1
Изобретение относится к производству асбестоцементных изделий.
Известно устройство для регулирования работы асбестоцементной формовочной машины, содержашее контур стабилизации скорости листоформовочной машины и контур стабилизации толшины асбестоцементной пленки 1.
Недостаток этого устройства - отсутствие информации о допустимой скорости формования.
Известно и другое устройство для регулирования работы асбестоцемеитной формовочной машины, содержащее измеритель толшины, который через регулятор подключен к исполнительному механизму регулирующего органа подачи массы, регулируемый электропривод и систему вакуумирования 2.
Недостаток этого устройства - возможность возникновения структурных нарушений в асбестоцементном слое при прокатке, особенно при больших скоростях машины.
Цель изобретения - повышение качества изделий.
Эта цель достигается тем, что устройство для регулирования работы асбестоцементной формовочной машиной, содержащее измеритель толщины, который через регулятор подключен к исполнительному механизму регулирующего органа подачи массы, регулируемый электропривод и систему вакуумирования, сиабжено задатчиком и измерителем расхода фильтрата, элементом сравнения, пороговым элементом и регулятором вакуумирования, причем задатчик и измеритель расхода фильтрата подключены к соответствующим входам элемента сравнения, выход которого соединен со входом порогового элемента, один из выходов которого соединен с регулируемым электроприводом, а другой выход порогового элемента соедииен с регулятором вакуумирования.
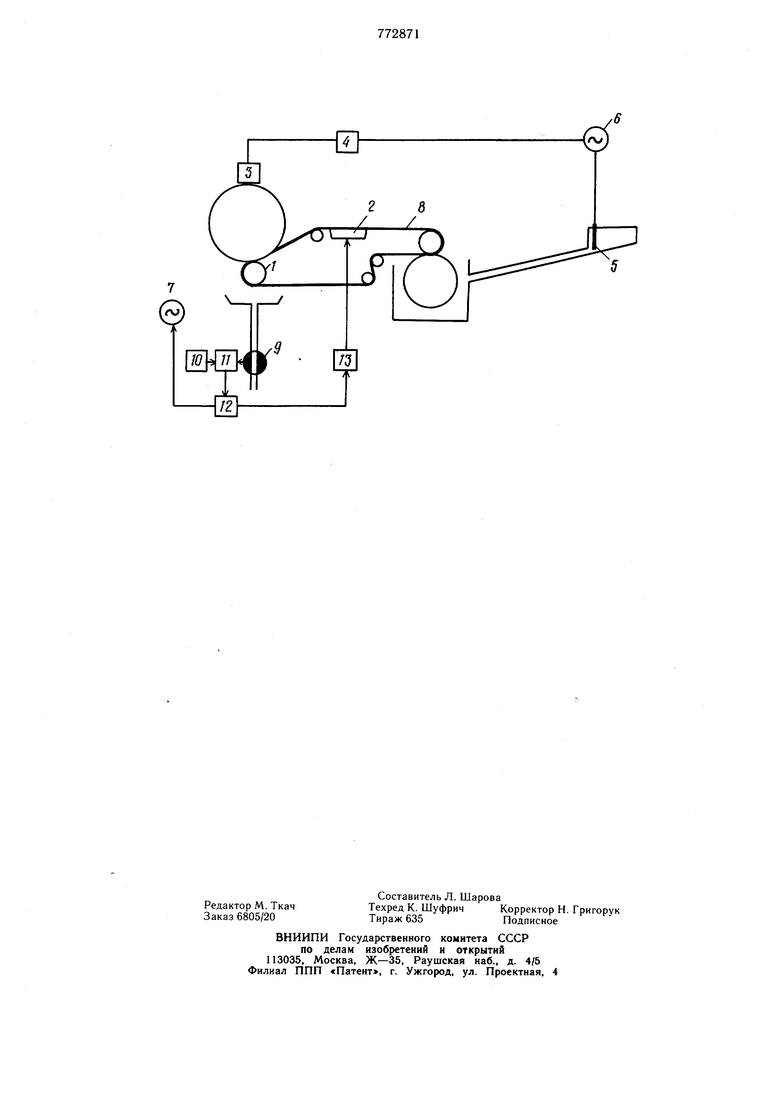
На чертеже изображено устройство для регулирования работы асбестоцементной формовочной машиной.
Оно состоит из прессовой части 1, системы 2 вакуумирования, контура стабилизации толщины пленки, включающего измеритель 3 толщины, регулятор 4 и регулирующий орган 5 с исполнительным механизмом 6, регулируемого привода 7, сукна 8, измерителя 9 и задатчика 10 расхода удаляемой при прессовании воды (фильтрата), элемента 11 сравнения, порогового элемента 12 и регулятора 13 вакуумирования.
Устройство работает следующим образом.
При работе формовочной машины асбестоцементная масса поступает в ванны через регулирующий орган 5 с исполнительным механизмом 6. Отфильтрованная асбестоцементная пленка, передаваемая на сукно 8, предварительно обезвоживается системой 2 вакуумирования, после чего поступает на прессовую часть машины, где происходит ее обезвоживание и уплотнение.
Одним из косвенных показателей прочности свежесформованных изделий является количество удаляемой при прессовании воды (фильтрата), которое связано со степенью сжатия обезвоживаемой асбестоцементной пленки, скоростью прокатки и с исходной влажностью сукна и слоя.
При стабильной толщине пленки, скорости сукна и давлении прессования изменение количества фильтрата свидетельствует о повышении исходной влажности материала.
Скорость сукна и давление прессования без вмешательства оператора остаются постоянными. Толщина пленки поддерживается на заданном уровне с помощью контура стабилизации, который работает таким образом, что при отклонении заданного значения измеритель 3 толщины выдает сигнал на регулятор 4, который воздействует на изменение расхода массы в ванны машины с помощью регулирующего органа 5 с исполнительным механизмом 6.
При увеличении, например, количества фильтрата на выходе элемента 11 сравнения появляется сигнал, пропорциональный разности сигналов от измерителя 9 количества фильтрата и задатчика 10.
С элемента 11 сравнения сигнал поступает на регулятор 13 вакуумирования, который своим воздействием увеличивает величину вакуума в системе 2 вакуумирования. Это влечет за собой уменьшение влажности
асбестоцементной пленки на сукне, что обеспечивает лучщее ее отжатие и приводит к увеличению прочности сформованного наката.
Если количество удаляемого при прессовании фильтрата достигнет критического значения, то срабатывает пороговый элемент 12 и выдает сигнал на регулируемый привод 7, который уменьшает скорость сукна и тем самым исключает опасность структурных нарушений в слое асбестоцемента. При этом пороговый элемент 12 прерывает сигнал на регулятор 13 вакуумирования, который прекращает увеличение вакуума в системе 2 вакуумирования.
Формула изобретения
Устройство для регулирования работы асбестоцементной формовочной машины, содержащее измеритель толщины, который через регулятор подключен к исполнительному механизму регулирующего органа подачи массы, регулируемый электропривод и систему вакуумирования, отличающееся тем, что, с целью повышения качества изделий, оно снабжено задатчиком и измерителем расхода фильтрата, элементом сравнения, пороговым элементом и регулятором вакуумирования, причем задатчик и измеритель расхода фильтрата подключены к соответствующим входам элемента сравнения, выход которого соединен со входом порогового элемента, один из выходов которого соединен с регулируемым электроприводом, а другой выход порогового элемента соединен с регулятором вакуумирования.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 391938, кл. Б 28 В 21/00, 1971.
2.Раксин А. И. и др. Автоматизированные системы управления технологическим комплексом производства листовых асбестоцементных изделий. Обзорная информация ВНИИЭСМ. 1976, с. 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления машиной для формования асбестоцементных изделий | 1981 |
|
SU1021620A1 |
| Устройство для регулирования асбестоцементной формовочной машины | 1980 |
|
SU937161A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство управления машиной для формирования асбестоцементных изделий | 1980 |
|
SU895665A1 |
| Способ обезвоживания пленки асбестоцементной формовочной машины | 1977 |
|
SU631487A1 |
| Устройство для связанного регулирования работы асбестоцементной формовочной машины | 1977 |
|
SU719879A2 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Способ управления формованием асбестоцементных труб | 1980 |
|
SU885021A1 |
| Способ стабилизации толщины асбестоцементного слоя сетчатого цилиндра асбестоцементной формовочной машины | 1978 |
|
SU727458A1 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |