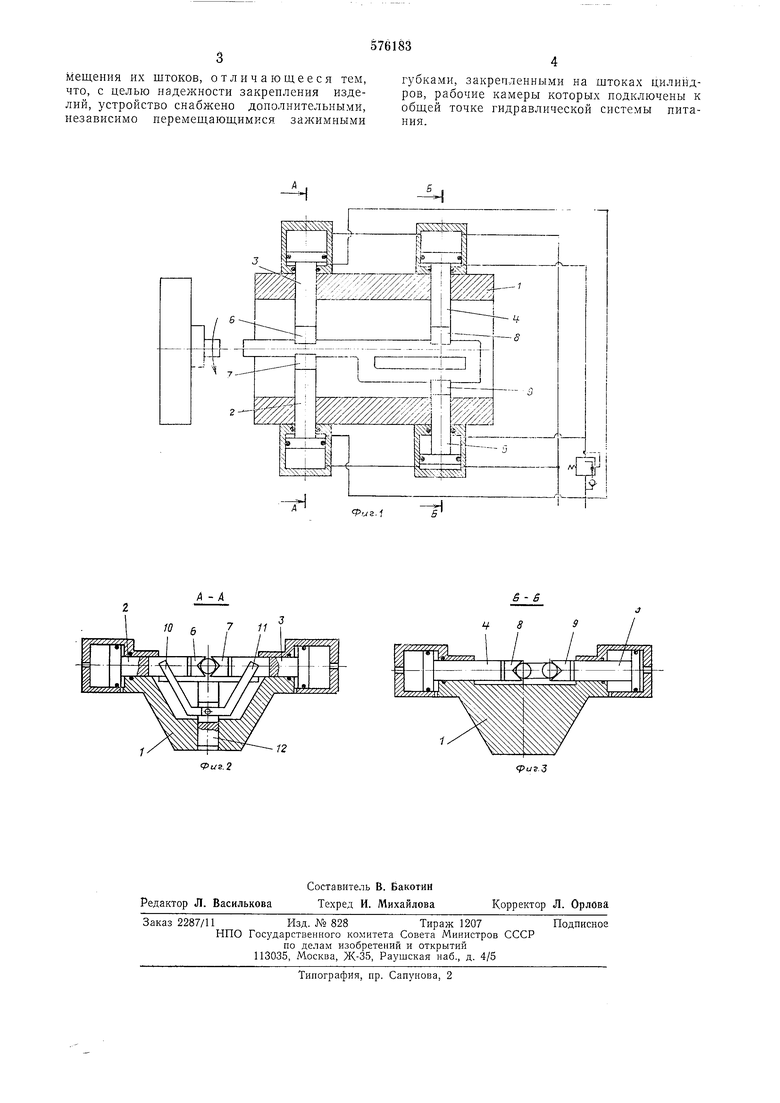
мещения их штоков, отличающееся тем, что, с целью надежности закреиления изделий, устройство снабжено дополнительными, независимо неремещающимися зажимными
гуоками, закрепленными на штоках цилиндров, рабочие камеры которых иодключены к обшей точке гидравлической системы питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Привод сжатия машины для сварки давлением | 1978 |
|
SU667357A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU545433A1 |
| Устройство для контроля качества сварных соединений | 1980 |
|
SU863229A1 |
| Устройство для управления сварочным процессом | 1979 |
|
SU872113A2 |
| Устройство для контроля параметров при ультразвуковой сварке | 1979 |
|
SU880667A1 |
| Неплавящийся электрод для плаз-МЕННОй ОбРАбОТКи | 1978 |
|
SU841870A1 |
| Способ контактной т-образной приварки проволоки | 1974 |
|
SU512884A1 |
| Устройство для передачи тока от неподвижной к вращающейся детали | 1974 |
|
SU534324A1 |
| Датчик для измерения сварочного тока | 1974 |
|
SU504615A1 |
/i -4
12
Фиг.2
Ё- Б
Ч 8
ригЗ
