Изобретение относится к дуговой сварке и наплавке с плавящимся электродом, может быть применено в промышленности для сварки и наплавки металлов, а именно для плазменной сварки и наплавки с аксиальной подачей плавящегося электрода.
Известна установка для дуговой сварки. содержащая сварочную горелку, механизм подачи проволоки с запасом проволоки, аппаратуру управления, источник питания.
Однако при сварке и наплавке порошковыми проволоками происходит отставание плавления сердечника проволоки от плавления оболочки, наблюдается низкое качество наплавленного металла из-за засорения его нерасплавившимися элементами шихты и низкая производительность наплавки.
Известна установка для дуговой сварки.
содержащая источник питания, механизм
подачи проволоки, мундштук, токоподвод
(причем установка работала с увеличенным
вылетом плавящегося электрода). Эта установка позволяет повысить качество наплав- ленного металла, так как благодаря увеличенному вылету электрода повышается скорость его плавления за счет интенсивности нагрева проходящим по плавящемуся электроду током. При увеличенном вылете электрода возрастает температура плавления оболочки, что повышает производительность наплавки по сравнению с аналогом.
Однако известная установка обладает рядом недостатков: нагрев шихты плавящегося электрода происходит менее интенсивно, чем нагрев оболочки, в результате часть шихты просыпается в сварочную ванну, что ухудшает качество наплавленного металла: нарушается стабильность процесса сварки из-за влияния увеличенного вылета порошковой проволоки на вольтамперную характеристику источника питания: снижается производительность наплавки из-за отстаVJJGO
1сл о о
вания плавления шихты от оболочки порошковой проволоки ; наблюдается повышенный износ токоподвода.
Целью изобретения является повышение качества наплавленного металла, производительности процесса наплавки, уменьшение износа токоподвода и стабилизация процесса сварки и наплавки.
Поставленная цель достигается тем, что установка для дуговой сварки и наплавки порошковой проволокой, содержащая источник питания, механизм подачи порошковой проволоки, токоподвод, мундштук, дополнительно снабжена устройством предварительного подогрева проволоки, выполненным в виде электродвигателя, неподвижно установленного зубчатого колеса с внутренним зацеплением, взаимодействующего с ним зубчатого колеса-сателлита с равномерно расположенными по его окружности постоянными магнитами и рычага, при этом электродвигатель кинематически соединен с мундштуком, мундштук установлен с возможностью вращения относительно собственной оси и соединен посредством рычага с зубчатым колесом-сателлитом.
Применение устройств для предварительного подогрева, таких как косвенный нагрев плазмой, нагрев порошковой проволоки протекающим по ней током (прототип) общеизвестно. В предлагаемой установке применено бесконтактное устройство нагрева высокочастотным индукционным током. В данном случае отсутствует износ токоподвода для подогрева порошковой проволоки, как и сам токоподвод. Высокочастотное магнитное поле, которое индуцирует ток в порошковой проволоке, создается путем вращения зубчатого колеса-сателлита с расположенными на нем постоянными магнитами вокруг порошковой проволоки.
Сущность изобретения заключается в бесконтактном нагреве порошковой проволоки (так как токопровод для нагрева проволоки отсутствует, то нет причины говорить о его износе). Предварительный подогрев осуществляется устройством, содержащим зубчатую передачу с внутренним зацеплением, причем зубчатое колесо-сателлит содержит равномерно расположенные по окружности постоянные магниты.
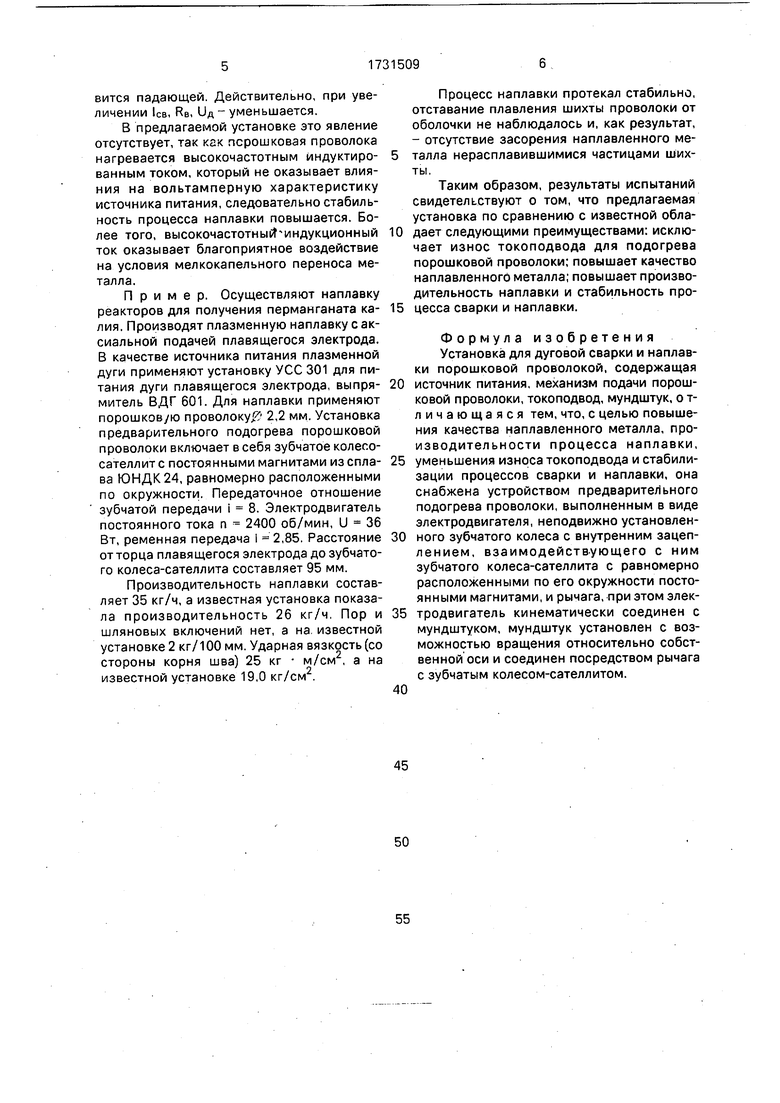
На чертеже представлена схема установки для дуговой сварки и наплавки,
Установка содержит источник 1 питания, механизм 2 подачи проволоки, электро- двигатель 3, который посредством кинематической передачи 6 соединен с мундштуком 7, а последний в свою очередь соединен посредством рычага 8 с зубчатым
колесом-сателлитом 9, содержащим постоянные магниты 10, равномерно расположенные по окружности, при этом мундштук 7 установлен с возможностью вращения
вокруг порошковой проволоки 11, а зубчатое колесо-сателлит 9 установлено с возможностью вращения по зубчатому колесу 4 с помощью внутреннего зацепления 5, при этом источник 1 питания соединен с изделием 13 и токоподводом 14. Дуга горит между плавящимся торцом 12 порошковой проволоки и изделием 13.
Установка для дуговой сварки и наплавки работает следующим образом.
Включают источник 1 питания, осуществляют подачу порошковой проволоки 11 с помощью механизма 2 подачи. С помощью электродвигателя 3 посредством кинематической передачи 6 приводится во вращение
мундштук 7, соединенный посредством рычага 8 с зубчатым колесом-сателлитом 9, со- держащим постоянные магниты 10, равномерно расположенные по окружности. Таким образом, одновременно с мундштуком 7 вращается зубчатое колесо- сателлит 9 вокруг порошковой проволоки 11, кроме того, одновременно зубчатое колесо-сателлит 9 вращается по зубчатому колесу 4, имеющему внутреннее зацепление 5.
Дуга горит между изделием 13 и плавящимся торцом 12 порошковой проволоки 11, ток к проволоке подводится от источника 1 питания к токоподводу 14. Благодаря вращению постоянных магнитов 10 вокруг
порошковой проволоки 11 в последней индуцируется ток высокой частоты, который нагревает оболочку порошковой проволоки. Благодаря выравниванию скоростей плавления оболочки проволоки и сердечника уменьшается разбрызгивание, в сварочную ванну попадают только расплавившиеся частицы с.ердечника - повышается качество наплавленного металла. Предварительный подогрев порошковой проволоки повышает производительность наплавки.
При подогреве порошковой проволоки проходящим по ней током от источника питания (известная установка) напряжение на
дуге равно
Уд - Уип
RB
где 11ип - напряжение источника питания; 551св сварочный ток;
RB - сопротивление вылета порошковой проволоки.
В этом случае нарушается стабильность процесса наплавки из-за того, что жесткая характеристика источника питания становится падающей. Действительно, при увеличении ICB, RB, Уд - уменьшается.
В предлагаемой установке это явление отсутствует, так как порошковая проволока нагревается высокочастотным индуктированным током, который не оказывает влияния на вольтамперную характеристику источника питания, следовательно стабильность процесса наплавки повышается. Более того, высокочастотный индукционный ток оказывает благоприятное воздействие на условия мелкокапельного переноса металла.
Пример. Осуществляют наплавку реакторов для получения перманганата калия. Производят плазменную наплавку с аксиальной подачей плавящегося электрода. В качестве источника питания плазменной дуги применяют установку УСС 301 для питания дуги плавящегося электрода, выпрямитель ВДГ 601. Для наплавки применяют порошковую проволоку. 2,2 мм. Установка предварительного подогрева порошковой проволоки включает в себя зубчатое колесо- сателлит с постоянными магнитами из сплава ЮНДК24, равномерно расположенными по окружности. Передаточное отношение зубчатой передачи i 8. Электродвигатель постоянного тока п 2400 об/мин, U 36 Вт, ременная передача i 2,85. Расстояние от торца плавящегося электрода до зубчатого колеса-сателлита составляет 95 мм.
Производительность наплавки составляет 35 кг/ч, а известная установка показала производительность 26 кг/ч. Пор и шляновых включений нет, а на известной установке 2 кг/100 мм. Ударная вязкость (со стороны корня шва) 25 кг м/см , а на известной установке 19,0 кг/см .
Процесс наплавки протекал стабильно, отставание плавления шихты проволоки от оболочки не наблюдалось и, как результат, - отсутствие засорения наплавленного металла нерасплавившимися частицами шихты.
Таким образом, результаты испытаний свидетельствуют о том, что предлагаемая установка по сравнению с известной обладает следующими преимуществами: исключает износ токоподвода для подогрева порошковой проволоки; повышает качество наплавленного металла; повышает производительность наплавки и стабильность процесса сварки и наплавки.
Формула изобретения Установка для дуговой сварки и наплавки порошковой проволокой, содержащая
источник питания, механизм подачи порошковой проволоки, токоподвод, мундштук, о т- личающаяся тем, что, с целью повышения качества наплавленного металла, производительности процесса наплавки,
уменьшения износа токоподвода и стабилизации процессов сварки и наплавки, она снабжена устройством предварительного подогрева проволоки, выполненным в виде электродвигателя, неподвижно установленного зубчатого колеса с внутренним зацеплением, взаимодействующего с ним зубчатого колеса-сателлита с равномерно расположенными по его окружности постоянными магнитами, и рычага, при этом электродвигатель кинематически соединен с мундштуком, мундштук установлен с возможностью вращения относительно собственной оси и соединен посредством рычага с зубчатым колесом-сателлитом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119802A1 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1119803A1 |
| Способ дуговой сварки плавящимся электродом | 1981 |
|
SU1006121A1 |
| Головка для сварки плавящимся электродом | 1991 |
|
SU1834764A3 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ПОДАЧИ СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2422256C2 |
| Способ дуговой сварки порошковой проволокой | 1984 |
|
SU1166943A1 |
| КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2152860C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
Использование: сварка и наплавка порошковой проволокой в различных отраслях промышленности, а также для плазменной сварки и наплавки с аксиальной подачей плавящегося электрода. Установка снабжена устройством предварительного подогрева проволоки, выполненным в виде электродвигателя, рычага, неподвижно установленного зубчатого колеса с внутренним зацеплением и зацепленного с ним зубчатого колеса-сателлита. По окружности колеса-сателлита равномерно расположены постоянные магниты. Электродвигатель кинематически соединен с мундштуком, который установлен с возможностью вращения относительно собственной оси и соединен посредством рычага с колесом-сателлитом. 1 ил.
| Акулов А.И., Синцин В.В. | |||
| Чернышев Г.Г | |||
| Особенности сварки открытой дугой порошковыми проволоками | |||
| - Сварочное производство, 1973, № 4 | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
