(54) ШЛАНГ ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ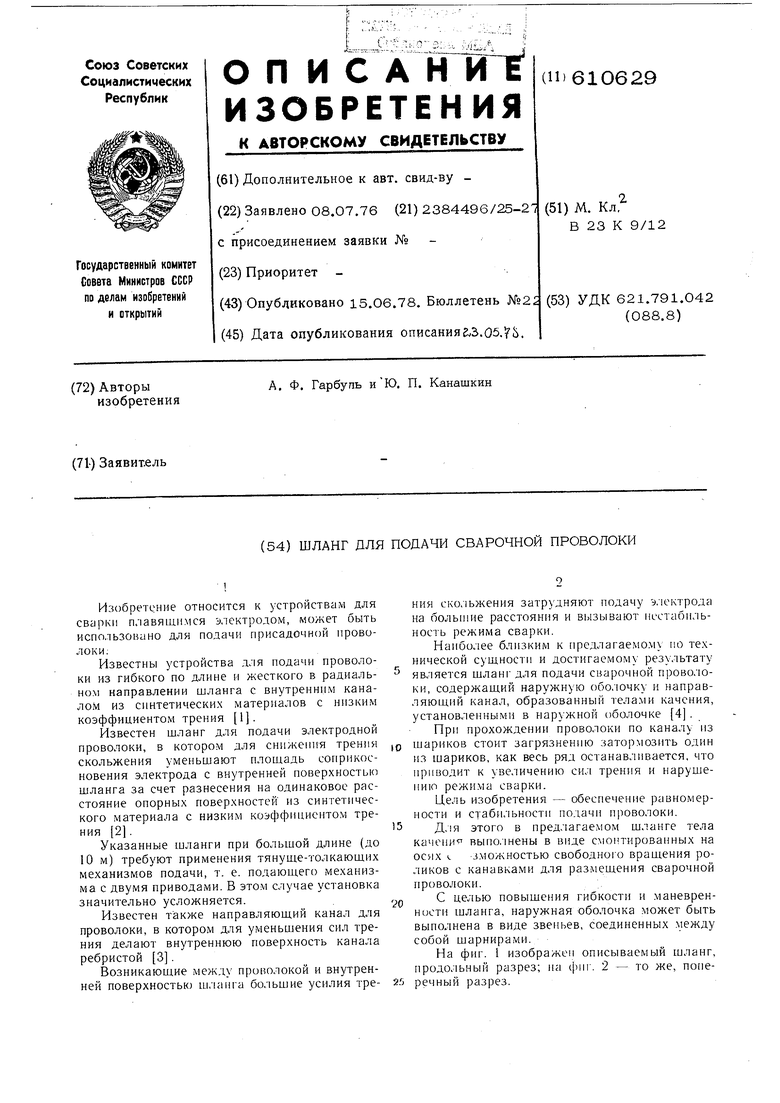
| название | год | авторы | номер документа |
|---|---|---|---|
| Шланг для подачи электродной проволоки | 1976 |
|
SU575186A1 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
| Направляющий канал для подачи проволоки к месту сварки | 1981 |
|
SU941063A1 |
| Устройство для направления электрода-проволоки к электроэрозионному станку | 1981 |
|
SU952500A1 |
| Горелка для дуговой сварки в защитных газах | 1977 |
|
SU683869A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1972 |
|
SU453259A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ И СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ С ТВЕРДЫМ СМАЗОЧНЫМ МАТЕРИАЛОМ НА ПОВЕРХНОСТИ ПРОВОЛОКИ | 2009 |
|
RU2555296C2 |
| Шланг к сварочным горелкам для дуговой сварки | 1982 |
|
SU1110574A1 |
Изобретение относится к устройствам для сварки плавящимся электродом, может быть использовано для подачи присадочной ировоЛОКИ;
Известны устройства для иодачи проволоки из гибкого по длине н жесткого в радиальном направлении шланга с внутренним каналом из синтетических материалов с низким коэффициентом трения 1.
Известен шланг для подачи электродной проволоки, в котором для снижения трения скольжения уменьшают площадь соирикосновения электрода с внутренней поверхностью шланга за счет разнесения на одинаковое расстояние опорных поверхностей из синтетического материала с низким коэффициентом трения 2.
Указанные шланги при большой длине (до 10 м) требуют применения тянуше-толкаюших механизмов подачи, т. е. подающего механизма с двумя приводами. В этом случае установка значительно усложняется.
Известен также направляющий канал для проволоки, в котором для уменьшения сил трения делают внутреннюю поверхность канала ребристой 3.
Возникающие между проЕюлокой и внутренней поверхностью шланга большие усилия треНИИ скольжения затрудняют подачу электрода на больи1ие расстояния и вызывают шстабильность режима сварки.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является шланг для подачи сварочной прово.токи, содержащий наружную оболочку и направляющий канал, образованный телами качения, установленными в наружной оболочке 4 .
При прохождении проволоки по каналу из щариков стоит загрязнению затормозить один из щариков, как весь ряд останавливается, что приводит к увеличению сил трения и наруще11И10 режима сварки.
Цель изобретения - обеспечение равномерности и стабильности иодачи проволоки.
Для этого в предлагаемом шланге тела качеии- выполнены в виде смошироваиных на осях t з.можностью свободного вращения роликов с канавками для размещения сварочной проволоки.
С целью повышения гибкости и .маневренности щланга, наружная оболочка может быть выполнена в виде звеньев, соединенных между собой щарнирами.
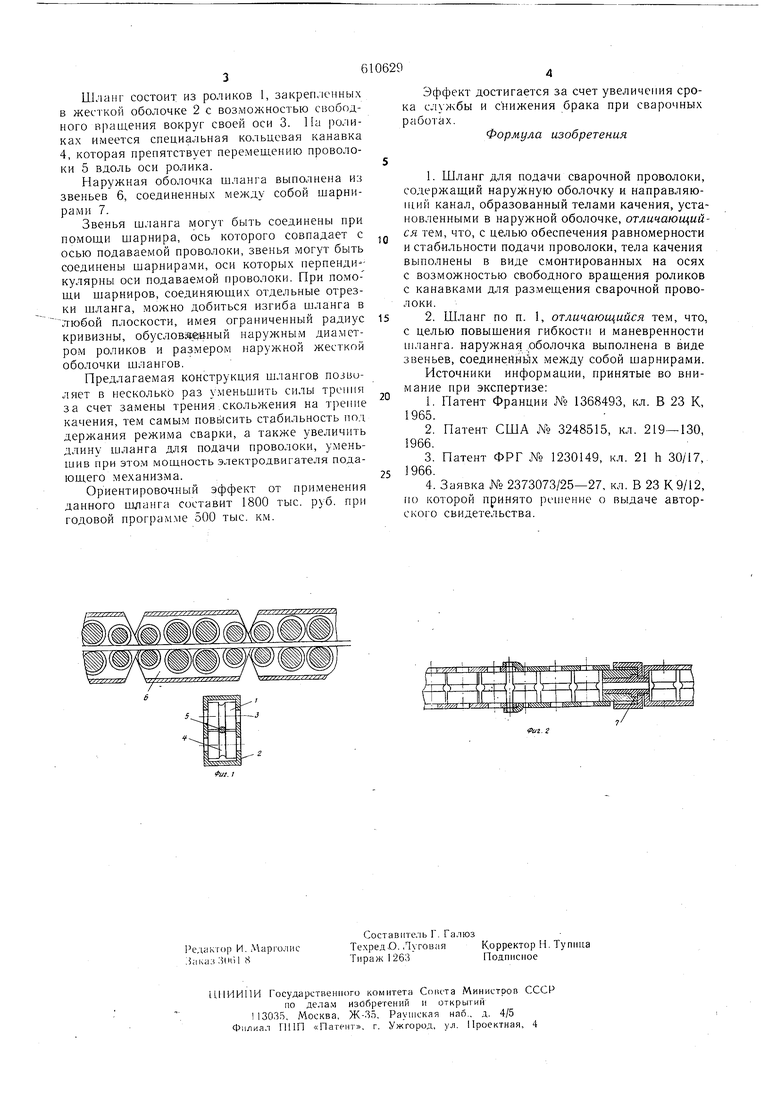
На фиг. 1 изображен описываемый щланг, продольный разрез; на (. 2 - то же, norieречный разрез.
Шланг состоит из роликов 1, закреп.юнных в жесткой оболочке 2 с возможностью свободного вращения вокруг своей оси 3. Па роликах имеется специальная кольцевая канавка 4, которая препятствует перемещению проволоки 5 вдоль оси ролика.
Наружная оболочка щланга вь полнена из звеньев 6, соединенных между собой щарнирами 7.
Звенья шланга могут быть соединены при помощи щарнира, ось которого совпадает с осью подаваемой проволоки, звенья могут быть соединены щарнирами, оси которых перпендикулярны оси подаваемой проволоки. При по.мощи щарниров, соединяющих отдельные отрезки щланга, можно добиться изгиба щланга в ;тюбо.й плоскости, имея ограниченный радиус кривизны, обусловаейный наружным диаметром роликов и размером наружной жесткой оболочки щлангов.
Предлагаемая конструкция шлангов позволяет в несколько раз уменьщить силы трения за счет замены трения .скольжения на треиие качения, тем самым стабильность под держания режи.ма сварки, а также увеличить длину щланга для подачи проволоки, уменьщиБ при это.м мощность электродвигателя подающего механизма.
Ориентировочный эффект от применения данного щланга составит 1800 тыс. руб. при годовой программе 500 тыс. км.
Эффект достигается за счет увеличения срока службы и с 1ижения брака при сварочных работах.
Формула изобретения
Источники информации, принятые во внимание при экспертизе:
