Обычно употребляющиеся сверлильные инструменты, при сверлении более глубоких отверстий, имеют тот недостаток что стружки очень скоро начинают застревать в высверливаемом отверстии и закупоривают канавки, служащие для отвода стружек. Приходится от времени до времени извлекать сверло из отверстия и очищать его, вслед- : ствие чего задерживается и удорожается сверление глубоких отвер- ;
СТИЙ.;
Предлагаемое изобретение предназначается для устранения этого ; недостатка тем, что канавки для j удаления стружек постепенно обемно расщиряются от острия ; сверла до стержня державки. С I этой целью, образующиеся между ; режущими ребрами винтообразные канавки для отвода стружек разделяются ребрами, на собственно стружкоотводные канавки, обемно
расщиряющиеся к концу стержня и на особые пустые камеры. Эти ребра обеспечивают сверлу хорощее направление, а при заточке сзади могут служить так же, как развертка. Благодаря такому устройству стружкоотводные канавки ограничены таким образом, что отделенные со дна высверливаемого отверстия стружки отклоняются направляющими ребрами кверху и переводятся в кольцеобразное пространство между более тонким стержнем державки и стенками высверливаемого отверстия, откуда они затем беспрепятственно выпадают.
Лежащие между стружкоотводными канавками пустые камеры используются для подвода к лезвеям охладительного и смазочного материала, для каковой цели они боковыми каналами сообщаются с устроенными обычным образом
в сверле продольными каналами. По боковым каналам к лезвеям сверла смазочный материал подводится до окончания просверливания отверстия.
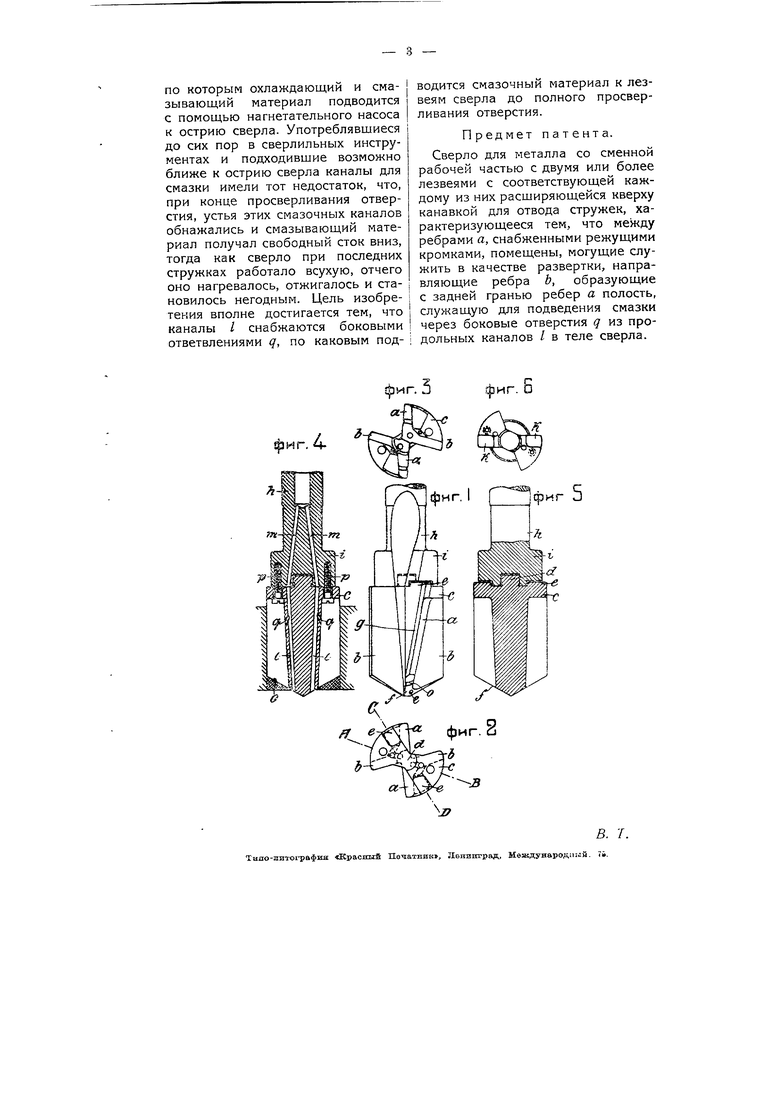
Пример формы осуществления изобретения представлен на чертеже, на котором фиг. 1 изображает боковой вид сверла с частью державки, фиг. 2-сверло в плане, фиг. 3-вид сверла со стороны его острия, фиг. 4-разрез по линии А-В на фиг. 2, фиг. 5-разрез по линии С-D на фиг. 2, и фиг. б- вид державки со стороны сверла.
На изображенном примере сверло имеет два ребра а, которые заключают между собой винтообразную стружкоотводную канавку, но могут быть сконструированы также наклонно стоящими и т. д. Ребра а заканчиваются режущими поверхностями, вследствие чего их можно назвать режущими ребрами. Между этими режущими ребрами а предусмотрены направляющие ребра Ь, поставленные параллельно к оси сверла, но могущие также быть витыми. Угол, образуемый этими режущими ребрами может быть выбран по заданию.
Стружкоотводные канавки сверлильного инструмента так ограничены режущими и направляющими ребрами, что расширяются от острия сверла к державке, так что их поперечное сечение постоянно возрастает. Этим избегается заклинивание стружек в высверливаемом отверстии и достигается быстрое, беспрепятственное удаление стружек.
Режущие и направляющие ребра заканчиваются наверху торцевой стенкой с, снабженной центрирующей цапфой d и двумя захватывающими кулаками е, торцевая стенка с служит для соединения с дерн авкой.
Режущие края сверла могут быть перпендикулярны к его оси, но могут быть также заточены под произвольным углом. При больших диаметрах сверл режущие поверхности / снабжаются канавками для ломания стружек. Начиная от лезвеев сверло имеет заднюю заточку. Режущие ребра а, с целью уменьшения трения, снабжаются фаской g. Направляющие ребра b также заточены сзади, благодаря чему они одновременно служат для направления и действуют как развертка.
Державка Л устраивается отемной от сверла и соединена с ним посредством винтов р. Головка державки i так соразмерена с поперечным сечением сверла, что Стружкоотводные канавки сверла проходят через нее. благодаря чему устраняется скопление стружек. Выемки k в торцевой поверхности головки державки i (фиг. 6) служат для сцепления с кулаками е сверла и для захвата таковых.
Далее, головка державки i на своей торцевой поверхности снабжена центральной выемкой для центрирующей цапфы d сверла. Стержень державки fi делается по возможности тонким, дабы стружки могли свободно выходить из окружающего кольцевого пространства.
Сверло предпочтительно делать по возможности короче и изготовлять его из высокосортной быстрорежущей стали. Напротив, державка, соразмеряемая с глубиной высверливаемого отверстия, может изготовляться из малоценной стали. Предполагаемое преимущество описанного сверла, состоящее в том, что отверстия большой глубины могут высверливаться в один проход и в сравнительно короткое время из цельного материала, обеспечивается также и специальным направлением охлаждающего вещества.
Охлаждающий и смазочный материал направляется возможно ближе к острию сверла, для каковой цели сверло в выбранном конструктивном примере дважды просверлено от острия к концу стержня. Эти каналы / сверла сообщаются с предусмотренными в державке продольными каналами да,
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| КОЛЬЦЕВОЕ РЕВЕРСИВНОЕ СВЕРЛО | 2008 |
|
RU2377101C1 |
| СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И КОРПУС СВЕРЛА | 2010 |
|
RU2496612C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 1995 |
|
RU2159167C2 |
| Устройство для сверления отверстий | 1978 |
|
SU738879A1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| РЕВЕРСИВНОЕ СВЕРЛО | 2001 |
|
RU2214318C2 |

