Изобретение относится к обработке металлов давлением, а именно к способам штамповки полых поковок. Известен способ изготовления поковок типа высоких ступиц с фланцами штамповкой полой заготовки с конической или полусферической ступицей и плоским фланцем и пocлeдylaE eй раздачей ступиц пуансоном 13Недостатком этого способа является повьцденньй расход металла на припуски под механическую обработку по фланцу и внутренней поверхности ступицы. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ изготов ления поковок с фланцем и ступицей, включающий получение чашеобразной промежуточной заготовки с дном и фланцем, перпендикулярнь1м образующей прилегающего к нему участка цент; ральной части, обрезку облоя по контуру фланца, прошивку дна в промежуточной заготовке Л1 раздачу ее цент ральной части с ограничением формоизменения фланца С 2 . Недостатком данного способа явJJЯется образование утяжнны на внутреннем переходном от фланца к ступице участке, что снижает качество поковок и требует завышенного расхода металла на напуски на уклоны по фла цам и на дополнительные пр1шуски на механическую обработку по отверстию Целью изобретения является улучшение качества поковок за счет повышения их геометрической точности. Поставленная цель достигается тем что согласно способу изготовления поковок с фланцем и ступицей, включающему получение чашеобразной промежуточной заготовки с дном и фланцем, перпендикулярны - образующей при легающего к. нему- участка центральной части, обрезку облоя по контуру флан ца, прошивку дна в промежуточной за готовке и раздачу ее центральной ча сти с огран1гаением формоизменения фланца, центральную часть промежуточной заготовки получают в форме усеченного конуса, перед раздачей центральной части производят отгибку фланца э положение, перпендшсулярное оси поковки, путем обжима пр легающего к фланцу участка централь ной части, а при раздаче центрально части ограничивают деформацию фланца по В1 1утреннему диаметру. На фиг. 1 схеметично изображена ста дня процесса; разрез А-А на фиг.4; на фиг.2 - начальн1 гй момент отгибки на фиг.З - начальный момент раздачи ступицы; на фиг.4 - положение подвижньк частей устройства для реализации способа в процессе раздачи, ввд в плане. Отштампованную с развернутым фланцем и конической ступицей промежуточную поковку 1 устанавливают на матрицу 2 таким образом, чтобы она не касалась выталкивателя 3 и,прошивня 4, и осуществляют обрезку заусенца и прошивку отверстия. После прошивки ступица прилегает к конической части прошивня и опирается фланцем на разрезную втулку 5, подпружиненную через ограничительную шайбу 6 пружиной 7. Пружина предварительно сжата с усилием, равным максимальному усилию раздачи Рр (фиг .2 ), При ходе вниз элементы втулки поворачиваются вокруг закругления стойки 8. Происходит отгибка фланца путем обжима прилегающего к нему участка ступи1р 1 мелсду элементами втулки и пуансоном 9. В процессе раздачи фланец, окимают по плоскостям с усилием ifl , не меньшим усилия разда.чи, что препятствует его дальнейшему изгибу (фиг.З Кроме того,втулкой препятствуют уменьшение внутреннего диаметра ступицы i вследствие изгиба стенки после раздачи и ее тепловой усадки, Неизбеж--. ные силы трения, возникающие после отгибки фланца и прилегания его внутренней поверхности к пуансону, устраняют путем перемещения втулки вместе с заготовкой. Так как проскальзывание в зоне койтакта с втулкой отсутствует, то силы сцепления (Р,сц ) между втулкой и заготовкой играют положительную роль, выступая как тянущее усилие, уменьшающее утяжку металла у фланца и искривление торца ступицы.. После выполнения раздачи при ходе вверх выталкиватель снимает поковку с прошивня и втулки. При съеме поковки трение возникает только в зоне контакта с закругленной кромкой прошивня, так как. элементы втулки совершают при съеме поворот на угол конусности в исходное положение.
Пр/адлагаемый способ по сравнению с известным позволяет повысить геометрическую точность
поковок, чем снижает расход металла и трудоемкость получения изделий.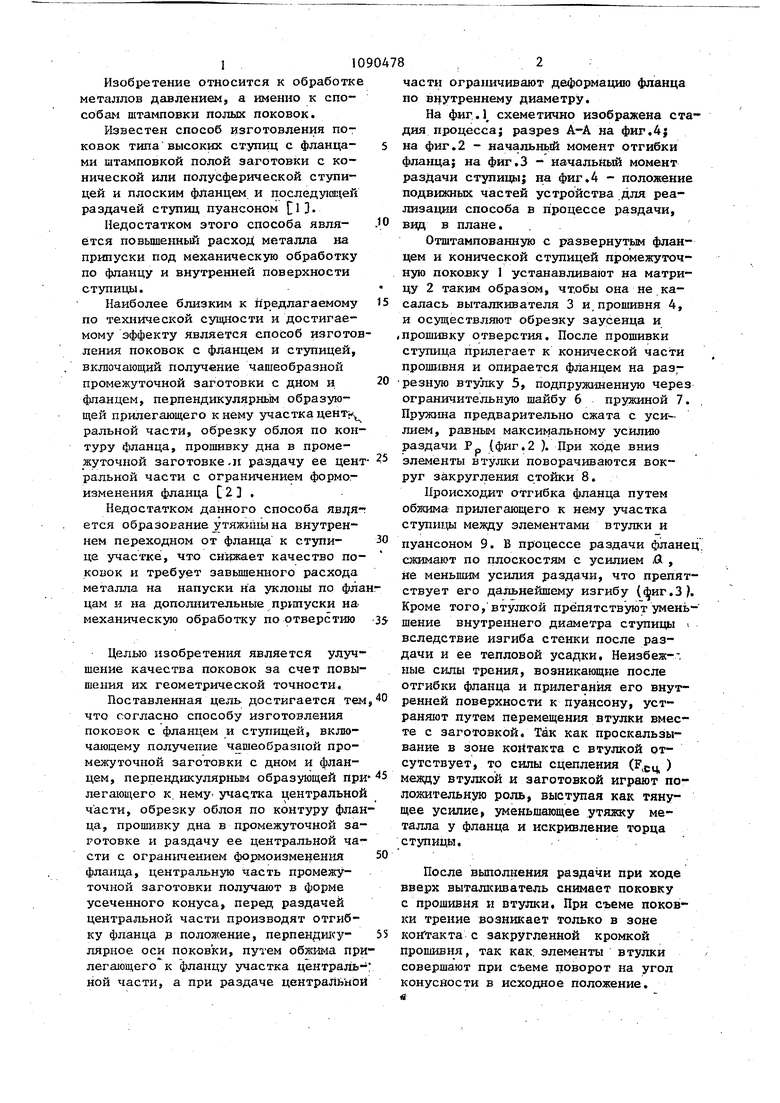

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Заготовка для изготовления поковок с фланцем и ступицей | 1988 |
|
SU1551462A1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Комбинированный штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU869928A1 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
СПОСОБ ИЗГОТОВЖНИЯ ПОКОВОК С ФЛАНЦЕМ И СТУПИЦЕЙ, включающий, nor лучение чашеобразной промежуточной заготовки с дном и фланцем, перпендикулярньм образующей прилегающего ff к нему участка центральной части, обрезку облоя по.контуру фланца, прошивку дйа в промежуточно заготовке и раздачу ее центральной части с ограничением формоизменения фланца, о тличающийся тем, что, с целью улучшения качества покО вок за счет повьшения их размерной точности, центральную часть промежуточной заготовки получают в форме усеченного конуса, перед раздачей центральной части производят отгибку фланца в положение, перпендикулярное оси поковки, путем обясима прилегающего к фланцу участка центральной части, а при раздаче централ1 ной части ограничивают-деформацию фланца по внутреннему диаметру.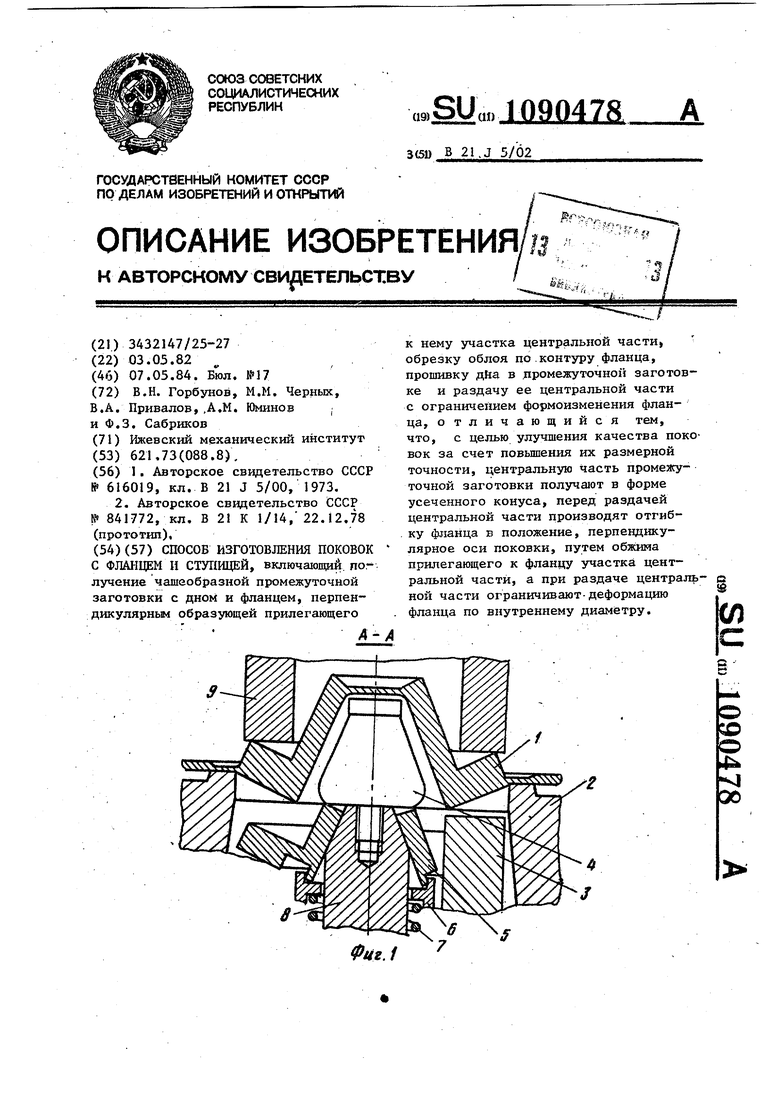
Фиг. 2
Фиг.З
ff S
ФагЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заготовка для изготовления штамповок с фланцем и ступицей | 1973 |
|
SU616019A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления патрубков сфлАНцЕМ | 1978 |
|
SU841772A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
