, значительно облегчился про;цесс удаления сердечников, которые просто вынимаются вместе с приваренными к ним гнутыми разделительными профилями сразу после правки панели без предвариельной прорези перемычек. Предложенная заготовка позволяет значиельно расширить ассортимент катаных полуабрикатов и прежде всего открывает возможость получения панелей больших габаритов лучевыми ребрами, местными усилениями, оторые невозможно получить иным путем. Формула- изобретения Заготовка для получения прокаткой слоисых панелей с эле.ментами жесткости, состояшая из обрашенных друг к другу контактирующими поверхностями листа и плиты с пазами вдоль ее боковой кромки, внутри которых размешен разделительный слой, отличающаяся тем, что, с целью улучшения качества внутренней поверхности получаемого изделия, пазы расположены под углом от б° до 85 к контактируюшей поверхности плиты с наклоном, а разделительный слой выполнен в виде гнутого листового профиля из материала, несаариваюшегося с материалом листа и плиты. Источники информации, принятые во внимание при экспертизе:
1. Патент США № 3044160, кл. 417-29,
17.07.62.
2. Заявка № 2052176/27, 29.07.74, по которой принято решение о ыдаче авторского свидетельства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для получения слоистых панелей с элементами жесткости | 1977 |
|
SU733947A1 |
| Способ получения оребренных слоистых панелей | 1974 |
|
SU506485A1 |
| Слоистая панель | 1976 |
|
SU603598A1 |
| Способ изготовления панелей с каналами | 1976 |
|
SU573311A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Способ изготовления цельнометаллических панелей | 1976 |
|
SU650701A1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Состав противосварочной пасты | 1978 |
|
SU674852A1 |
| Способ определения вязкости разрушения материала в условиях плоской деформации | 1976 |
|
SU575544A1 |
| Блок-контейнер | 1987 |
|
SU1564296A1 |
/
/Риг. г
