134
.ройств перемещения корпусов, упрощение привода валков, кроме того, дальнейшее повышение производительности за счет радиальной регулировки валков независимо от направления вращения валков и упрощение конструкции клети путем упрощения конструкции механизма бесступенчатого совмещения периода валков и совместного его исполнения с приводом клети. При необходимости перемещения корпуса 6 вместе с валком включается шлицевая втулка 42 муфты включения. Гайка 28 связьшается с вь1ходным валом с червяком 26. Гайка 28, вращаясь, перемещает винт 27 вместе с корпусом 6.
1
Изобретение относится к.прокатному производству, а точнее к прокатным клетям для производства профилей с постоянным и периодическим по длине полосы сечением.
Цель изобретения - повьшение производительности путем уменьшения тру- дозатрат по настройке калибра и упрощение конструкции клети за счет совместного исполнения привода валков и устройств перемещения корпусов, дальнейшее повьппение производительности за счет радиальной регулировки валков независимо от направления вра- щения валков, и упрощение к;онструк- ции механизма бесступенчатого совмещения периода валков и совместного его исполнения с приводом клети.
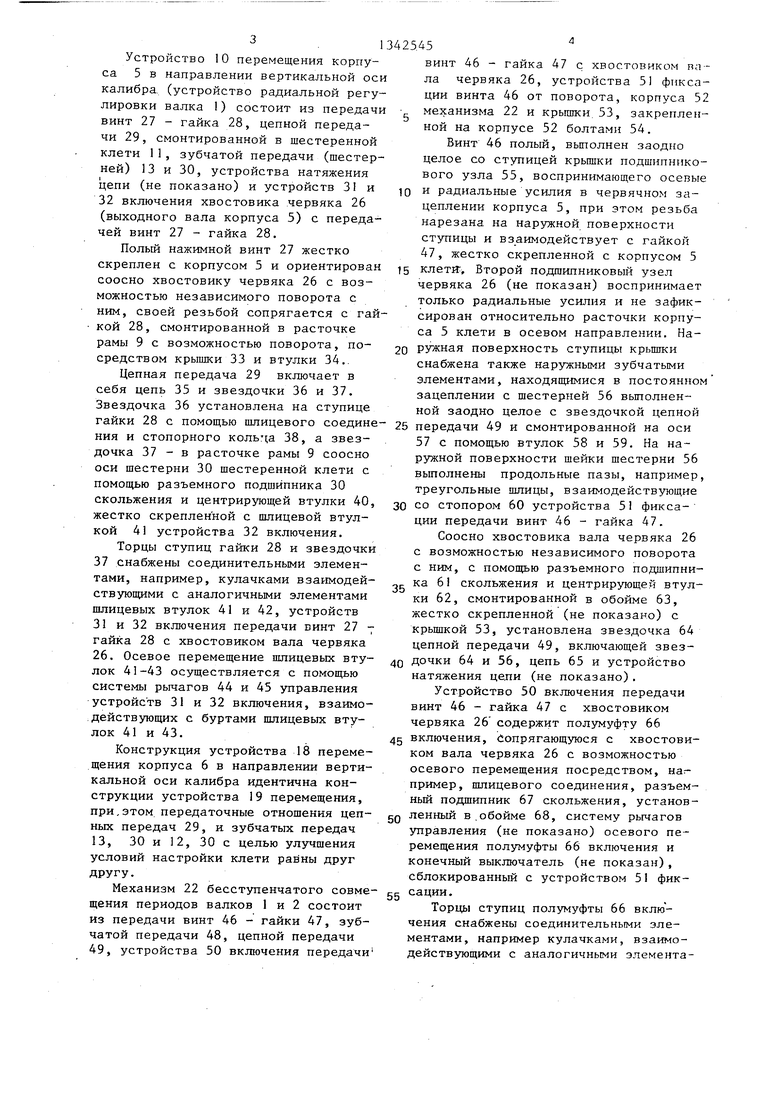
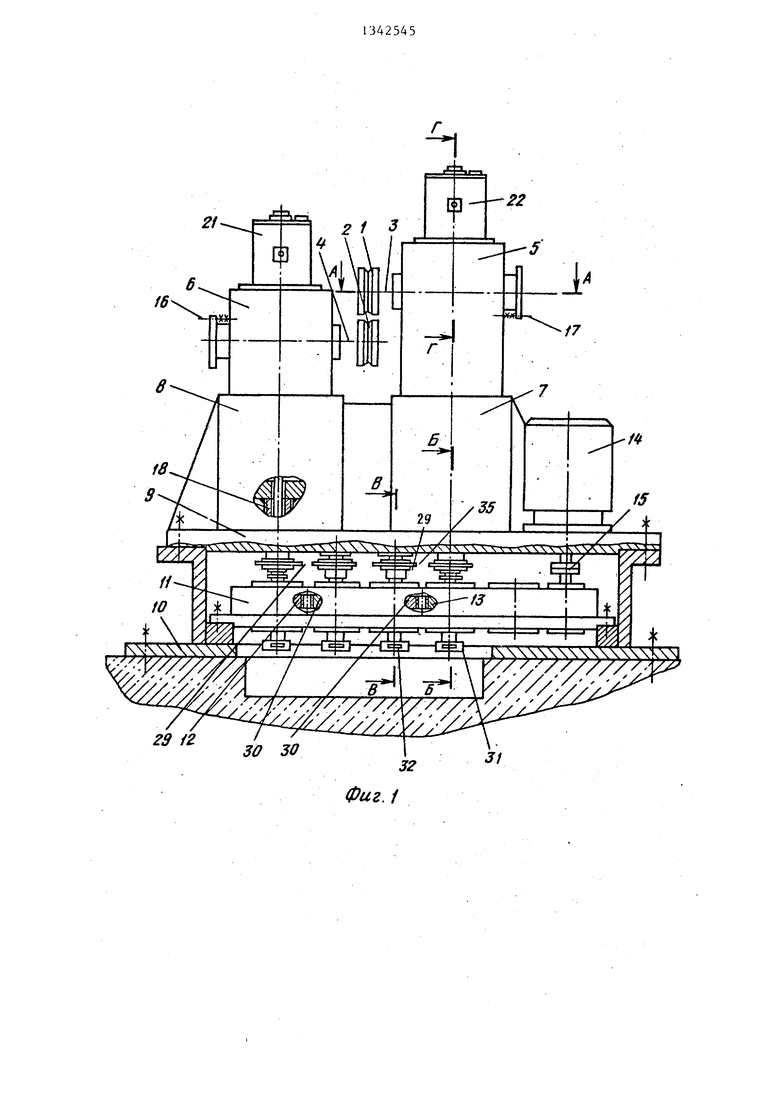
На фиг. 1 показано кдеть по оси
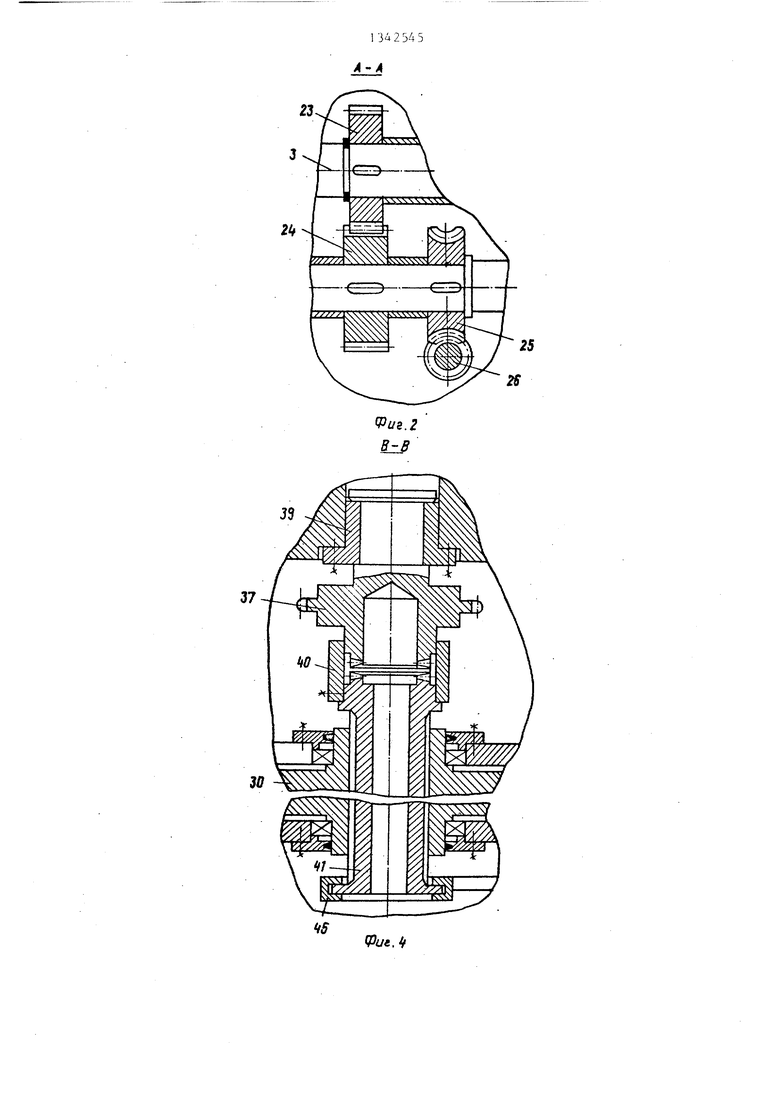
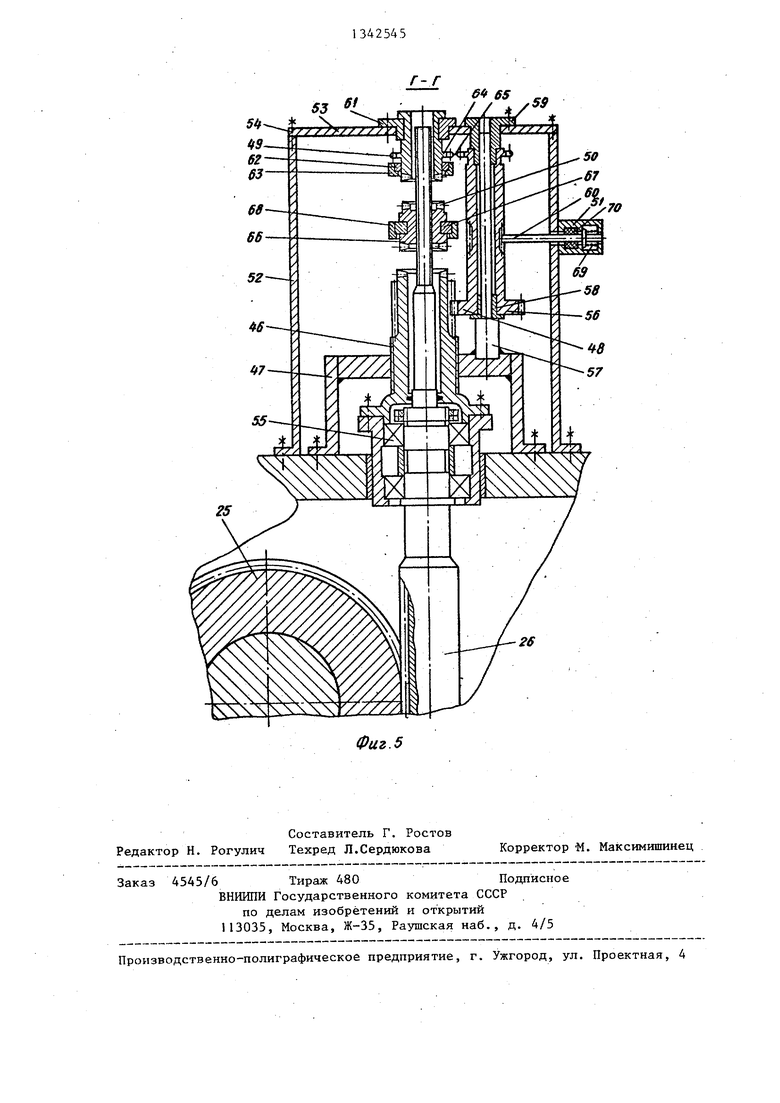
прокатки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 ; на фиг . 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг.1.
Прокатная клеть содержит рабочие валки 1 и 2, установленные на приводных валах 3 и 4 в подвижных в вертикальном направлении корпусах 5 и 6, смонтированных в направляющих 7 и 8 рамы 9, закрепленной на плитовине 10 устройства напряжения стыков корпус- направляющая (не показано).
Для перемещения корпуса 6 в другую сторону втулка 42 выводится из зацепления с гайкой 28, последняя через другую муфту включения и цепную передачу со звездочкой 36 начинает поворачиваться в другую сторону. Корпус 6 с валками перемещается в другую сторону. Для регулировки совпадения периодов валков выходной вал с червяком 26 выполнен с возможностьк. осевого перемещения от пары винт-гайка. Реверсивное перемещение червяка 26 выполнено аналогично перемещению корпусов 6 от цепных передач, оборудованных муфтами включения. 2 з.п. ф-лы, 5 ил. 1 табл.
5
5
0
Под рамой 9 на плитовине 10 размещена шестеренная клеть I1, оси кинематически связанных шестерен 12 и 13 которой ориентированы по направлению верти|сальной оси калибра валков 1 и 2, а двигатель 14 привода клети закреплен на плитовине 10 и соединен с валом шестерни (не показано) шестеренной клети I1 муфтой 15.
Прокатная клеть снабжена устройствами осевой регулировки 16 и 17 перемещения корпусов 18 и 19 в направлении вертикальной оси калибра Сра- диальной регулировки) валков 1 и 2, уравновешивающим устройство 20,, выполненным, .например, в виде комплекта тарельчатых пружин и установленным между корпусом 5 и рамой 9, а на верхних торцах корпусов 5 и 6 установлены механизмы 21 и 22 бесступенчатого регулирования периодов валков
1 и 2 ив том числе и при прокатке.
I
В корпусах 5 и 6 смонтированы прямозубая зубчатая передача, содержащая шестерни 23, жестко скрепленные с приводными валами 3 и 4, шестерни 24 и червячные передачи, включающие червячные колеса 25 и червяки 26. Ширина шестерен 24 для обеспечения постоянства сопряжения в зубчатых зацеплениях при осевых регулировках валков 1 и 2 больше ширины шестерен 23. .
Устройство 10 перемещения корпуса 5 в направлении вертикальной оси калибра (устройство радиальной регулировки валка 1) состоит из передачи винт 27 - гайка 28, цепной передачи 29, смонтированной в шестеренной клети 11, зубчатой передачи (шестерней) 13 и 30, устройства натяжения цепи (не показано) и устройств 31 и 32 включения хвостовика червяка 26 (выходного вала корпуса 5) с передачей винт 27 - гайка 28.
Полый нажимной винт 27 жестко скреплен с корпусом 5 и ориентирован соосно хвостовику червяка 26 с возможностью независимого поворота с ним, своей резьбой сопрягается с гайкой 28, смонтированной в расточке рамы 9 с возможностью поворота, посредством крышки 33 и втулки 34..
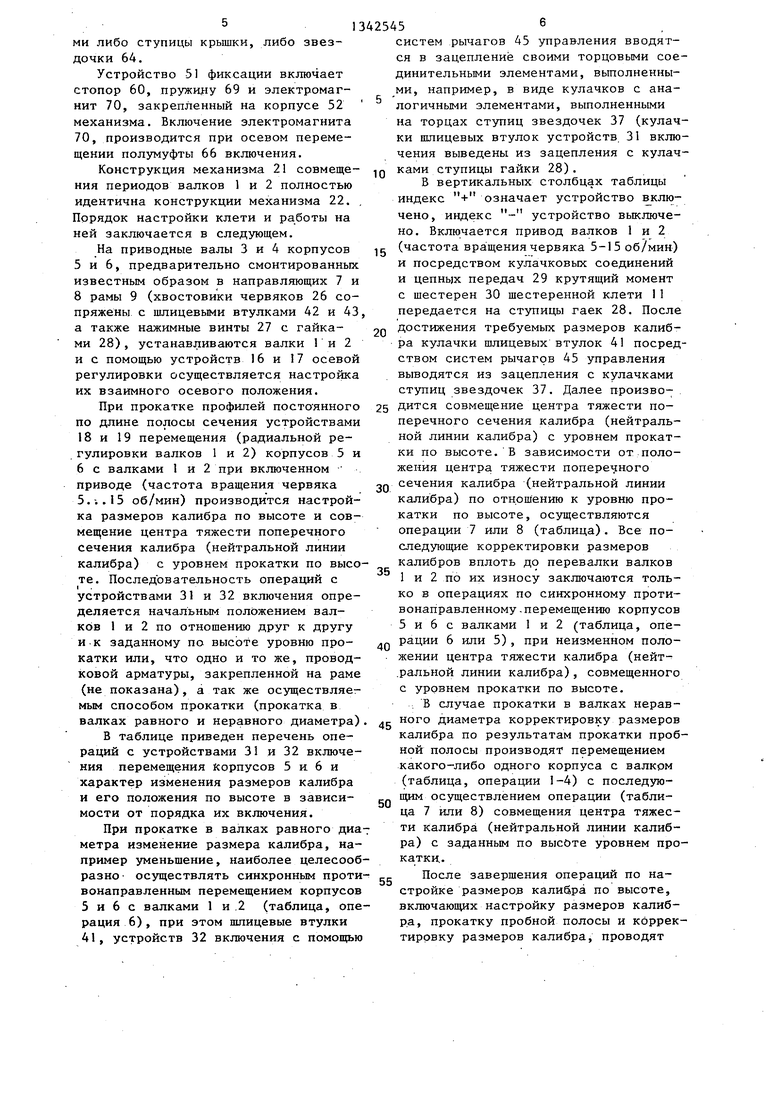
Цепная передача 29 включает в себя цепь 35 и звездочки 36 и 37. Звездочка 36 установлена на ступице
гайки 28 с помощью шлицевого соедине- 25 передачи 49 и смонтированной на оси
НИН и стопорного коль 1;а 38, а звездочка 37 - в расточке рамы 9 соосно оси шестерни 30 шестеренной клети с помощью разъемного подшипника 30 скольжения и центрирующей втулки 40, жестко скрепленной с шлицевой втулкой 4 устройства 32 включения.
Торцы ступиц гайки 28 и звездочки 37 снабжены соединительными элементами, например, кулачками взаимодействующими с аналогичными элементами шлицевых втулок 41 и 42, устройств 31 и 32 включения передачи винт 27 7 гайка 28 с хвостовиком вала червяка 26. Осевое перемещение шлицевых втулок 41-43 осуществляется с помощью системы рычагов 44 и 45 управления устройств 31 и 32 включения, взаимодействующих с буртами шлицевых втулок 41 и 43.
Конструкция устройства 18 перемещения корпуса 6 в направлении вертикальной оси калибра идентична конструкции устройства 19 перемещения, при,этом передаточные отношения цепных передач 29, и зубчатых передач 13, 30 и 12, 30 с целью улучшения условий настройки клети равны друг другу.
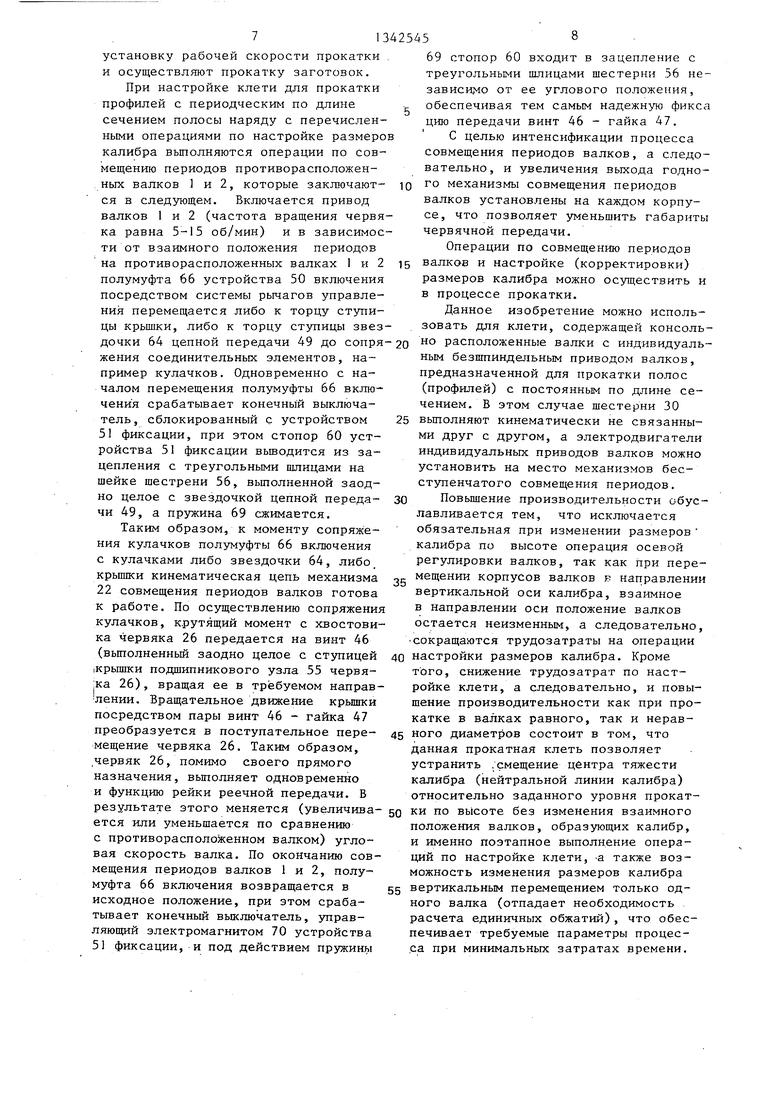
Механизм 22 бесступенчатого совмещения периодов валков 1 и 2 состоит из передачи винт 46 - гайки 47, зубчатой передачи 48, цепной передачи 49, устройства 50 включения передачи
30
35
40
57 с помощью втулок 58 и 59. На наружной поверхности шейки шестерни 56 выполнены продольные пазы, например треугольные шлицы, взаимодействующие со стопором 60 устройства 51 фиксации передачи винт 46 - гайка 47.
Соосно хвостовика вала червяка 26 с возможностью независимого поворота с ним, с помощью разъемного подшипни ка 61 скольжения и центрирующей втул ки 62, смонтированной в обойме 63, жестко скрепленной (не показано) с крьш1кой 53, установлена звездочка 64 цепной передачи 49, включающей звездочки 64 и 56, цепь 65 и устройство натяжения цепи (не показано).
Устройство 50 включения передачи винт 46 - гайка 47 с хвостовиком червяка 26 содержит полумуфту 66
45 включения. Сопрягающуюся с хвостови ком вала червяка 26 с возможностью осевого перемещения посредством, например, шлицевого соединения, разъемный подшипник 67 скольжения, установленный в.обойме 68, систему рычагов управления (не показано) осевого перемещения полумуфты 66 включения и конечный выключатель (не показан), сблокированный с устройством 51 фикgg сации.
Торцы ступиц полумуфты 66 вклю - чения снабжены соединительными элементами, например кулачками, взаимодействующими с аналогичными элемента50
42545
винт
46 - гайка 47 с хвостовиком пала червяка 26, устройства 51 фиксации винта 46 от поворота, корпуса 52 механизма 22 и крышки 53, закрепленной на корпусе 52 болтами 54.
Винт 46 полый, выполнен заодно целое со ступицей крьш1ки подшипникового узла 55, воспринимающего осевые 10 и радиальные усилия в червячном зацеплении корпуса 5, при этом резьба нарезана на наружной поверхности ступицы и взаимодействует с гайкой 47, жестко скрепленной с корпусом 5 15 клет. Второй подшипниковый узел червяка 26 (не показан) воспринимает только радиальные усилия и не зафиксирован относительно расточки корпуса 5 клети в осевом направлении. На- 20 Ружная поверхность ступицы крьштки снабжена также наружными зубчатыми элементами, находящимися в постоянном зацеплении с шестерней 56 выполненной заодно целое с звездочкой цепной
0
5
0
57 с помощью втулок 58 и 59. На наружной поверхности шейки шестерни 56 выполнены продольные пазы, например, треугольные шлицы, взаимодействующие со стопором 60 устройства 51 фиксации передачи винт 46 - гайка 47.
Соосно хвостовика вала червяка 26 с возможностью независимого поворота с ним, с помощью разъемного подшипника 61 скольжения и центрирующей втулки 62, смонтированной в обойме 63, жестко скрепленной (не показано) с крьш1кой 53, установлена звездочка 64 цепной передачи 49, включающей звездочки 64 и 56, цепь 65 и устройство натяжения цепи (не показано).
Устройство 50 включения передачи винт 46 - гайка 47 с хвостовиком червяка 26 содержит полумуфту 66
5 включения. Сопрягающуюся с хвостовиком вала червяка 26 с возможностью осевого перемещения посредством, например, шлицевого соединения, разъемный подшипник 67 скольжения, установленный в.обойме 68, систему рычагов управления (не показано) осевого перемещения полумуфты 66 включения и конечный выключатель (не показан), сблокированный с устройством 51 фикg сации.
Торцы ступиц полумуфты 66 вклю - чения снабжены соединительными элементами, например кулачками, взаимодействующими с аналогичными элемента0
ми либо ступицы крьшки, либо звездочки 64.
Устройство 51 фиксации включает стопор 60, пружилу 69 и электромагнит 70, закрепленный на корпусе 52 механизма. Включение электромагнита 70, производится при осевом перемещении полумуфты 66 включения.
Конструкция механизма 21 совмещения периодов валков 1 и 2 полностью идентична конструкции механизма 22. , Порядок настройки клети и работы на ней заключается в следующем.
На приводные валы 3 и 4 корпусов
5и 6, предварительно смонтированных известным образом в направляющих 7 и 8 рамы 9 (хвостовики червяков 26 сопряжены с шлицевыми втулками 42 и 43 а также нажимные винты 27 с гайками 28), устанавливаются валки 1 и 2
и с помощью устройств 16 и 17 осевой регулировки осуществляется настройка их взаимного осевого положения.
При прокатке профипей постаянного по длине полосы сечения устройствами 18 и 19 перемещения (радиальной регулировки валков 1 и 2) корпусов 5 и
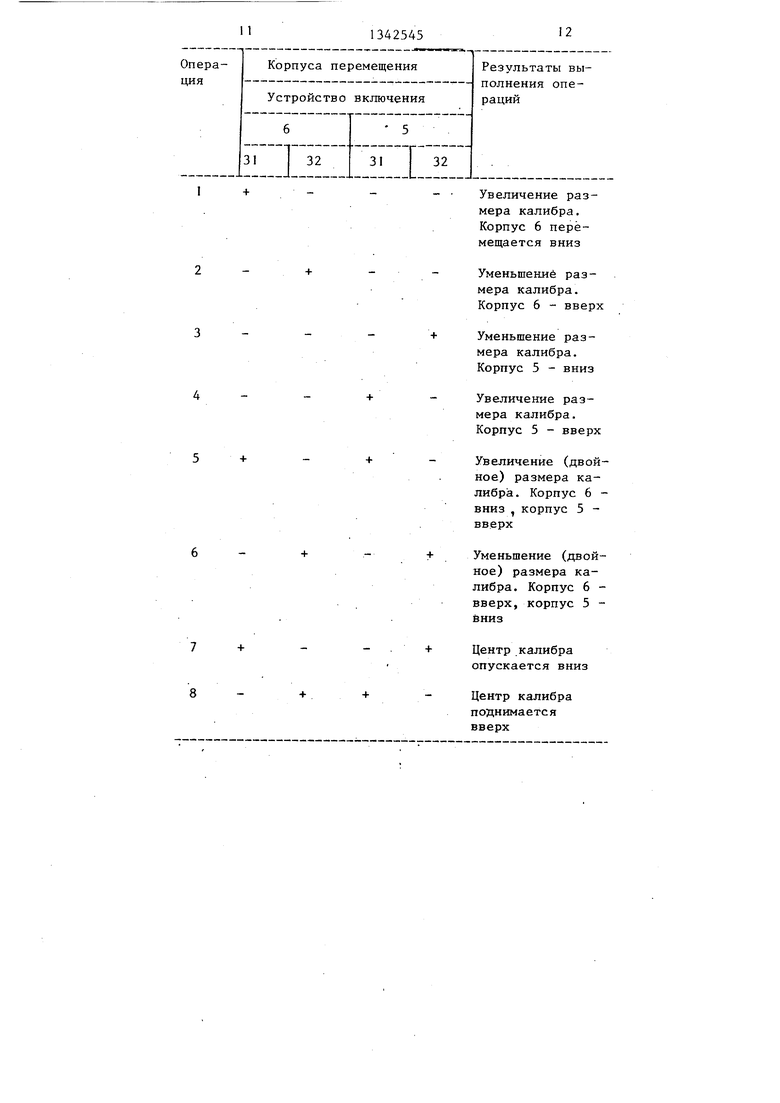
6с валками 1 и 2 при включенном приводе (частота вращения червяка 5.-. .15 об/мин) производится настройка размеров калибра по высоте и совмещение центра тяжести поперечного сечения калибра (нейтральной линии калибра) с уровнем прокатки по высоте. Последовательность операций с устройствами 31 и 32 включения определяется начальным положением валков 1 и 2 по отношению друг к другу
и к заданному по высоте уровню прокатки или, что одно и то же, провод- ковой арматуры, закрепленной на раме (не показана), а так же осуществляемым способом прокатки (прокатка в валках равного и неравного диаметра)
В таблице приведен перечень операций с устройствами 31 и 32 включения перемещения Корпусов 5 и 6 и характер изменения размеров калибра и его положения по высоте в зависимости от порядка их включения.
При прокатке в валках равного диа метра изменение размера калибра, например уменьшение, наиболее целесообразно осуществлять синхронным проти вонаправленным перемещением корпусов 5 и 6 с валками 1 и 2 (таблица, операция 6) , при этом шлицевые втулки 41, устройств 32 включения с помощью
3425456
систем рычагов 45 управления вводятся в зацепление своими торцовыми соединительными элементами, выполненны
ми, например, в виде кулачков с аналогичными элементами, выполненными на торцах ступиц звездочек 37 (кулачки шлицевых втулок устройств 31 включения выведены из зацепления с кулачками ступицы гайки 28).
В вертикальных столбцах таблицы индекс + означает устройство включено, индекс
устройство выключе0
5
0
5
но. Включается привод валков 1 и 2 g (частота вра щения червяка 5-15 об/мин) и посредством кулачковых соединений и цепных передач 29 крутящий момент с шестерен 30 шестеренной клети I1 передается на ступицы гаек 28. После достижения требуемых размеров калибра кулачки шлицевых втулок 41 посредством систем рычагов 45 управления выводятся из зацепления с кулачками ступиц звездочек 37. Далее производится совмещение центра тяжести поперечного сечения калибра (нейтральной линии калибра) с уровнем прокатки по высоте. В зависимости от положения центра тяжести поперечного сечения калибра (нейтральной линии калибра) по отношению к уровню прокатки по высоте, осуществляются операции 7 или 8 (таблица). Все последующие корректировки размеров калибров вплоть до перевалки валков 1 и 2 по их износу заключаются только в операциях по синхронному противонаправленному .перемещению корпусов 5 и 6 с валками 1 и 2 (таблица, операции 6 или 5), при неизменном положении центра тяжести калибра (нейт- .ральной линии калибра), совмещенного с уровнем прокатки по высоте.
. В случае прокатки в валках неравного диаметра корректировку размеров калибра по результатам прокатки пробной полосы производят перемещением какого-либо одного корпуса с валком (таблица, операции 1-4) с последующим осуществлением операции (таблица 7 или 8) совмещения центра тяжести калибра (нейтральной линии калибра) с заданным по высоте уровнем прокатки.
После завершения операций по настройке размеров калибра по высоте, включающих настройку размеров калибра, прокатку пробной полосы и корректировку размеров калибра, проводят
0
5
0
5
установку рабочей скорости прокатки . и осуществляют прокатку заготовок.
При настройке клети для прокатки профилей с периодческим по длине сечением полосы наряду с перечисленными операциями по настройке размеров калибра вьтолняются операции по совмещению периодов противорасположен- ных валков 1 и 2, которые заключаются в следующем. Включается привод валков 1 и 2 (частота вращения червяка равна 5-15 об/мин) и в зависимости от взаимного положения периодов на противорасположенных валках 1 и 2 полумуфта 66 устройства 50 включения посредством системы рычагов управления перемещается либо к торцу ступицы крьшки, либо к торцу ступицы звездочки 64 цепной передачи 49 до сопря- 20 ° расположенные валки с индивидуальжения соединительных элементов, например кулачков. Одновременно с началом перемещения полумуфты 66 включения срабатывает конечный выключатель, сблокированный с устройством 51 фиксации, при этом стопор 60 устройства 51 фиксации вьшодится из зацепления с треугольными шлицами на шейке шестрени 56, выполненной заодно целое с звездочкой цепной передачи 49, а пружина 69 сжимается.
Таким образом., к моменту сопряжения кулачков полумуфты 66 включения с кулачками либо звездочки 64, либо крышки кинематическая цепь механизма 22 совмещения периодов валков готова к работе. По осуществлению сопряжени кулачков, крутящий момент с хвостовика червяка 26 передается на винт 46
(выполненный заодно целое с ступицей 40 настройки размеров калибра. Кроме |Крьшки подшипникового узла 55 червя- того, снижение трудозатрат по наст- ка 26), вращая ее в требуемом направ- лении. Вращательное движение крышки посредством пары винт 46 - гайка 47 преобразуется в поступательное перемещение червяка 26. Таким образом, ,червяк 26, помимо своего прямого назначения, выполняет одновременно и функцию рейки реечной передачи. В результате этого меняется (увеличива- 50 ки по высоте без изменения взаимного ется или уменьшается по сравнению положения валков, образующих калибр, с противорасположенном валком) угло- и именно поэтапное выполнение опера- вая скорость валка. По окончанию совмещения периодов валков 1 и 2, полумуфта 66 включения возвращается в исходное положение, при этом срабатывает конечный выключатель, управляющий электромагнитом 70 устройства
ройке клети, а следовательно, и повы шение производительности как при про катке в валках равного, так и нерав- 45 ного диаметров состоит в том, что данная прокатная клеть позволяет устранить .смещение центра тяжести калибра (нейтральной линии калибра) относительно заданного уровня прокат
ций по настройке клети, -а также возможность изменения размеров калибра 55 вертикальным перемещением только одного валка (отпадает необходимость расчета единичных обжатий), что обеспечивает требуемые параметры процесса при минимальных затратах времени.
51 фиксации, и под действием пружины
69 стопор 60 входит в зацепление с треугольными шлицами шестерни 56 не- зависи 1о от ее углового положения, обеспечивая тем самым надежную фикса цию передачи винт 46 - гайка 47.
С целью интенсификации процесса совмещения периодов валков, а следовательно, и увеличения выхода годно- го механизмы совмещения периодов валков установлены на каждом корпусе, что позволяет уменьшить габариты червячной передачи.
Операции по совмещению периодов валков и настройке (корректировки) размеров калибра можно осуществить и в процессе прокатки.
Данное изобретение можно использовать для клети, содержащей консоль5
0
5
ным безшпиндельным приводом валков, предназначенной для прокатки полос
(профилей) с постоянным по длине сечением. В этом случае шестерни 30 вьшолняют кинематически не связанными друг с другом, а электродвигатели индивидуальных приводов валков можно установить на место механизмов бесступенчатого совмещения периодов.
Повьш1ение производительности обуславливается тем, что исключается обязательная при изменении размеров калибра по высоте операция осевой регулировки валков, так как при перемещении корпусов валков в направлении вертикальной оси калибра, взаимное в Направлении оси положение валков остается неизменным, а следовательно, сокращаются трудозатраты на операции
40 настройки размеров калибра. Кроме того, снижение трудозатрат по наст- 50 ки по высоте без изменения взаимного положения валков, образующих калибр, и именно поэтапное выполнение опера-
ройке клети, а следовательно, и повышение производительности как при прокатке в валках равного, так и нерав- 45 ного диаметров состоит в том, что данная прокатная клеть позволяет устранить .смещение центра тяжести калибра (нейтральной линии калибра) относительно заданного уровня прокатнастройки размеров калибра. Кроме того, снижение трудозатрат по наст- ки по высоте без изменения взаимного положения валков, образующих калибр, и именно поэтапное выполнение опера-
ций по настройке клети, -а также возможность изменения размеров калибра вертикальным перемещением только одного валка (отпадает необходимость расчета единичных обжатий), что обеспечивает требуемые параметры процесса при минимальных затратах времени.
Упрощение конструкции клети достигается путем совместного исполнения привода устройств радиальной регулировки валков (перемещения корпусов с валками в направлении вертикальной оси калибра) и механизмов бесступенчатого совмещения периодов валков с приводом валков. Существенно по сравнению с известными решениями упрощается конструктивное исполнение безшпиндельного привода и механизма безступенчатого совмещения периодов, а следовательно, и снижается трудоемкость изготовления клети.
Повышение точности прокатки обуславливается прямолинейным характером перемещения валков при настройке размеров калибра, оси валков всегда параллельны при любых размерах калибра- ,
Описанная конструкция клети позволяет снизить трудозатраты по настройке liheTH в зависимости от маркопро- филесортамента на 3-22% и повысить производительность на 0,2-3,6%.
Изобретение используют в техническом проекте компактной прокатной клети диаметром валков 150 мм, предназначенной дпя типовых участков про катки для производства рациональных в том числе высокоточных заготовок деталей в условиях машиностроительных заводов.
Формула изобретения
1. Прокатная клеть, содержащая .консольно расположенные приводные рабочие валки, установленные в ьмон- 1 ированных в направляющих с возможностью вертикального перемещения корпусах, снабженных редукторами привода валков, Включающими прямозубую и червячную передачи, причем червяк последней установлен в подшипниках, выполнен заодно с выходным валом корпуса и связан с шестеренной клетью, установленной на плитовине, а также устройства перемещения корпусов и ме0
5
0
25
зо
ханизмы бесступенчатого- совмещения периодов валков, в том числе и при прокатке, отличающаяся тем, что, с целью повьш1ения производительности путем уменьшения трудозатрат по настройке калибра и упрощения конструкции клети за счет совместного исполнения привода валков и устройств перемещения корпусов, оси шестерен шестеренной клети расположены вертикально, а приводы перемещения корпусов выполнены в виде жестко связанных с корпусами полых винтов, охватывающих выходные валы, и взаимодействующих с упомянутыми винтами гаек, установленных в раме с возможностью поворота, при этом гайки и выходные валы оборудованы муфтами включения.
2.Клеть по п. 1, о т л и ч а ю- щ а я с я тем, что, с целью дальнейшего повышения производительности за счет радиальной регулировки валков независимо от направления вращения валков, клеть снабжена оборудованными муфтами включения, цепными передачами, связывающими.привод клети
с устройствами перемещения корпусов..
3.Клеть по п, .1 , о т л ч a ю- щ а я с я тем, что, с целью упрощения конструкции механизма бесступенчатого совмещения периодов валков и совместного его исполнения с приводом клети, червяки червячных передач, размещенных в корпусах, установлены
с возможностью осевого перемещения и снабжены механизмами их перемещения в виде гаек, жестко связанных Q -с корпусами, и взаимодействующих с ними крьш1ек подшипников червяков в виде потгьгх винтов, охватываюш 1х хвостовики червяков, с зубчатыми венцами на концах,при этом механизмы перемере щения червяков оборудованы муфтами включения и дополнительным зубоцеп- ными передачами со стопорами, шестерни которых взаимодействуют с зубчатыми венцами крышек, а цепные передачи связаны с муфтами включения.
5 +
Увеличение размера калибра. Корпус 6 перемещается вниз
Уменьшение размера калибра. Корпус 6 - вверх
Уменьшение размера калибра. Корпус 5 - вниз
Увеличение размера калибра. Корпус 5 - вверх
Увеличение (двойное) размера калибра. Корпус 6 - вниз , корпус 5 - вверх
Уменьшение (двойное) размера калибра. Корпус 6 - вверх, корпус 5 - вниз
Центр калибра опускается вниз
Центр калибра
поднимается
вверх
23 12
30 30
Фиг.1
37-4
(pue.Jf
Составитель Г. Ростов Редактор Н. Рогулич Техред Л.Сердюкова
Заказ 4545/6 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.5
Корректор М. Максимишинец
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уравновешивания рабочего валка | 1987 |
|
SU1424892A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Прокатная клеть | 1984 |
|
SU1227269A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| Прокатный стан | 1987 |
|
SU1423195A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1667960A2 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
Изобретение относится к прокатному производству, а точнее к прокатным клетям для производства профилей с постоянным и периодическим по длине полосы сечением. Цель изобретения - повышение производительности путем уменьшения трудозатрат по настройке калибра и упрощение конструкции клети за счет совместного исполнения привода валков и устб-В (Л со 4 o ел 4 сл чъ
| ПРОКАТНАЯ КЛЕТЬ | 0 |
|
SU362654A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть | 1981 |
|
SU980876A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
