Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении оболочек путем свободной формовки из листовых заготовок из титанового сплава в условиях сверхпластичности, широко используемых в технике в качестве таких изделий, как, например, сосуды давления топливных систем космических аппаратов, баллоны для транспортировки сжиженных газов, буи радиоантенн, поплавки для уровнемеров. Соответственно к качеству оболочек и уровню их эксплутационных характеристик предъявляются высокие требования.
Известен способ изготовления оболочки из листовых заготовок из титанового сплава путем сверхпластической формовки [1], включающий сборку заготовок в пакет, соединение заготовок в пакете по периметру с образованием фланца и их формоизменение давлением рабочей среды, создаваемым в полости пакета.
Данный способ, являясь результатом "пионерской" работы, отражает принципиальную возможность изготовления оболочки путем свободной формовки.
Особенностью процесса свободной формовки является перемещение экваториального участка формуемой оболочки в ходе процесса к центру с возможностью обеспечения минимальной степени разнотолщинности.
Однако при реализации способа возникает ряд проблем, связанных с анизотропией напряжений течения в заготовке, которая является следствием анизотропии деформационного характера, возникающей при промышленной прокатке. Анизотропия напряжений течения приводит к неравномерной деформации различных участков формуемой оболочки и, как следствие, несмотря на благоприятную схему деформирования - к разнотолщинности оболочки. Анизотропия напряжений течения также приводит к различным отклонениям от заданной геометрии оболочки. Так, в области фланцев наблюдается образование фестонов. Возникает отклонение экваториального сечения оболочки от окружности, которое выражается в разнице между "диаметрами" по экватору, приводящее к нарушению сферической формы оболочки. Наблюдается смещение точек сварного шва из экваториальной плоскости. Причем смещение даже одной точки сварного шва приводит к локализации утонения на соответствующей дуге меридиана и в итоге к появлению на оболочке местного выпучивания. Местное выпучивание является трудно прогнозируемым дефектом и требует для своего исправления трудоемких калибровочных операций. Выпучивание в зависимости от степени утонения может привести к необратимому браку.
Кроме того, анизотропия деформационного характера, присущая промышленному прокату, наследуется готовой оболочкой, что является основным препятствием на пути получения равнопрочной во всех сечениях оболочки.
Существуют различные способы изготовления оболочки, приемы которых направлены на устранение упомянутых выше недостатков.
Известен способ изготовления оболочки из листовых заготовок из титанового сплава путем сверхпластической формовки [2], включающий сборку заготовок в пакет, соединение заготовок в пакете по периметру, в частности, электронно-лучевой сваркой с образованием фланца и их формоизменение давлением рабочей среды, создаваемым в полости пакета. При этом перед сваркой в заготовках определяют направление прокатки и располагают заготовки одну относительно другой так, чтобы эти направления не совпадали. Сварной полуфабрикат прижимают по фланцу между двумя матрицами, не исключая при этом его перемещения при формовке. Благодаря предложенному приему неравномерная деформация зон фланца (фестонообразование) практически отсутствует, поскольку тенденции к большей деформации зоны фланца в одной заготовке противодействует противоположная тенденция близлежащих приваренных зон другой заготовки. Однако несовпадение направлений прокатки может способствовать локализации утонения на одном из участков купола и образованию, как было отмечено выше, в той или иной степени местного выпучивания. Кроме того, наличие жесткого сварного шва и отсутствие свободного его перемещения при формовке приводят к усилению степени разнотолщинности в оболочке.
Известен способ изготовления оболочки из листовых заготовок из титанового сплава путем сверхпластической формовки [3], включающий сборку заготовок в пакет, соединение заготовок в пакете по периметру с образованием фланца и их формоизменение давлением рабочей среды, создаваемым в полости пакета. При этом перед сваркой в заготовках определяют направления прокатки и располагают заготовки одну относительно другой так, чтобы эти направления совпадали. Совпадение направлений прокатки обеспечивает равенство напряжений течения, действующих вдоль каждого меридиана в обеих половинах пакета, и, как следствие, приводит к одинаковой длине меридиональных отрезков от фланца до полюса. Таким образом, в процессе формовки каждая точка сварного шва сохранит свое расположение в экваториальной плоскости, а различные участки куполов формуемой оболочки будут деформироваться равномерно без локального утонения, чему также способствует соединение заготовок в пакете по периметру контактной шовной сваркой.
Еще более равномерной деформации оболочки способствует соединение заготовок в пакете по периметру сваркой давлением в условиях сверхпластичности [4]. Сварка давлением в условиях сверхпластичности позволяет обеспечить однородную структуру материала и устранить влияние литой структуры сварного шва на процесс формовки.
Недостатком способа [3] является то, что в оболочке сохраняется вероятность образования фестонов и наблюдается отклонение от сферической формы из-за указанной выше анизотропии напряжений течения.
Таким образом, анализ способов изготовления оболочки из листовых заготовок из титанового сплава путем свободной формовки, следующих за "пионерским" способом [1], показывает, что в них предусмотрены приемы, позволяющие учитывать анизотропию свойств листового проката, приводящие к устранению тех или иных недостатков оболочки. Это касается устранения образования фестонов, смещения точек сварного шва из экваториальной плоскости, местного выпучивания, отклонения формы оболочки от сферической формы.
Однако ни один из известных способов не предусматривает устранения перечисленных недостатков в совокупности. Кроме того, ни один из известных способов не позволяет получить равнопрочную во всех сечениях оболочку.
С учетом степени решения задачи повышения качества оболочки за прототип предлагаемого решения выбран способ изготовления оболочки из титанового сплава путем сверхпластической формовки [3].
Задачей предлагаемого изобретения является создание способа изготовления оболочки, позволяющего уменьшить влияние анизотропии листового проката на качество оболочки.
Поставленная задача решается тем, что способ изготовления оболочки из титанового сплава путем сверхпластической формовки, включающий сборку заготовок в пакет с учетом направления прокатки в них, соединение заготовок в пакете по периметру и их формоизменение давлением рабочей среды, создаваемым в полости пакета, отличается от известного тем, что каждая половина пакета состоит из нескольких заготовок, по крайней мере, две из которых расположены одна относительно другой с образованием угла между направлениями прокатки в них, кроме того, способ предусматривает соединение заготовок в каждой половине пакета сваркой давлением.
Поставленная задача также решается в случаях, когда:
- в каждой половине пакета заготовки располагают одну относительно другой так, что угол α между направлениями прокатками в них составляет α=π/n, где n - количество заготовок в каждой половине пакета;
- каждая половина пакета содержит 5-7 заготовок;
- соединение заготовок в каждой половине пакета осуществляют сваркой давлением до соединения их в пакете по периметру;
- соединение заготовок в обеих половинах пакета осуществляют одновременно, для чего между половинами пакета располагают прокладку с нанесенным на нее с обеих сторон противосварочным покрытием, например, на основе нитрида бора, а после соединения заготовок прокладку удаляют;
- при сборке каждой половины пакета, заготовки чередуют так, что между заготовками, имеющими больший размер зерен, располагаются заготовки, имеющие меньший размер зерен, с учетом которого выбирают температуру сварки давлением;
- при соединении заготовок в пакете по периметру сваркой давлением заготовки в каждой половине пакета чередуют так, чтобы заготовка, имеющая меньший размер зерен, образовывала внутреннюю поверхность оболочки.
Сущность изобретения заключается в том, что готовая оболочка оказывается выполненной из многослойного композиционного материала, в котором уменьшена степень анизотропии напряжений течения, благодаря чему достигается равнопрочность в различных сечениях оболочки, которая служит гарантией ее надежности, что особенно важно для оболочек, применяемых в качестве сосудов давления.
В процессе формоизменения пакета, благодаря тому, что каждая его половина состоит из нескольких заготовок, по крайне мере, две из которых расположены одна относительно другой с образованием угла между направлениями прокатки в них, тенденции к большей деформации в одной заготовке противодействует тенденция к меньшей деформации в другой заготовке. Таким образом, снижается степень анизотропии напряжений течения в целом в каждой из половин пакета, что позволяет обеспечить более равномерную деформацию как зон фланца, так и зон купола формуемой оболочки.
Рекомендуется располагать заготовки в пакете одна относительно другой так, чтобы угол α между направлениями прокатки в них составлял π/n.
Даже при использовании двух заготовок, если расположить их одну относительно другой так, чтобы угол α между направлениями прокатки в них был равен 90°, заметна тенденция к улучшению качества готовой оболочки.
Чем большее количество заготовок будет использовано при сборке каждой половины пакета, тем величина положительного эффекта будет большей. Оптимальным вариантом является, когда каждая половина пакета содержит 5-7 заготовок.
При этом в отличие от [2, 3] направления прокатки в заготовках в одной половине пакета относительно другой половины пакета могут как совпадать, так и не совпадать.
Соединение сваркой давлением заготовок в каждой половине пакета можно осуществлять до соединения их по периметру или в процессе формовки. В последнем случае размер зерен в заготовке, которая образует внешнюю поверхность оболочки, и/или толщину этой заготовки выбирают большими, чем в других заготовках из условия, чтобы ее деформация в процессе формовки происходила с меньшей скоростью. Эта заготовка будет сдерживать деформацию остальных заготовок, тем самым, обеспечивая их соединение. Положительным моментом при этом будет то, что сварка давлением будет происходить в условиях возникновения ювенильных поверхностей за счет увеличения при формовке площади соединяемых поверхностей в два раза. Но промышленная прокатка в листах такой размер зерен не обеспечивает, поэтому необходимо проведение отжига листовой заготовки. Подбор только толщины может не дать эффективного результата.
Целесообразнее соединение сваркой давлением заготовок в каждой половине пакета осуществлять до соединения их по периметру. При этом в процессе формовки за счет дополнительной деформации будет происходить "залечивание" пор, и качество соединения улучшится.
Рекомендуется для повышения качества соединения между заготовками, имеющими больший размер зерен, проложить заготовки, имеющие меньший размер зерен. Причем предпочтительно использовать заготовки с нано- или субмикронным размером зерен [5], который в перспективе может быть получен в промышленном прокате.
Заготовки с нано- и субмикрокристаллической структурами обладают уникальным сочетанием физических, механических свойств и высокой технологической пластичностью, кроме того, в них проявляется эффект низкотемпературной сверхпластичности, что позволяет соединить заготовки сваркой давлением в интервале температур 600-700°С.
В настоящее время промышленный прокат имеет минимальный размер зерен в листах и фольге около 1 мкм [6]. Такой размер зерен в заготовках, используемых в качестве прокладок, позволяет снизить температуру сварки давлением до 800°С.
Кроме того, известно [7], что уменьшение размера зерен увеличивает суммарную протяженность их границ, что повышает вклад зернограничного проскальзывания в деформацию и способствует интенсификации зернограничной диффузии в приконтактной области при сварке давлением.
Возможно сварку давлением заготовок осуществлять одновременно в обеих половинах пакета. Для этого между половинами пакета располагают прокладку с нанесенным на нее с обеих сторон противосварочным покрытием, например, на основе нитрида бора. После соединения заготовок прокладку удаляют. Данный прием позволяет сократить время техпроцесса.
Как уже отмечалось [4], использование сварки давлением в условиях сверхпластичности для соединения заготовок в пакете по периметру позволяет получить сварной шов со структурой и свойствами, близкими к структуре и свойствам основного материала, что обеспечивает более однородную деформацию всей оболочки. При использовании этого приема рекомендуется в каждой половине пакета заготовку, которая образует внутреннюю поверхность оболочки, брать с размером зерен меньшим, чем в других заготовках, с целью повышения качества соединения по периметру пакета.
Таким образом, известный прием приобретает новизну, поскольку обеспечивается участие в формировании сварного шва по периметру пакета заготовок с более мелким размером зерен.
В целом изобретение характеризуется новизной, существенными отличиями и промышленной применимостью, подтверждаемыми ниже приведенными примерами.
Изобретение поясняется чертежами, где
Фиг.1 Схема, поясняющая операцию изготовления половины пакета из двух заготовок со штуцером;
Фиг.2 Вид половины пакета из двух заготовок со штуцером (фото);
Фиг.3 Вид половины пакета из пяти заготовок со штуцером (фото);
Фиг.4 Вид готовой оболочки в разрезе (фото);
Фиг.5 Вид сварного полуфабриката и готовой оболочки (фото);
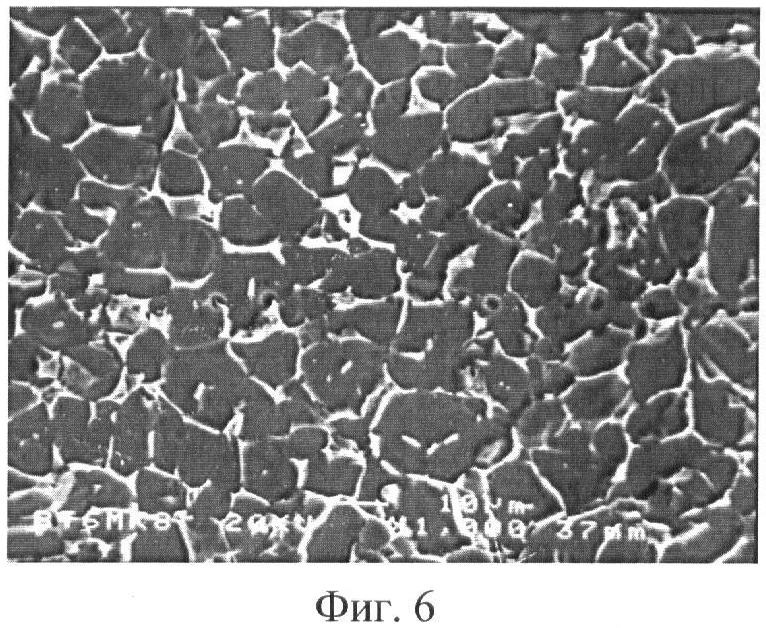
Фиг.6 Микроструктура зоны соединения заготовок в половине пакета (фото);
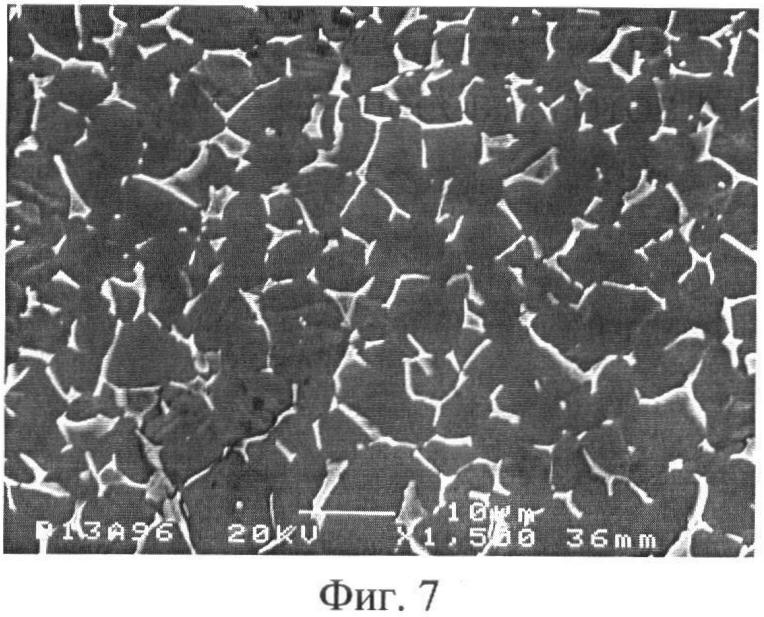
Фиг.7 Микроструктура зоны соединения заготовок в оболочке (фото).
Примеры конкретного выполнения.
Приведенные ниже примеры не исчерпывают всех возможностей способа в части используемых титановых сплавов, а также в части количества используемых заготовок и видов листового проката. Что касается видов проката, то в качестве заготовок наиболее часто используются листы. Между листами в соответствии с приемами способа может быть проложена фольга.
На фиг.1 показана схема, поясняющая операцию изготовления половины пакета из двух заготовок со штуцером. Поз.1, 2 показаны листовые заготовки, поз.3 - приваренный к половине пакета штуцер для подачи рабочей среды во внутреннюю полость пакета. Штуцер имеет резьбу для соединения с трубопроводом.
Изготавливали изделие «Сферический топливный бак» из титанового сплава ВТ6 (Ti-6A1-4V). Заданные диаметр и толщина бака 180 мм и 3 мм соответственно.
Предварительно в заготовках путем проведения механических испытаний образцов на растяжение при температуре 900°С определяли значения напряжений течения вдоль и поперек направления прокатки.
Разница этих значений для листов толщиной 1 мм составляла 5,5 МПа (вдоль направления прокатки - 24,8 МПа, поперек направления прокатки - 19,3 МПа при ε=25%), для листов толщиной 2,5 мм - 5,2 МПа (вдоль направления прокатки - 24,4 МПа, поперек направления прокатки - 19,2 МПа при ε=25%).
Пример 1
Из листа толщиной 2,5 мм со средним размером зерен 3 мкм вырезали четыре заготовки диаметром 200 мм. Заготовки собирали в пакет, состоящий из двух половин по две заготовки в каждой. Укладку заготовок производили так, чтобы угол между направлениями прокатки в них был равен 90°. Между половинами пакета помещали стальную прокладку с нанесенным на нее с обеих сторон противосварочным покрытием на основе нитрида бора. Пакет укладывали в фигурную полость штампа для сварки, предварительно под ним поместив штуцер с фланцем, а над ним - гибкую мембрану. Штамп устанавливали в вакуумную камеру электрической печи. В гибкую мембрану подавали газ (аргон) и осуществляли сварку давлением. Режим сварки давлением выбирали с учетом размера зерен в заготовках: температура 900°С, давление 2 МПа, время 1 ч. После сварки стальную прокладку удаляли. В половине пакета с приваренным к ней штуцером выполняли центральное отверстие диаметром 2 мм. Операция изготовления половины пакета из двух заготовок со штуцером поясняется схемой (фиг.1) и фото (фиг.2). Далее половины пакета соединяли по периметру сваркой давлением с помощью кольцевого пуансона шириной 5 мм при тех же режимах. После сварки по периметру полученный полуфабрикат обтачивали по боковой поверхности радиусом 5 мм. Затем полуфабрикат за штуцер прикрепляли к перекладине, установленной в печи. Штуцер соединяли с трубопроводом подачи газа. Полуфабрикат нагревали до 900°С и деформировали, подавая в его внутреннюю полость газ под давлением.
Максимальное давление газа 1,2 МПа. Скорость деформации поддерживали в интервале 10-3-10-4 c-1. Оболочка отформовалась без образования фестонов. В оболочке наблюдалось некоторое отклонение от сферической формы, которое выражалось в виде разницы ~0,6 мм между "диаметрами" по экватору. Для сравнения в оболочке, изготовленной по способу [3], эта разница составила ~3 мм.
Пример 2
Изделие «Сферический топливный бак» изготавливали так же, как в примере 1. Отличие от примера 1 состояло в том, что каждую из половин пакета собирали из пяти заготовок, вырезанных из листа толщиной 1 мм со средним размером зерен 3 мкм. Укладку заготовок производили так, чтобы угол между направлениями прокатки в них был равен 36°. Операция изготовления половины пакета из пяти заготовок со штуцером поясняется фото (фиг.3). Оболочка так же, как в примере 1, отформовалась без образования фестонов и имела сферическую форму (фиг.4).
Пример 3
Изделие «Сферический топливный бак» изготавливали так же, как в примере 1. Отличие от примера 1 состояло в том, что каждую из половин пакета собирали из пяти заготовок, вырезанных из листа толщиной 1 мм, при этом три заготовки имели средний размер зерен 1 мкм, две заготовки - 3 мкм. Заготовки собирали, чередуя так, что заготовка, которая образует внутреннюю поверхность оболочки, имела меньший размер зерен. Исходя из наименьшего размера зерен в заготовках выбирали режим сварки давлением при их соединении: температура 800°С, давление 3 МПа, время 1,5 ч. Соединение заготовок в пакете по периметру осуществляли при тех же режимах. Температура формовки составляла 900°С, максимальное давление газа - 2 МПа. Поскольку средний размер зерен в заготовках был меньше, чем в примере 1, скорость деформации поддерживали в интервале 10-2-10-3 с-1. Оболочка также отформовалась без образования фестонов и имела сферическую форму.
Фотография изготовленного изделия «Сферический топливный бак» диаметром 180 мм и сварного полуфабриката приведена на фиг.5.
При осуществлении примера 2 из половины пакета после сварки давлением заготовок и из готового изделия вырезали образцы для исследований.
Микроструктурный анализ образцов, вырезанных из половины пакета, показал наличие единичных пор сферической формы в зоне соединения заготовок (фиг.6). В образцах, вырезанных из готовой оболочки, в зоне соединения заготовок пор обнаружено не было (фиг.7). Это свидетельствует о том, что в процессе формовки за счет дополнительной деформации произошло "залечивание" пор.
Для проведения механических испытаний использовали стандартные пропорциональные плоские образцы на растяжение. Заготовки под образцы вырезали из оболочки вдоль и поперек меридионального направления (МН). Затем заготовки выпрямляли в плоские пластины при 800°С в изотермических условиях на плоских бойках, подвергали отжигу при 800°С в течение 30 мин, охлаждали на воздухе. Результаты механических испытаний приведены в табл.
Результаты испытаний свидетельствуют об изотропии механических свойств в готовой оболочке.
Источники информации
1. Патент Великобритании №1378421, кл. B21D 26/02, 1974 г.
2. Авторское свидетельство СССР №889209, кл. B21D 26/02, 1981 г.
3. Патент РФ №2019340, кл. B21D 26/02, 1994 г.
4. Р.Я.Лутфуллин, А.А.Круглов, М.Х.Мухаметрахимов, О.Р.Валиахметов. Сварка давлением при изготовлении сферических сосудов из титановых сплавов в состоянии сверхпластичности. - Сварочное производство, 2004, №3, с.17-23.
5. Р.Я.Лутфуллин, М.Х.Мухаметрахимов. Влияние исходной структуры на механические свойства соединенных в сверхпластичном состоянии образцов титанового сплава ВТ6. - Металловедение и термическая обработка металлов, 2006, №2(608), с.11-13.
6. L.V.Levin, A.N.Kozlov, V.V.Tetyukhin, A.V.Zaitsev, A.V.Berestov - Ti - 2003 Science and Technology, Proceedings of the 10 th World Conference on Titanium Held at the CCH-Congress Center Hamburg, Germany, 13-18 July 2003, vol.1.
7. O.A.Кайбышев, Р.З.Валиев. Границы зерен и свойства металлов. - М.: Металлургия, 1987, 212 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2019340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 1992 |
|
RU2047409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ С УЧАСТКАМИ, ИМЕЮЩИМИ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ ПАНЕЛЬНОЙ СТРУКТУРЫ РАЗЛИЧНЫЙ УРОВЕНЬ НАГРУЖЕНИЯ | 2009 |
|
RU2410187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЬНОЙ СТРУКТУРЫ | 2000 |
|
RU2200640C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНСТРУКЦИИ | 2004 |
|
RU2268102C1 |
| ЛИЦЕВАЯ ПЛАСТИНА ГОЛОВКИ КЛЮШКИ ДЛЯ ИГРЫ В ГОЛЬФ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2233683C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |

Изобретение может быть использовано при изготовлении оболочек из листовых заготовок из титанового сплава сверхпластической формовкой. Осуществляют сборку листовых заготовок в пакет с учетом направления прокатки в них. Каждую половину пакета собирают из, по меньшей мере, двух листовых заготовок, которые располагают одну относительно другой с образованием угла между направлениями прокатки в них. Осуществляют соединение заготовок в каждой половине пакета по периметру сваркой давлением. Проводят формоизменение полученной заготовки давлением рабочей среды, создаваемым в полости пакета, образованной его половинами. В частном случае реализации способа при сборке каждой половины пакета между заготовками, имеющими больший размер зерен, располагают заготовки, имеющие меньший размер зерен, при этом выбирают температуру сварки с учетом заготовок с меньшим размером зерен. Заготовку, имеющую меньший размер зерен, предпочтительно, располагают для образования внутренней поверхности оболочки. Соединение заготовок в обеих половинах пакета могут осуществлять одновременно, для чего между половинами пакета располагают прокладку с нанесенным на нее с обеих сторон противосварочным покрытием, например, на основе нитрида бора, а после соединения заготовок прокладку удаляют. Технический результат заключается в уменьшении влияния анизотропии листового проката на качество оболочки. 6 з.п. ф-лы, 7 ил., 1 табл.
1. Способ изготовления оболочки из титанового сплава путем сверхпластической формовки, включающий сборку листовых заготовок в пакет с учетом направления прокатки в них, соединение заготовок в пакете сваркой по периметру и их формоизменение давлением рабочей среды, создаваемым в полости пакета, образованной его половинами, отличающийся тем, что каждую половину пакета собирают из, по меньшей мере, двух листовых заготовок, которые располагают одну относительно другой с образованием угла между направлениями прокатки в них, и соединяют листовые заготовки в каждой половине пакета сваркой давлением.
2. Способ по п.1, отличающийся тем, что угол α между направлениями прокатки в листовых заготовках каждой половины пакета составляет α=π/n, где n - количество заготовок в каждой половине пакета.
3. Способ по п.1, отличающийся тем, что каждую половину пакета собирают из 5-7 заготовок.
4. Способ по п.1, отличающийся тем, что соединение заготовок в каждой половине пакета осуществляют до соединения их в пакете по периметру.
5. Способ по п.4, отличающийся тем, что соединение заготовок в обеих половинах пакета осуществляют одновременно, для чего между половинами пакета располагают прокладку с нанесенным на нее с обеих сторон противосварочным покрытием, например, на основе нитрида бора, а после соединения заготовок прокладку удаляют.
6. Способ по п.4, отличающийся тем, что при сборке каждой половины пакета между заготовками, имеющими больший размер зерен, располагают заготовки, имеющие меньший размер зерен, при этом выбирают температуру сварки с учетом заготовок с меньшим размером зерен.
7. Способ по п.6, отличающийся тем, что заготовку, имеющую меньший размер зерен, располагают для образования внутренней поверхности оболочки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2019340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНСТРУКЦИИ | 2004 |
|
RU2268102C1 |
| Способ изготовления оболочек из листовых заготовок | 1980 |
|
SU889209A1 |
| GB 1378421 A1, 27.12.1974 | |||
| US 5896658 A, 27.04.1999. | |||

