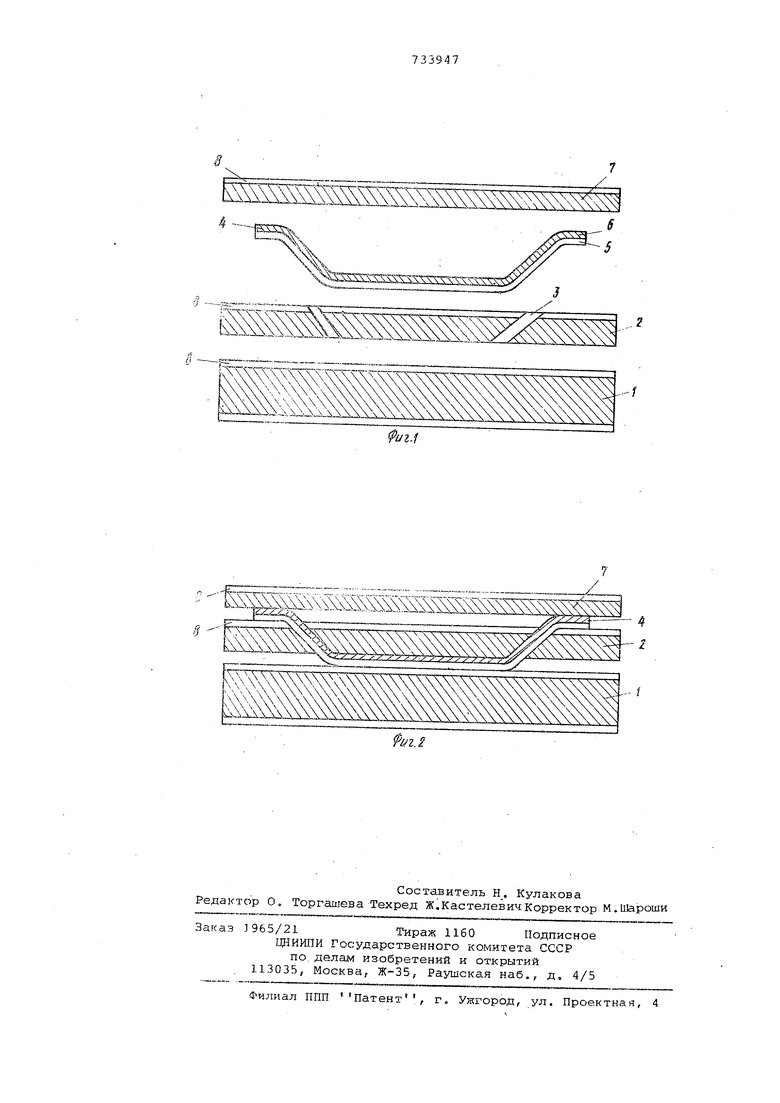
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении прокатной слоистых листов и панелей с элементами жесткости различной конфигурации. Известна заготовка, состоящая из плиты с прорезанными вертикальными пазами со стороны свариваемых поверх ностей на глуб1 1У 0,9 от толщины плиты, противосварочного заполнител в виде стеклоткани (асбеста и т.п.) и листа, причем на несоединяемые поверхности нанесена противосварочная паста 1 . Однако во время прокатки сущест5вующей заготовки противосварочная паста проникает между свариваемыми поверхностями и ухудшает качество соединения. Сама операция нанесения пасты является трудоемкой ручной операцией. Существующая заготовка не гарантирует высокого качества поверх ности элемента жесткости. Известна также заготовка, содержа щая плиту с продольными наклонными пазами под углом 5-85 к поверхности плиты, в которых размещен изогнутый листовой профиль из материала. несваривающегося с материалом листа и плиты 2. Эта заготовка не позволяет получить панели с повышенным качеством из.-за низкой коррозионной стойкости. Кроме того, при прокатке этой заготовки наблюдается смещение составляющих пакета в поперечном направлении, наползание неподлежащих, свариванию составляющих пакета на приваривающийся элемент жесткости и значительное ухудшение качества последнего. Целью изобретения является повышение качества панелей, улучшение их коррозио.нной стойкости, повышения прочности соединения листа и элемента жесткости. Цель достигается тем, что изогнугьгй листовой профиль выполнен двухслойным, причем слой, обращенный к плите, изготовлен из коррозионностойкосо материала, свариваемого с материалом плиты, а другой слой - из материала, несвариваемого с материалом цлиты. Кроме тогоузаготовка снабжена дополнительным листом с односторонней плакировкой, расположенным на плите со стороны, противоположной размещению основного листа. На фиг. 1 изображены отдельные детали заготовки; на фиг. 2 - заготовка в сборе. Предлагаемая заготовка выполнен из листа.1, плиты 2 с наклонными пазами 3/ в которые уложен изогнуты листовой профиль 4, состоявший из слоя 5 из коррозионностойкого материала, свариваемого с материалом пл ты 2, и слоя 6 из материала несвариваемого с материалом плиты 2. Со. стороны плиты 2 заготовка снабжена дополнительным листом 7 с односторонней плакировкой 8. Используя пре лагаемую заготовку, можно получить панель с элементами жесткости с дву сторонней мягкой плакировкой при условии удаления травлением после прокатки наружного слоя, т.е. материала, несвариваемого с материалом плиты, Ияменяя толщины и габариты листа и плиты можно получать листы и панели с элементами жесткости ши рокого ассортимента по толщине, ширине, длине и конфигурации элементов жесткости, . П р и м ер, ДЗля получения пред лагаемой заготовки в плите из спла ва Д16 с односторонней плакировкой из АД-1 прорезаны пазы в местах элементов жесткости под углом 30 , По шаблону изгибают двухслойный лист из сплавов АНг-б и А,Ц1 до получения профиля. Все элементы, кроме двухслойного профиля, протравливают и профиль вставляют в пазы плиты. Згггем на лист накладывают плиту с профз-ьпем, прижимают концы профиля к плите и накладывают на Плиту дополнительный лист из сплава Д16 плакировкой вверх. Готовую заготовку нагревают и прокатывают со степенью деформации не менее 50%. После прокатки закаливают, травят, затем причищают панель на ножницах. После причистки вручную удаляется сердечник. Были получены катанные панели с элементами жесткости с двухсторон ней плакировкой с хорошим качеством поверхности-всех элементов панели и качественным переходом от полотна к элементу жесткости. При прокатке данной заготовки не наблюдалось ни сме11 ения срстарл51ющих пакета в попе ноМ( направлении, ни-наползания непо леж,|ш1Их свариванию составляющих пак та на приварившийся элемент жесткос ,ти. При необходимости иметь на пакете двухстороннюю мягкую плакировку верхний слой твердой плакировки небольшой толщины стравливают. Использование предлагаемой заготовки обеспечивает значительное повышение качества панелей, а наличие дополнительного листа не позволяет при прокаТке смещаться компонентам пакета и наползать последним на элементы жесткости. Повышение-прочности соединения достигается за счет закрытия всех элементов панели двухсторонней плакировкой, особенно за счет закрытия места перехода, в котором без плаки-ровки происходит концентрация напряжений. Наличие плакировки из коррозионностойкого материала значитель-, но повЕлшает срок службы и з дели я „ Предлагаемая заготовка позволяет; расширить ассортимент катанных полуфабрикатов и открывает возможность получения листов и панелей больших габаритов с местными усилениями и плакировкой, которые невозможно получить иным путем. Формула изобретения -1, Заготовка для получения слоистых панелей с элементами жесткости, преимущественно прокаткой, содержащая плиту с продольными наклонными пазами, в которых размещен изогнутый листовой профиль, и наложенный на плиту лист, отличающаяс я тем., что, с целью поврагиения качества панелей, изогнутый листовой профиль выполнен двухслойны, гфичем слой, обращенный к плите, изготовлен из коррозионностойкого материала, свариваемох-о с материалом плиты, а другой слой - из материала, несвариваемого с материалом плиты. 2. Заготовка по п. 1, отли чающаяся тем, что она снабжена дополнительным листом с односторонней плакировкой, расположенным на плите со стороны, противоположной размещению основного листа. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 506485, кл. В 23-Р 3/02, 29.07.74, 2,Авторское свидетельство СССР по заявке № 2341696 кл. В 23 Р 3/02, 1976, (прототип).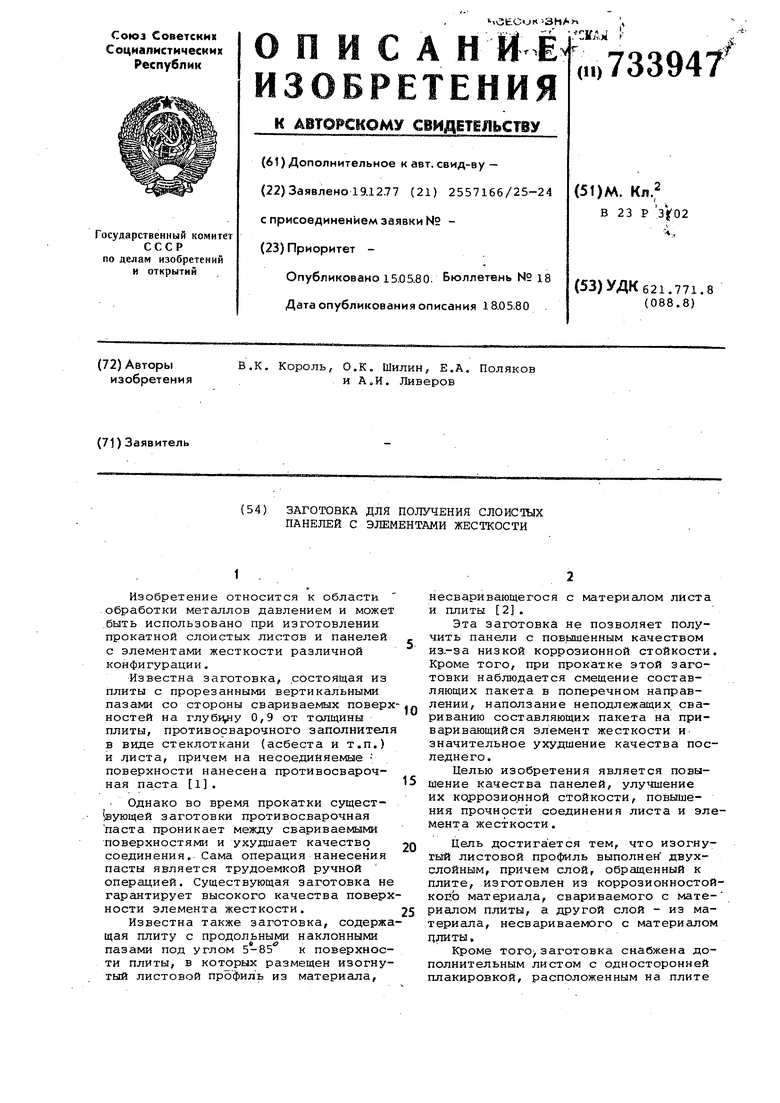
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для получения прокаткой слоистых панелей с элементами жесткости | 1976 |
|
SU596407A1 |
| Способ получения оребренных слоистых панелей | 1974 |
|
SU506485A1 |
| ПЛАКИРОВАННЫЕ ЛИСТЫ ДЛЯ ТЕПЛООБМЕННИКОВ | 2015 |
|
RU2672652C1 |
| Способ изготовления многослойных панелей диффузионной сваркой | 1980 |
|
SU1165546A1 |
| КОМПОЗИЦИОННАЯ АЛЮМИНИЕВАЯ ПАНЕЛЬ | 1999 |
|
RU2237578C2 |
| СЛОИСТАЯ ПРОСЛОЙКА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 2003 |
|
RU2232076C1 |
| Способ изготовления панелей с каналами | 1976 |
|
SU573311A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ, В СОСТАВ КОТОРЫХ ВХОДИТ АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2268124C1 |