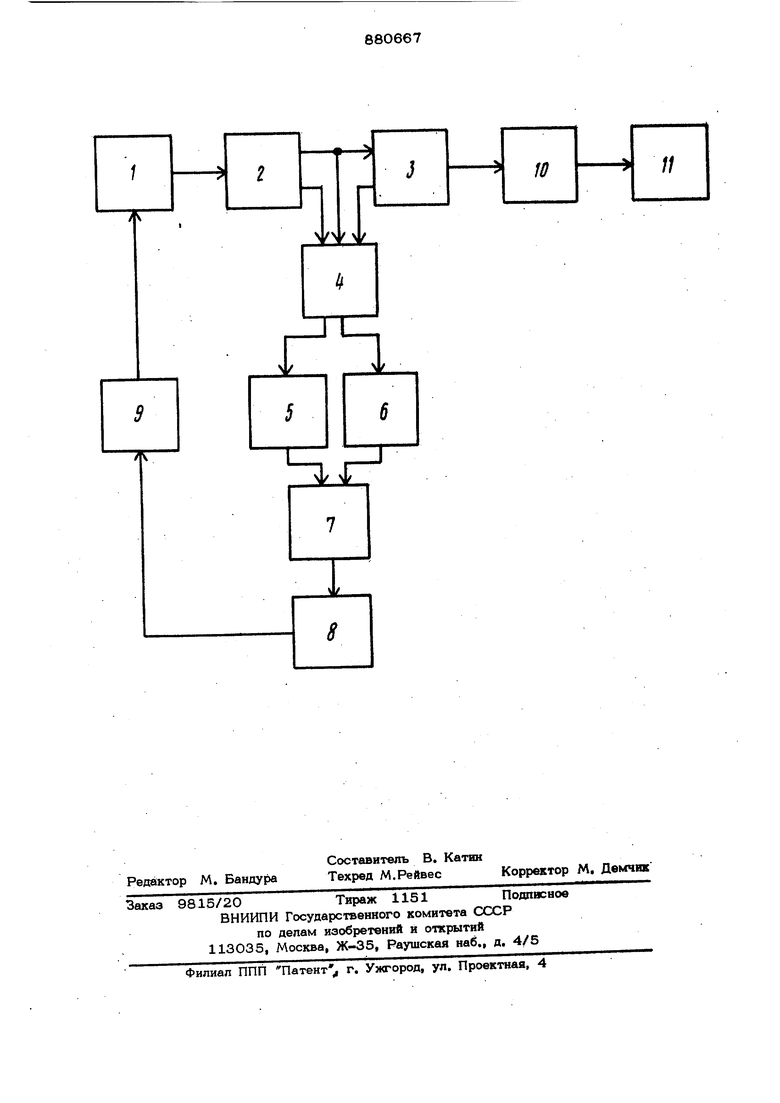
Изобретение относится к сварке давлением и может быть использовано в ул развуковом сварочном оборудовании дпя контроля процесса сварки. Известно устройство контроля качест ва и управления процессом по импедансу зоны микросварки, состоящее из задающего генератора, подключенного к усилителю мощности, подсоединенного к преобразователю, который связан с концентратором, выход концентратора подключен ко входам логарифмических усилителей, выходы усилителя через дифференциальный усилитель подключены к схеме сравнения, связанной с блоком но минального значения одним из своих вхо дов, выход схемы сравнения замыкает .цепь обратной связи на усилитель мощности 1 . Однако известное устройство позволяет контролировать процесс сварки толь ко при конкретных значениях технологических параметров режима сва:рки. Изменение технологических режимов, свойс Соединяемых материалов и сварочных систем вызывает необходимость коррекции измерительного тракта и подстройки системы в целом. Наиболее близким к предложенному изобретению является устройство для контроля параметров при ультразвуковой сварке, содержащее задающий генератор, усилитель мощности, преобразователь, концентратор, блок обратной связи 2j . Недостаток данного устройства заключается в том, что при смене сварочной .системы требуется производить установ- ку датчиков силы и скорости и проводить дополнительную настройку всего измерительного тракта. Цель изобретения - повышение качества сварного соединения и проиэво дительности устройства за счет сокращения времени на его переналадку, и повышения качества сварки. Поставленная цель достигается тем, что в блок обратной связи введены последовательно соединенные узел вьшеления мгновенных значений тока и напряжения, блоки представления в комплексной форме значений тока и напряжения, блок умножения, узел формирования мгновенного значения активной мощности и блок программного управления, при этом вход узла вьщеления мгновенных значений тока и напряжения включен между выходом усилителя мощности и BxohoM преобразователя, а выход блока программного управления под1Шючен ко входу задающего генератора. На чертеже представлена блок-схема предлагаемого устройства. Устройство состоит из задающего генератора 1,. подключенного к усилителю мощности 2, выход усилитёля мощности подключен ко входу преобразова-ч теля 3 и входу узла выделения мгновен ных значений тока и напрянсёния 4, выход этого узла соединен со входом блоков представления в комплексной форме значений тока и напряжения 5 и 6, выходы которых соединяются с блоком умножения 7, связанного через узел формирования мгновенного значения активной мощности 8 со входом блокаПрограммного управления 9, выход которого соединен со входом задающего генератора 1, Преобразователь 3 соединен с концентратором 10, связанного с нагрузкой 11, Устройство работает следующим образом. Сигнал с задающего генератора 1 поступает на усилитель мощности 2, с выхода которого он поступает на преобразователь 3 и вход узла вь1депения мгновенных значений тока и напряжения В блоках 5 и б осуществляется представление в комплексной форме значений тока и напряжения, которые затем поступают в блок умножения 7, а резул тат умножения передается в блок программного управления 9, где в соответс вии с заранее заданным алгоритмом, on ределяющим допуски отклонения величин активной мощнсюти от заданного значения, происходит анализ с последующим управлением параметрами задающего генератора. Таким образом, в результате организации местной обратной связи осуществляется текупшй контроль за параметрами процесса сварки по мгнове ному значению активной мощности. Данное устройство обладает высоким быстродействием, отличается гибкостью в управлении и возможностью использования программных средств. 674 На различных этапах образования сварного соединения уровень активной мощности, поступающей в зону сварки, существенно изменяется. На начальной фазе для удаления естественных и искусственных покрытий и исключения микронеровностей этот уровень на 20-30% выше, чем для формирования неразъемного соединения. Затем в силу увеличения температуры в зоне соединения, и, как следствие, снижения сопротивления дефорнмирования необходимо уровень активной мощности уменьшить с целью предотвращения чрезмерного силового воздействия на свариваемые материалы. Таким образом, повьпиение качества сварного соединения в устройстве определяется возможностью управления активной мощностью, поступающей в зону сварки, По сравнению с известными данное изобретение позволяет повысить производительность в 6 раз, так как отпадает необходимость в корректировке измерительного тракта и в переналадке оборудования при изменении технологических параметров, существенно сокращаются трудозатраты. Формула изобретения Устройство для контроля параметров при ультразвуковой сварке, содержащее еадающий генератор, усилитель мощности, преобразователь, концентратор, блок обратной связи, отличающеес я тбм, что, с целью повьппения качества сварного соединения и производительности за счет сокращения времени на переналадку, в блок обратной связи введены послед(жательно соединенные о уёел вьщеления мгновенных значений тока и напряжения, блоки представления в комплексной форме значений тока и напряжения, блок умножения, узел фо1 мирования мгновенного значения активной мощности и блок программного управления, при атом вход узла выделения мгновенных значений тока и напряжения включен между выходом усилителя мощности и входом преобразователя, а выход блока программного управления подключен ко входу задающего генератора. Источники информации, принятые во внимание при экспертизе 1,Колемко В, М, Ультразвуковая микросварка Минск, Наука и техника , 1977, с, 311-313, 2,Холопов 10, В, Ультразвуковая сварка. Л,, Машиностроение, 1972, с, 121-123,
rJ
11
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества сварных соединений | 1980 |
|
SU863229A1 |
| Способ контроля процесса ультразвуковой сварки | 1977 |
|
SU662301A1 |
| Способ определения механического импеданса микросоединения при ультразвуковой сварке и устройство для его реализации | 1976 |
|
SU653061A1 |
| Способ управления ультразвуковой микросваркой | 1975 |
|
SU538860A1 |
| Устройство для ультразвуковой микросварки | 1982 |
|
SU1058743A1 |
| Устройство для контроля качества соединений при ультразвуковой микросварке | 1977 |
|
SU677852A1 |
| Устройство для ультразвуковой сварки | 1978 |
|
SU781000A1 |
| Устройство для контроля качества сварных соединений при ультразвуковой точечной сварке | 1979 |
|
SU872123A1 |
| Способ автоматического регулирования процесса микросварки и устройство для его осуществления | 1977 |
|
SU745621A1 |
| Способ управления процессом ультразвуковой микросварки (его варианты) и устройство для его осуществления | 1985 |
|
SU1276465A1 |
/
1
Чг
