1
Изобретение относится к машиностроению, в частности, к приспособлениям для токарных станков, предназначенных для изготовления изделий типа криволинейных оправок станов холодной прокатки труб.
Известно устройство, в котором центр состоит из оправки, на не.й установлено подшипники качения, а на них смонтирована эксцентричная обойма с возможностью поворота и установлен эксцентричный конус l .
Недостатками известного устройства являются невысокая точность регулирования и невозможность бесступенчатого регулирования положения центр задней бабки.
Известно также устройство для перемещения задней бабки токарного стака, содержащее корпус задней бабки, надставку, прикрепленную к ней, цент с хвостовиком, закрепленным в надстаке, элементы отклонения и фиксации центра, указатель смещения центра и исполнительный привод 2j .
Для повышения точности и расширения диапазона возможных перемещений при непрерывном и бесступенчатом регулисовании положения центра при обработке профильных оправок пилигримовых станов холодной прокатки труб элементы отклонения и фиксации центра выполнены в виде двух диаметрально
расположенных секторов, жестко скрепленных вершинами и установленных на ось вращения, закрепленнуюв нАДСтеЛке с пазом, нижний сектор имеет зубья входящие в зацепление с червяком, а
верхний сектор снабжен пазом, выполненным в виде отрезка спирали Архимеда, равном по ширине диаметру шейки хвостовика и обхватывакждам хвостовик по перерезанной егр части с ходовой
посадкой.
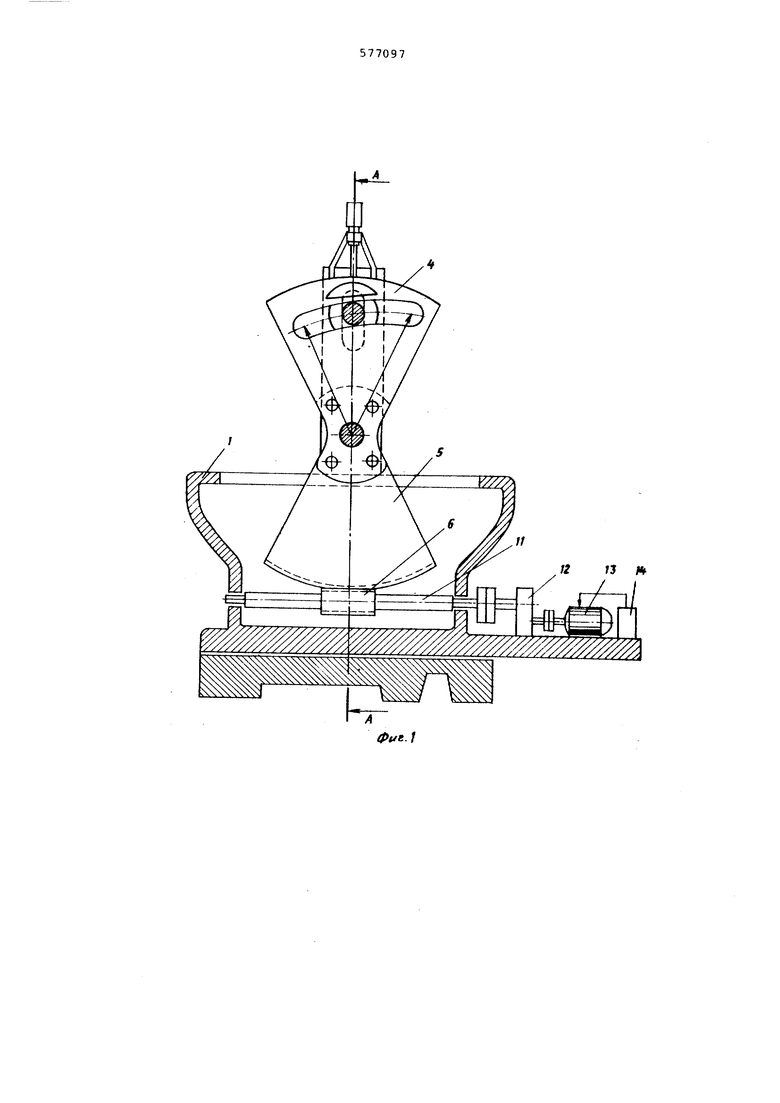
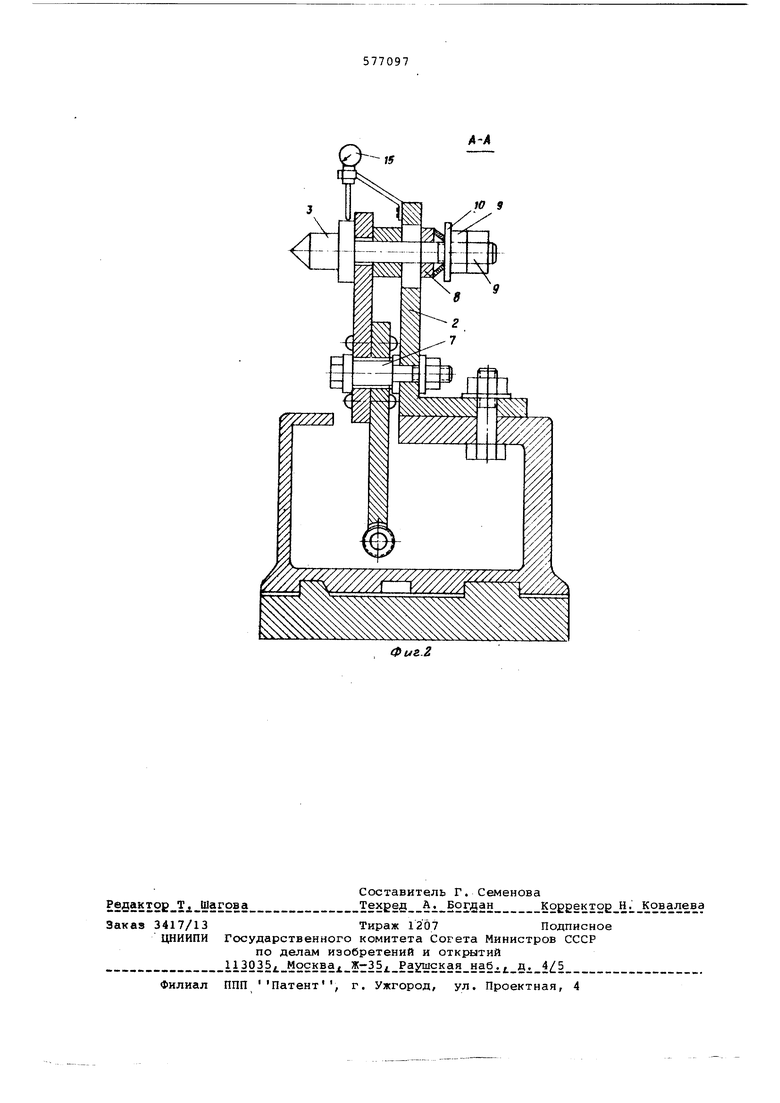
На фиг. 1 изображено предлагаемое устройство, общий вид на фиг. 2 пог , казан разрез ,А-А на фиг. 1.
Устройство состоит из корпуса 1 задней бабки; надставки 2 с пазом, закрепленной в корпусе задней бабки центра 3 с хвостовиком, распопожвиного в пазу надставки 2 и в пазу
верхнего сектора 4 элемента отклонения и фиксации центра. Паа верхнею сектора выполнен в виде отрезка спирали Архимеда, который равеи по шнри-i не диаметру шейки хвостовика и обхватывает хвостовик по ненарезаииой его
части с ходовой посадкой. Нижний сектор 5 элемеита отклонения и фиксации центра имеет зубья, входящие в зацепление с червяком 6, Оба сектора, рас.положенные диаметрально и жестко скреленные вершинами, насажены на ось 7, закрепленную в надставке 2. Между Зажимными поверхностями встаЬлёны. антифрикционные прокладки - бронзовые шайбы 8, под прижимные элементы гайки 9 установлена тарельчатая пружина 10. Червяк б имеет исполнительный привод, в который входит вал 11, редуктор 12, электродвигатель 13 и командоаппарат 14. Указатель эксцентриситета 15, выполненный в виде датчика, закреплен на надставке 2.
Для обеспечения бесступенчатого регулирования положения центра без остановки станка работа устройства осуществляется следующим образом.
С командоаппарата по заданной программе задают вращение электродвигателю 13, который через редуктор 12 передает вращение червяку 6,, поворачивающему нижний сектор 5 на оси 7 на заданный угол. Паз, выполненный в виде отрезка спирали Архимеда в верхнем секторе 4, заставляет подниматься или опускаться центр 3, хвостовик которого перемещается в пазу надстсшки 2. Элементы закрепления центра - тарельчатая пружина 10 и две бронзовые шайбы 8 позволяют свободно перемещаться центру 3 с хвостовиком
при постоянных усилиях. Фиксация положения центра обеспечивается самотормозящей червячной передачей и углом наклона паза, выполненного в вид отрезка спирали Архимеда. Импульсы, передаваемые с устройства следящего за выполняемой геометрией оправки, сопоставляются с заданными размерами
и от анализирующей системы передаются на командоаппарат, на котором проводится корректировка программы в нужном направлении, а затем выдается скорректированная команда на перемещение центра.
Формула изобретения
Устройство для перемещения центра задней бабкитокарного станка/ содер атее корпус задней бабки, надставку, прикрепленную к ней, центр с хвостовиком, закрепленным в надставке, элементы отклонения и фиксации центра, указатель смещения центра и исполнительный привод, отличающеес я тем, что, с целью повышения точности и расширения диапазона возможных перемещений при непрерывном и бесступенчатом регулировании положения центра при обработке профильных оправок пилигримовых станов холодной прокатки труб, элементы отклонения и фиксаций центра выполнены в виде двух диаметрально расположенных секторов, жестко скрепленных вершинами и установленных на ось врашения, закрепленную в надставке, причем нижний сектор имеет зубья, входящие в зацепление
с червяком, а верхний сектор снабжен пазом, выполненным в виде отрезка спирали Архимеда, равном по ширине диаметру шейки хвостовика и обхватывающим хвостовик по ненарезанной его части с ходовой посадкой.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР 340485, кл. В 23 В 23/04, 1969.
2.Дружинский И.А. Методы обработки сложных поверхностей. М., Машгиз, 1961.
А-А
Фи&.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка | 1982 |
|
SU1103949A1 |
| ОПРАВКА ДЛЯ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ | 2006 |
|
RU2333053C1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| ОПРАВКА СТАНА ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ. | 2012 |
|
RU2523397C1 |
| Прокатный стан | 1987 |
|
SU1423195A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2172653C1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2301713C2 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |