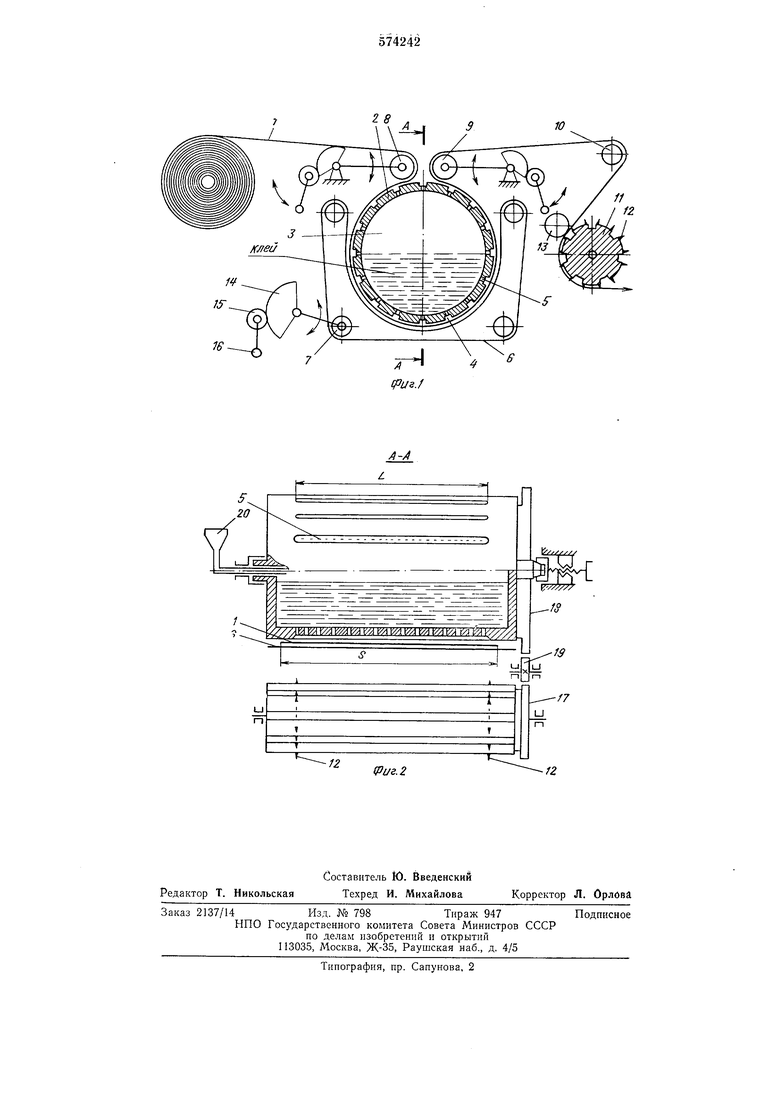
спечивается откидными направляющими роликами 8 и 9, расположенными в верхней части валка 2. При дальнейшем перемещении лента огибает ролик 10, который обеспечивает контакт ее с ребристым валиком 11 на больщой длине дуги. На концах валика 11 смонтированы иголки 12, с которыми постоянно находится в зацеплении лента 1. Резиновый валик 13 гарантирует плотное прилегание ленты к образующим валика 11 в момент сцепления (прокалывания) ее с иголками. Требуемое усилие натяжения ремня осуществляется поворотом вращающейся натяжной опоры 7 вокруг оси зубчатого сектора 14 при помощи шестерни 15 и рукоятки 16. Иголки 12 ребристого валика 11 исключают взаимное смещение ленты 1 и образующих ребристого валика 11. На оси валика 1 неподвижно сидит шестерня 17, находящаяся в зацеплении с шестерней 18, сидящей неподвижно на оси валка 2. Шестерни 17 и 18 сцеплены между собой через промежуточную шестерню 19, которая не изменяет передаточного отнощения между шестернями 17 и 18. Делительные диаметры шестерен 17 и 18 соответственно равны наружным диаметрам ролика 9 и валка 2. Такое конструктивное решение обеспечивает равенство линейных скоростей наружных диаметров последних.
Как указывалось выше, лента 1 перемещается с валиком 11 без проскальзывания. Тем самым обеспечивается перемещение ленты 1 и наружного диаметра валка 2 с единой липеЙ1ной скоростью.
Это обстоятельство гарантирует получение отпечатков клеевых полос на ленте с щириной и шагом между ними, равными ширине и шагу между канавками валка 2, обеспечивает получение клеевых полос со стабильными геометрическими параметрами независимо от срока непрерывной работы предлагаемого устройства, исключает износ валка 2 по наружному диаметру.
Канавки 4 делаются короче длины образующих валка 2. Их длина L меньше ширины 5 ленты 1.
За счет плотного прилегания ленты к наружному диаметру валка 2 исключается возможность вытекания клея наружу через торцовые сечения канавок.
Производя пополнение клея через воронкообразный клееприемник 20 в количестве, равном расходу, который является постоянным при данной скорости перемещения ленты, будет обеспечено постояноство уровня клея в
емкости.
Предлагаемое устройство обеспечивает постоянство режимов нанесения клеевых полос, следствием чего является неизменность их геометрических параметров, т. е. высокое качество. Непрерывное нанесение клеевых полос на ленту позволяет разрезать ее на отрезки любой длины. Поэтому длина листов, из которых набирается пакет стопкой, для изготовления сотовых заполнителей, может быть той, которая необходима в каждом конкретном случае. Предлагаемое устройство позволит увеличить производительность труда при улучшении условий труда и повышении культуры производства.
Формула изобретения
Устройство для нанесения поперечных полос жидкости на непрерывно движущийся ленточный материал, содержащее наносящий пустотелый перфорированный валок, частично огибаемый бесконечным ремнем, и направляющие ролики для ленточного материала, о т личающееся тем, что, с целью упрощения конструкции, направляющие ролики установлены над поверхностью барабана со стороны, противоположной расположению бесконечного ремня, и с зазором между собой для прохода ленточного материала.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3890926, кл. 118-325, 1975.
2. Патент Швейцарии № 518132, кл. В 05С 1/10, 1972.
-12
1Риг.2
