в последнее время при формовке обуви вместо околачивания па анклепфмашияе частично применяют горячую обжимку при помощи утюгов с целью разглаживания складок. ,. В, предлагаемой машине такого рода, с целью одновременного разглаживания складок по всей поверхностп низа обуви, утюги расположены по замкнутому контуру и основания их снабжены скошенными гранями, которые взаимодействуют с эластично : опорой, выполненной в виде составной кольцевой л1еталлической прокладки, опирающе ;ся на эластичную подушку, например, пневматическую. Для перемепления утюгов применен гидравлический привод, огабженный распределительными меха ;измами и коробкой скоростей.
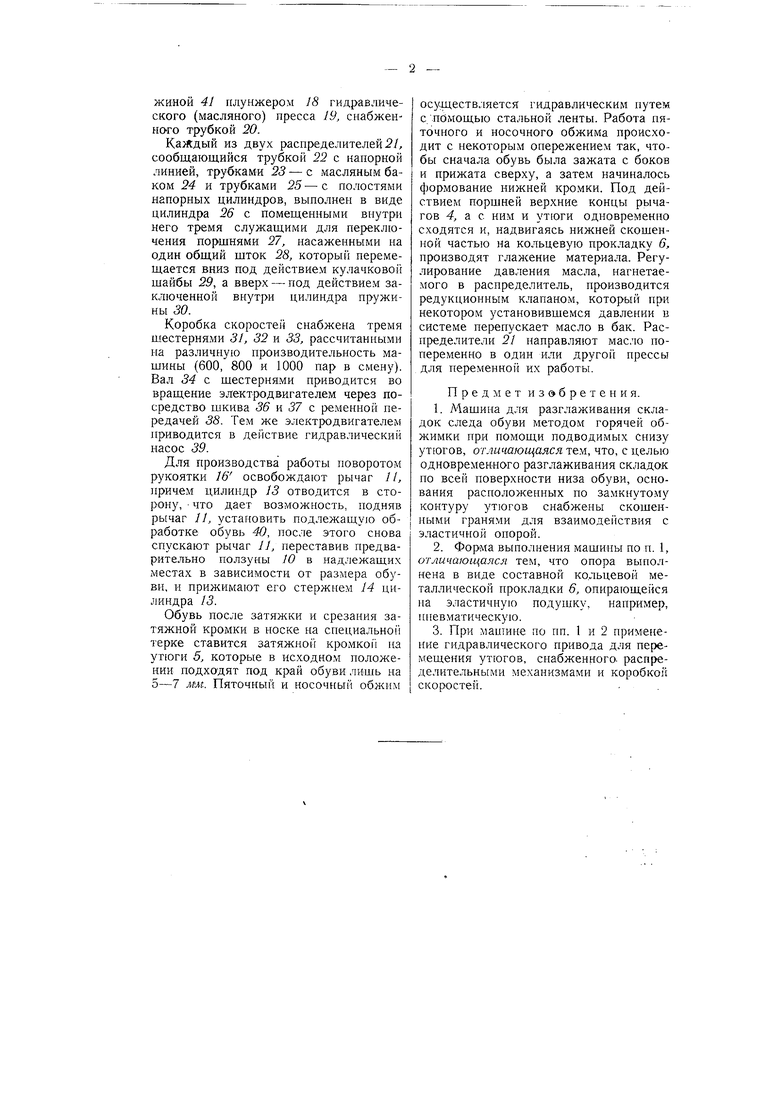
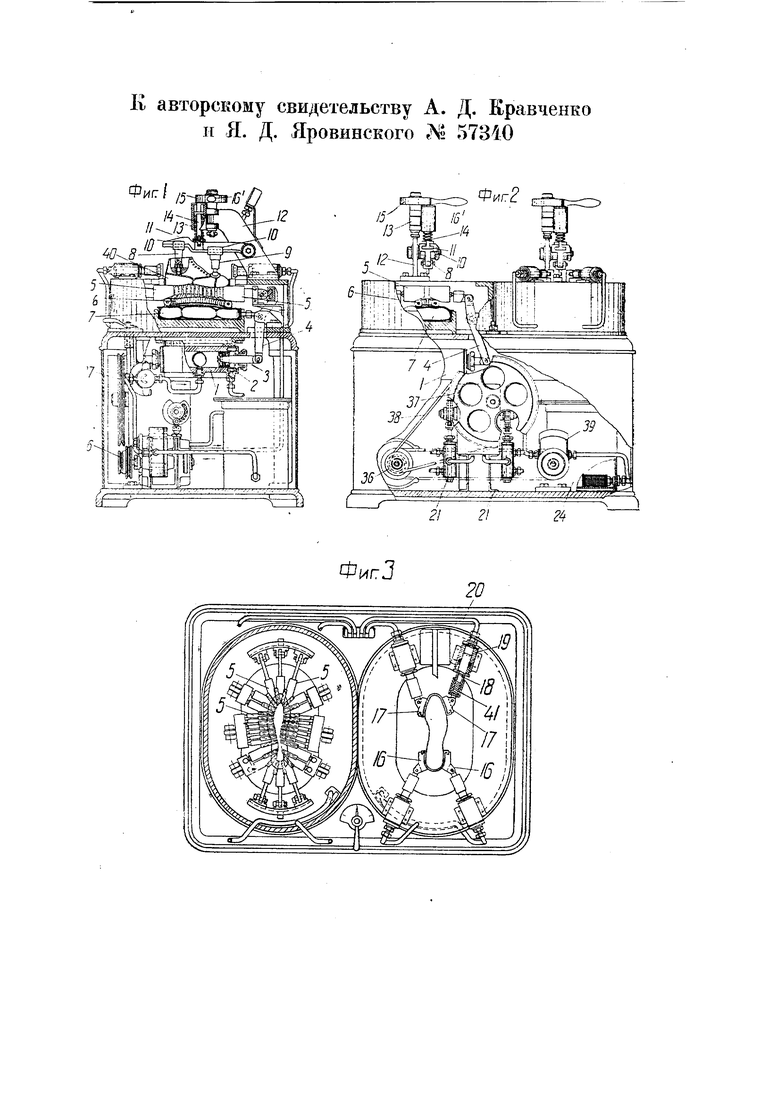
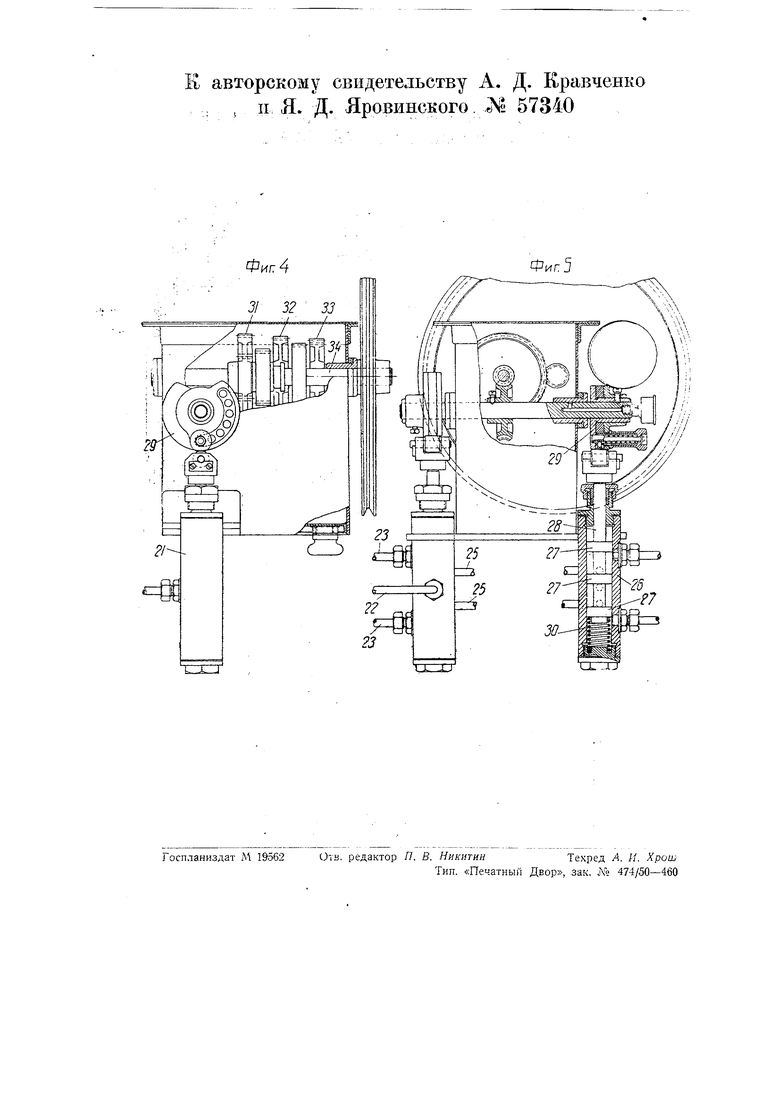
На чертеже фиг. 1 изображает вид машины сбоку с частичным разрезом; фиг. 2 - вид машины спереди с частичным разрезом; фиг. 3 - вид машины сверху с частичным разрезом; фиг. 4 - вид распределителя сбоку; фиг. 5 - вид распределителя спереди с частичным разрезом.
Основной частью машины для разглаживания складок следа обуви являются два пресса /, снабженные каждый восемью радиально расположенными
цилиндрами двойного де1 1ствия. В каждый цилиндр входит снабженньп двумя кожаными манжетами поршень 1, QJTOK 3 которого сопряжен с рычагом-. Верхний конец рычага связан с утюгами 5 в количестве от двух до шест) {всего для каждого пресса имеется двадцать шесть утюгов, связанных с восемью рычагами). Концы утюгов лежат на эластичной кольцевой металлической прокладке 6, опираюш,ейся на эластичную подушку 7 с постоянным в ней объемом воздуха. Для нагревания утюгов служат заключенные в них пластинчатые электронагреватели.
Для прижима обуви сверху служат два упора: пяточный 8 и носочный-9, укрепленные (с .возможностью их перемещения на ползунах .О в завис)мости от размера обуви) на рычаге //, конец которого шарнирно закреплен на кронштейне 12. На рычаг // нажимает заключенный в цилиндре 13 подпружиненный стержень 14, на который сверху надавливает поворотный диск J5 с рукоятками 16. ,
Для удержания обуви от перемещения в горизонтальном направлении служат два пяточных обжима 16 и два носочных обжима 17. Каждый из этих обжимов связан с нагруженным пружиной 41 плунжером 18 гидравлического (масляного) пресса 19, снабженнаго трубкой 20.
Каждый из двух распределителей 2/, сообщающийся трубкой 22 с напорной линией, трубками 23 - с масляным баком 24 и трубкам 25-с полостями напорных цилиндров, выполнен в виде цилиндра 26 с помещенными внутри него тремя служащими для переключения порщнями 27, насаженными на один общий щток 28, который перемещается вниз под действием кулачковой шайбы 29, а вверх - под действием заключенной внутри цилиндра пружины 30.
Коробка скоростей снабжена тремя шестернями 31, 32 и 33, рассчитанными на различную производительность машины (600, 800 и 1000 пар в смену). Вал 34 с шестернями приводится во вращение электродвигателем через посредство шкива 36 н 37 с ременной передачей 38. Тем же электродвигателем приводится в действие гидравлический насос 39.
Для производства работы поворотом рукоятки 16 освобождают рычаг //, причем цилиндр 13 отводится в сторону, что дает возможность, подняв рычаг и, установить подлежащую обработке обувь 40, после этого снова спускают рычаг JJ, переставив предварительно ползуны 10 в надлежащих местах в зависимости от размера обуви, и прижимают его стержнем 14 цилиндра 13.
Обувь после затяжки и срезания затяжной кромки в носке на специальное терке ставится затяжной кромкой па утюги б, которые в исходном положении подходят под край обуви лишь на о-7 лш. Пяточный и носочный обжим
осуществляется гидравлическим путем с помощью стальной ленты. Работа пяточного и носочного обжима происходит с некоторым опережением так, чтобы сначала обувь была зажата с боков и прижата сверху, а затем начиналось формование нижней кромки. Под действием поршней верхние концы рычагов 4, а с ним и одновременно сходятся и, надвигаясь нижней скошенной частью на кольцевую прокладку 6, производят глажение материала. Регулирование давления масла, нагнетаемого в раснределитель, производится редукционным клапаном, который при некотором установивщемся давлении в системе перепускает масло в бак. Распределители 21 направляют масло попеременно в один или другой прессы для переменной их работы.
Предмет изобретения.
1.Машина для разглаживания складок следа обуви методом горячей обжимки при помощи подводимых снизу утюгов, отличающаяся тем, что, с целью одновременного разглаживания складок по всей поверхности низа обуви, основания расположенных по замкнутому контуру утюгов снабжены скошенными гранями для взаимодействия с эластичной опорой.
2.Форма выполнения машины по п. 1, отличающаяся тем, что опора выполнена в виде составной кольцевой металлической прокладки 6, опирающейся на эластичную подушку, например, пневматическую.
3.При мапшне по пп. 1 и 2 применение гидравлического привода для перемещения утюгов, снабженного, распределительными механизмами и коробкой скоростей.
Е авторскому свидетельству А. Д. Кравченко и Я. Д. Яровиеского Л 57340
12
ФигЗ
Фиг2
21 1
Е авторскому свидетельству А. Д. Кравченко ; , п Я. Д. Яровинского. .dS 57340
Фиг 4
