(54) ТРУБОПРОКАТНЫЙ ИНСТРУМЕНТ ПИЛИГРИМОВОГО
1
Изобретение относится к области обработки металлов давлением, в частности к трубопрокатному производству, и касается формы наружного и внутреннего технологического инструмента, а именно ручья валков и оправки стана холодной пилигримовой прокатки труб.
Известен трубопрокатный инструмент пилигримового стана, в частности ручей валка переменного сечения, гребень которого в зоне обжатия выполнен криволинейной образующей, причем на всей протяженности данной зоны расположены валики по периметру поперечного сечения ручья с пересечением его-гребня 1.
Недостатком такого инструмента являются пиковые нагрузки на прокатный инструмент, в частности на валки, что создает пульсирующий режим деформации на длине обжимной зоны, а при увеличенных режимах обжатий приводит к быстрому выходу прокатного инструмента из строя (валков и оправок-дорнов).
Наиболее близким по технической сущности к предлагаемому решению является трубопрокатный инструмент, включающий оправку с параболической образующей и
СТАНА
валки с ручьями переменного сечения, кривая гребня которых в рабочих зонах редуцирования и обжатия выполнена по параболе с порядком степени, отличным от порядка криволинейной образующей оправки, при этом профиль гребня ручья имеет порядок степени параболы на единицу выше, чем порядок степени образующей оправки 2. Недостатком такого инструмента является невозможность обеспечения повышенных режимов деформаций, в частности по диаметру, в связи с возникновением пережима стенки посреди обжимной зоны, что объясняется неблагоприятным сочетанием рассогласованности кривых образующей оправки и профиля гребня ручья. Наличие пережима на длине обжимной зоны помимо ухудщения точности труб по стенке создает пиковые нагрузки на прокатный инструмент (калибры и оправку). Ручей валков в области пережима имеет повышенный износ как по гребню ручья, так и по ребордам,
20 а оправки на этом же участке начинают «течь (утоняться), возникают «шейки, ухудшается сход трубы с оправки в связи с затеканием металла в образовавшуюся «шейку на оправке. В конечном счете это
разрушает наружный и внутренний инструмент, снижает производительность оборудования.
Целью изобретения является увеличение стойкости инструмента при повышенных режимах деформации.
Поставленная цель достигается тем, что в предлагаемом трубопрокатном инструменте пилигримового стана, содержащем валки, имеющие по окружности бочки каждого из них ручей с выпусками, кривая гребня кбторого в зонах редуцирования и обжатия выполнена в виде параболы, и оправку с параболической образующей и с порядком степени ее, отличным от порядка степени параболы гребня ручья, согласно изобретению, парабола гребня ручья по длине зоны редуцирования имеет порядок степени на 1-3 больше, чем порядок степени параболы гребня ручья в зоне .обжатия, и на границе зон редуцирования и обжатия ручья выполнен поперечный сегментообразный выступ, уменьшающийся по высоте и ширине от наибольшего своего значения на гребне к выпускам, а параболическая образующая оправки имеет порядок степени, равный полусумме значений порядка степеней парабол зон редуцирования и обжатия ручья.
Наличие поперечного выступа на границе зон редуцирования и обжатия ручья позволяет строго фиксировать протяженность зоны чистого редуцирования/ гарантирует облегченный сход трубы с оправки, а совместно с сочетанием парабол с различным порядком степени в .начальном и концевом участках ручья обеспечивает повышенную стойкость трубопрокатного инструмента, что является залогом возможности интенсификации режимов обжатий и высокого уровня качества прокатываемых труб.
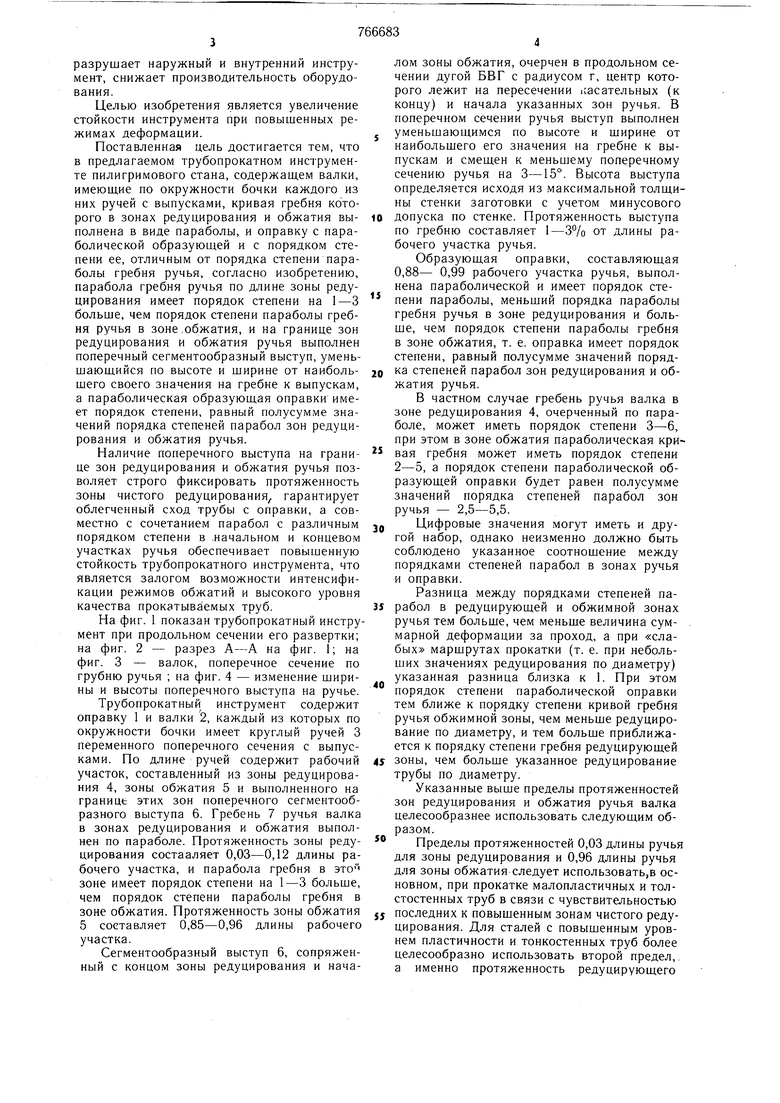
На фиг. 1 показан трубопрокатный инструмент при продольном сечении его развертки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - валок, поперечное сечение по грубню ручья ; па фиг. 4 - изменение ширины и высоты поперечного выступа на ручье.
Трубопрокатный инструмент содержит оправку 1 и валки 2, каждый из которых по окружности бочки имеет круглый ручей 3 переменного поперечного сечения с выпусками. По длине ручей содержит рабочий участок, составленный из зоны редуцирования 4, зоны обжатия 5 и выполненного на границе этих зон поперечного сегментообразного выступа 6. Гребень 7 ручья валка в зонах редуцирования и обжатия выполнен по параболе. Протяженность зоны редуцирования состааляет 0,03-0,12 длины рабочего участка, и парабола гребня в зоне имеет порядок степени на 1-3 больше, чем порядок степени параболы гребня в зоне обжатия. Протяженность зоны обжатия 5 составляет 0,85-0,96 длины рабочего участка.
Сегментообразный выступ 6, сопряженный с концом зоны редуцирования и началом зоны обжатия, очерчен в продольном сечении дугой БВГ с радиусом г, центр которого лежит на пересечении 1сасательных (к концу) и начала указанных зон ручья. В поперечном сечении ручья выступ выполнен
уменьшающимся по высоте и ширине от наибольшего его значения на гребне к выпускам и смещен к меньшему поперечному сечению ручья на 3-15°. Высота выступа определяется исходя из максимальной толщины стенки заготовки с учетом минусового
допуска по стенке. Протяженность выступа по гребню составляет 1-3°/о от длины рабочего участка ручья.
Образующая оправки, составляющая 0,88- 0,99 рабочего участка ручья, выполнена параболической и имеет порядок степени параболы, меньщий порядка параболы гребня ручья в зоне редуцирования и больше, чем порядок степени параболы гребня в зоне обжатия, т. е. оправка имеет порядок степени, равный полусумме значений порядка степеней парабол зон редуцирования и обжатия ручья.
В частном случае гребень ручья валка в зоне редуцирования 4, очерченный по параболе, может иметь порядок степени 3-6, при этом в зоне обжатия параболическая кривая гребня может иметь порядок степени 2-5, а порядок степени параболической образующей оправки будет равен полусумме значений порядка степеней парабол зон ручья - 2,5-5,5.
Q Цифровые значения могут иметь и другой набор, однако неизменно должно быть соблюдено указанное соотнощение между порядками степеней парабол в зонах ручья и оправки.
Разница между порядками степеней паJ рабол в редуцирующей и обжимной зонах ручья тем больше, чем меньше величина суммарной деформации за проход, а при «слабых маршрутах прокатки (т. е. при небольших значениях редуцирования по диаметру) указанная разница близка к 1. При этом порядок степени параболической оправки тем ближе к порядку степени кривой гребня ручья обжимной зоны, чем меньше редуцирование по диаметру, и тем больще приближается к порядку степени гребня редуцирующей
5 зоны, чем больше указанное редуцирование трубы по диаметру.
Указанные выше пределы протяженностей зон редуцирования и обжатия ручья валка целесообразнее использовать следующим образом.
Пределы протяженностей 0,03 длины ручья для зоны редуцирования и 0,96 длины ручья для зоны обжатия следует использовать,в основном, при прокатке малопластичных и толстостенных труб в связи с чувствительностью
5 последних к повышенным зонам чистого редуцирования. Для сталей с повышенным уровнем пластичности и тонкостенных труб более целесообразно использовать второй предел, а именно протяженность редуцирующего обжимного участка соответственно 0,12 и 0,85 рабочей длины ручья. Пределы протяженности параболической части оправки выбираются исходя из протяженностей обжимной зоны ручья и сегментообразного выступа. Работа трубопрокатного инструмента пили гримового стана осуществляется следующим образом. При крайнем положении валков 2 в зеве подачи происходит перемещение заготовки 8, затем валки, накатываясь на нее, вначале редуцируют по диаметру до точки В, а затем начинают плавно обжимать по стенке. Обжатие по стенке начинается в той же точке В и осуществляется на всей протяженности зоны обжатия б.Варьирование порядком степеней парабол позволяет в конце обжимной зоны 5 на длине одной-полутора величин линейных смещений металла сформировать трубу по всем геометрическим параметрам - в частности стенки и диаметра. А это позволяет полностью отказаться от калибрующего участка как такового, т. е. расщирить зону активного воздействия прокатного инструмента на металл деформируемой трубы, следовательно, увеличить суммарные деформации за проход по абсолютной и относительной величине с сохранением более продольного срока службы инструмента. Предлагаемый инструмент пилигримового стана позволяет увеличить его стойкость при повышенных режимах обжатий за счет выравнивания технологических нагрузок по зонам инструмента и за счет вторичного захвата трубы валками на границе зон редуцирования и обжатия. Формула изобретения Трубопрокатный инструмент пилигримового стана, содержащий валки, имеющие по окружности бочки каждого из них ручей с выпусками, кривая гребня которого в зонах редуцирования и обжатия выполнена в виде параболы и оправку с параболической образующей и с порядком степени ее, отличным от порядка степени параболы гребня ручья, отличающийся тем, что, с целью увеличения стойкости инструмента при повыщенных режимах обжатия, парабола гребня ручья по длине зоны редуцирования имеет порядок степени на 1-3 больще, чем порядок степени параболы гребня ручья в зоне обжатия, и на границе зон редуцирования и обжатия ручья выполнен поперечный сегментнообразный выступ, уменьшающийся по высоте и ширине от наибольшего своего значения на гребне к выпускам, а параболическая образующая оправки имеет порядок степени, равный полусумме значений порядка степеней парабол зон редуцирования и обжатия ручья. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 554896, кл. В 21 В 21/02, 1975. 2.Авторское свидетельство СССР № 534261, кл. В 21 В 21/02, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |

