1
Изобретение отиосится к облаети обработки металлов давлением и, в частности, к оснастке для прошивки заготовок.
Известно устройство для прошивки, содержаш,ее пуансон и центрируюш,ий узел, выполнеиный В виде двух полувтулок, установленных с возможностью пере.меш,ения вдоль оси устройства по направляющим 1.
Недостатком известного устройства является то, что при односторонней выработке полувтулок в месте разъема устранить разпоетенность издел 1Я невозможно.
Наиболее близким решением к данному является устройство, содержаш,ее пуансон и втулку, центрирующую его относительно контейиера 2J.
Однако и в данном устройстве наблюдается односторонний износ центрирующей втулки, что приводит к отклонению пуаиеона от оеи
ИрОШИВКИ.
Целью изобретения является улучшение условий прошивки путем исключения одиосторониего износа центрирующей втулки.
Для достижения этой цели центрирующая втулка выполнена в виде шестерни с конической ступицей и установлена в выполненной в контейнере расточке с возможностью вращения вокруг оси.
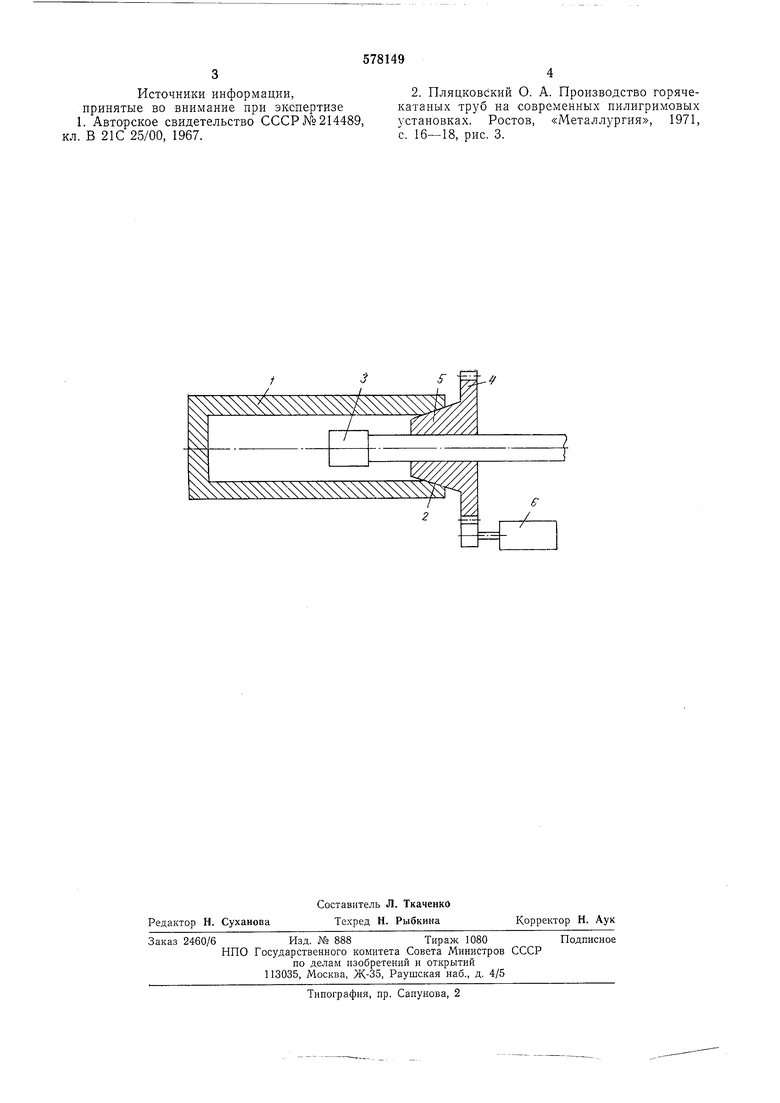
На чертеже показано предлагаемое устройство.
Устройство содерлсит контейнер 1 с расточкой 2, прошивной пуансон 3, центрирующую втулк}, выполненнхю в виде шестерни 4 с конической ступицей 5, и привод 6 центрирующей ВТХЛКИ.
Устройство работает следующим образом.
Центрирующую втулку вводят в контейнер 1 и перемещают через нее пуансон 3. В момент прошивки втулке придают вращательное движение.
Вращение втулки в момент прощивки иозволяет обеспечить соосность установки прошивного пуансона и контейнера за счет предотвращения одностороннего износа и снизить разностенность прошиваемых стаканов в средне.м на 15%. При этом время работы одной втулки при ирочих равных условиях увеличивается в 2 раза.
Формула изобретения
Устройство для прошивки заготовок, содержащее пуансон и центрирующую его относительно контейнера втулку, отличающееся тем, что, с целью улучшения условий прошивки путем исключения одноетороннего износа центрирующей втулки, последняя выполнена в виде шестерни с конической ступицей и установлена в выполненной в контейнере расточке с возмол;ностью вращения вокруг оси.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №214489, кл. В 21С 25/00, 1967.
2. Пляцковский О. А. Производство горячекатаных труб на современных пилигримовых установках. Ростов, «Металлургия, 1971, с. 16-18, рис. 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования прошивня на поковках | 1981 |
|
SU996028A1 |
| Устройство для прошивки заготовок | 1974 |
|
SU521983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления поковок с фланцем и ступицей | 1982 |
|
SU1090478A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| Устройство для прошивки заготовок | 1975 |
|
SU606647A1 |
| Способ прошивки кольцевых заготовок и устройство для его осуществления | 1983 |
|
SU1204311A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
