1
Изобретение относится к области машиностроения и может быть использовано во многих отраслях промышленности для виброакустического контроля технического состояния машин и механизмов в процессе их эксплуатации.
Известен способ определения дефектов в подшипниках качения, основанный на принципе регистрации их вибрации, заключаюшийся в том, что фиксируют амплитудный сиектр исследуемых пол,шипников, устанавливают их в изделие, создают дополнительную вирбационную осевую нагрузку, прирабатывают подшипники при этой нагрузке, регистрируют вибрационный сиектр собранного изделия и при появлении гармонических составляюш,их с частотами, кратными удвоенной частоте врашения тел качения подшипников, судят о наличии дефектов подшипников 1.
Однако известный способ трудно осуш,ествлять из-за необходимости предварительной регистрации спектра исследуемого иодшииника, установки его в изделие и создания дополнительной осевой нагрузки. Это не позволяет использовать способ непосредственно в производственных условиях эксплуатации машин при их технической диагностике и ограничивает область его нрименеиия. Известный способ может быть применен только для определения дефектов в подшипниках качения и не
дает возмол ностн судить о степенп их повреждения.
Известен также способ, который по своей технической сушности является наиболее
близким к изобретению, основанный на принципе регистрации вибрации деталей машин, заключаюшийся в том, что фиксируют величину максимального пикового значения вибросигнала и сдвиг его частоты 2.
Особенностью известного способа является создание вибрации в исследуемой детали с заранее установленной резонансной частото. При этом сдвиг частоты устанавливают только в момент достижения заранее заданного
критического значения и в сторону более низких частот. По этому прнзнаку определяют, что в испытываемой детали появился дефект.
Однако известный способ может быть применен только для испытания деталей в форме тонких пластин и только в лабораторных условиях, так как для этого необходимо специальное устройство возбуждения В испытываемых деталях колебаний с заданной резонансной частотой и помешение деталей в специальные условия (вакуум, высокая температура и т. д.). Кроме того, известный способ не позволяет оценить степень износа деталей, так как с его помошью можно зафиксировать только момент разрушения детали, поэтому
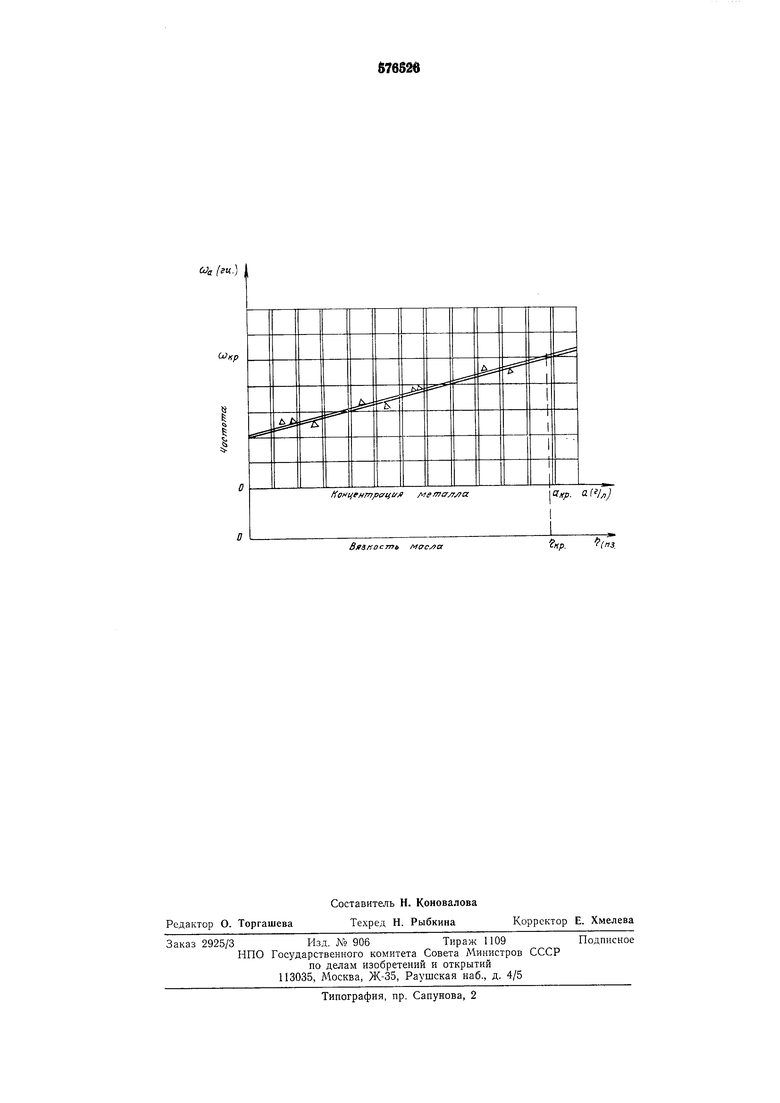
он не быть применен для виброакустической диагностики технического состояния машин. Цель изобретения - расширение номенклатуры деталей и оценка степени их износа. Для этого но предлагаемому способу фиксируют величину максимального пикового значения вибросигнала во время эксплуатации деталей в работающем механизме, определяют момент появления металла в смазке исследуемых деталей, в который измеряют значение частоты максимума вибросигнала и запоминают его, в течение последующего времени измерения определяют величину сдвига частоты максимального пикового значения вибросигнала в сторону более высоких частот от первоначального значения и, сравнивая этот сдвиг с запомненным ранее значением частоты, судят о дефектах и степени износа деталей машин. На чертеже изображен график зависимости частоты максимального пикового значения вибросигнала (ось ординат) от концентрации металлических включений в смазке деталей и изменения вязкости смазки (ось абсцисс). Способ осуществляют следующим образом. Фиксируют вибрацию в одной из точек ее распространения от исследуемой детали (например на внешней обойме подшипника при контроле деталей редуктора). Определяют максимальное пиковое значение вибросигнала, которое проявляется на частоте собственных колебаний деталей нлюс изменения, вносимые внешними воздействиями на вибросигнал, например затуханием окружающей среды. Значение резонансной частоты детали можно оценить но формуле где Ша - резонансная частота ускорения; сйо - частота собственных колебаний; б - постоянная затухания. С увеличением величины постоянной затухания б резонансная частота ускорения вибрации увеличивается. Так как появление металлических включений в смазке деталей, увеличивая ее вязкость, пропорционально увеличивает величину постоянной затухания б, то при этом происходит сдвиг частоты максимального пикового значения вибросигнала в сторону более высоких частот. Величина этого сдвига характеризует количество металлических включений в смазке исследуемых деталей и, следовательно степень износа контролируемых деталей. Учитывая эти закономерности, онределяют момент появления металлических включений в смазке исследуемых деталей, в который измеряют частоту максимального пикового значения вибросигнала и запоминают ее значение. Далее постоянно измеряют сдвиг этой частоты относительно первоначального значения по мере появления металлических включений в смазке деталей. По величине сдвига частоты максимума вибросигнала судят о степени износа деталей машин. Для количественной оценки степени износа деталей машин предварительно определяют критическую величину сдвига частоты шкр максимального пикового значения вибросигнала и строят тарировочный график для данного вида деталей и условий их эксплуатации. Находят критические значения концентрации металла в смазке и вязкости данного смазочного материала по ГОСТу. Далее, используя тарировочный график непосредственно в условиях эксплуатации машин при .проведении виброакустической диагностики, определяют количество дефектов и степень износа деталей машин, сравнивая текущие значения изменения частоты с тарировочной кривой. Таким образом, используя закономерность влияния металлических включений в смазке деталей на частоту максимального пикового значения их вибросигнала, определяют но сдвигу частоты в сторону более высоких частот дефекты и стенень износа деталей. Формула изобретения Способ определения дефектов в деталях машин, основанный на принципе регистрации их вибрации, заключающийся в том, что фиксируют величину максимального пикового значения вибросигнала и сдвиг его частоты, о тличающийся тем, что, с целью расширения номенклатуры деталей и оценки степени их износа, фискируют -величину максимального пикового значения вибросигнала во время эксплуатации деталей в работающем механизме, определяют момент появления металла в смазке исследуемых деталей, в который измеряют значение частоты максимума вибросигнала и запоминают его, в течение последующего времени измерения определяют величину сдвига частоты максимального пикового значения вибросигнала в сторону более высоких частот от нервоначального значения и, сравнивая этот сдвиг с запомненным ранее значением частоты, судят о дефектах и степени износа деталей машин. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 360579, кл. G ОШ 13/04, 1972. 2. The Review of scientific instruments «Flexural Fatigue Machine for High Temperature Operation at Resonance in Vacuum, volume 37, number 3, p. 311-315, 1966.
CJa /г«.)
кр..
S/finocTm, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения дефектов в деталях машин | 1976 |
|
SU559168A1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ МЕЖВАЛЬНЫХ ПОДШИПНИКОВ КАЧЕНИЯ ДВУХВАЛЬНЫХ ТУРБОМАШИН И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2200942C2 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И/ИЛИ ТРАНСМИССИИ АВТОМОБИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165605C1 |
| Способ вибродиагностики возникновения зарождающихся дефектов в отдельных узлах механизмов | 2021 |
|
RU2769919C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛЮФТОВ В ПРИВОДЕ СТАНКА | 2009 |
|
RU2399033C1 |
| Способ вибродиагностики электродвигателей постоянного тока с применением метода вейвлет-анализа | 2021 |
|
RU2769990C1 |
| СПОСОБ ВЫЯВЛЕНИЯ НАЛИЧИЯ ДЕФЕКТОВ УЗЛОВ И АГРЕГАТОВ АВТОМОБИЛЯ В РЕАЛЬНОМ ВРЕМЕНИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547504C1 |
| Способ вибродиагностики зарождающихся дефектов механизмов | 2018 |
|
RU2680640C1 |
| Способ виброакустической диагностики технического состояния межроторного подшипника двухвального газотурбинного двигателя | 2022 |
|
RU2789570C1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ МАШИН | 2006 |
|
RU2314508C1 |