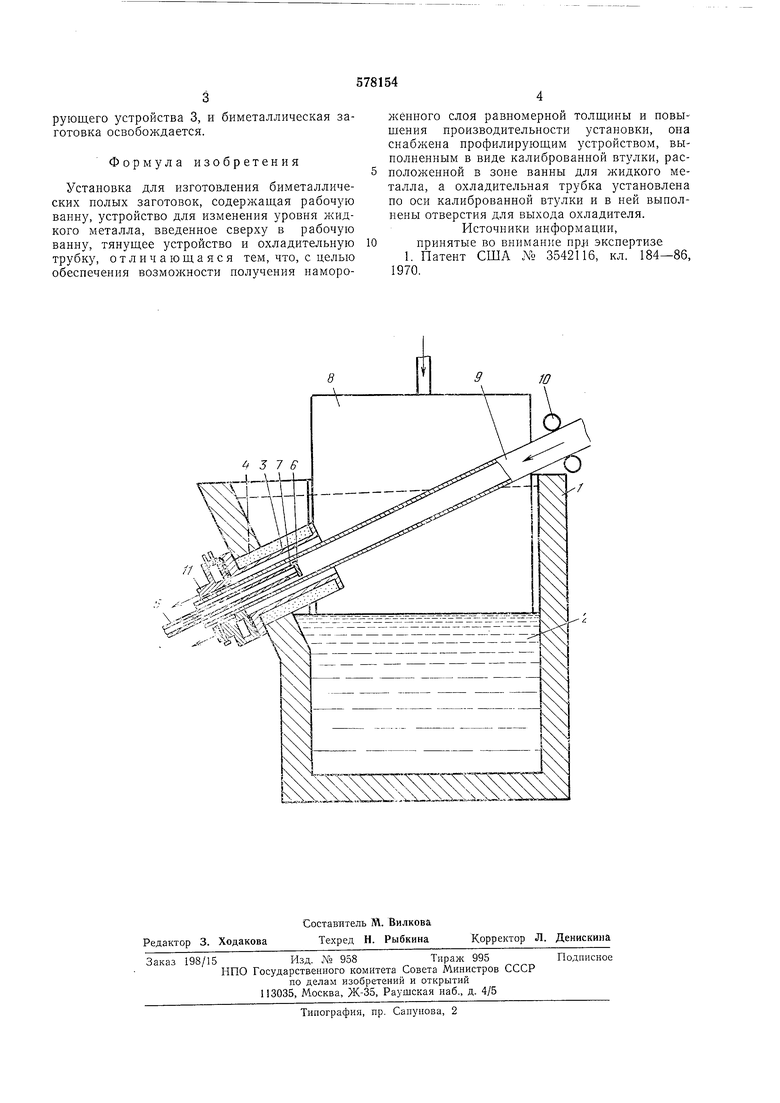
Изобретение относится к биметаллическому литью и может быть использовано для получения биметаллических полых заготовок. Известна установка для изготовления биметаллических полых заготовок, содержащая ваппу с жидким металлом, устройство для изменения уровня жидкого металла, тянущее устройство и охладительную трубку. Однако такая установка не обеспечивает получение намораживаемого слоя равномерной толщины. Целью изобретения является возможность получения намораживаемого слоя равномерной толщины и повышение производительности установки. Для этого предлагаемая установка снабжена профилирующим устройством, выполненным в виде калиброванной втулки, расположенной в зоне ванны для жидкого металла, а охладительная трубка установлена по оси калиброванной втулки и в пей выполнены отверстия для выхода охладителя. На чертеже дана схема предлагаемой установки. Установка содержит ванну (печь) 1 с жидКИМ металлом 2, профилирующее устройство 3, вмонтированное в отверстие 4 в стенке ванны. В полости профилирующего устройства установлено охладительное устройство 5, выполненное в виде заглущенной с одного конца трубки 6 с отверстиями 7 для выхода охладителя (воды). Ванна установки снабжена погружаемым футерованным телом 8. Основа заготовки 9, поддерживаемая направляющими роликами 10, проходит через полость профилирующего устройства и закреплена в водоохлаждаемом захвате II тянущего Зстройства (на чертеже не показано), при этом охладительное устройство раснолагается внутри основы заготовки с зазором. В исходном положении погружаемое тело 8 выведено из металла 2, уровень его профилирующего устройства 3. Захват И тянущего устройства с закрепленной в нем основой заготовки 9 прижимается и перекрывает кольцевое отверстие между профилирующим устройством и осиовой заготовки. Через трубку 6 и отверстия 7 подается вода и вытекает через зазор между водопроводящей трубкой и основой заготовки. Намораживание осуществляют следующим образом. Погружаемое тело вводнтся в жидкий металл до тех пор, пока металл заполнит профилирующее устройство и поднимется Fta 50- 200 мм выше его, после чего заготовку вытягивают из ванны, а водопроводящая трубка остается на месте. После намораживания погружаемое тело 8 выводят на жндкого металла, зровень металла становится ниже профилирующего устройства 3, и биметаллическая заготовка освобождается.
Формула изобретения
Устаиовка для изготовления биметаллических полых заготовок, содержащая рабочую ванну, устройство для изменения уровня жидкого металла, введенное сверху в рабочую ванну, тянущее устройство и охладительную трубку, отличающаяся тем, что, с целью обеспечения возможности получения намороженного слоя равномерной толщины и повышения производительности установки, она снабжена профилирующим устройством, выполненным в виде калиброванной втулки, расположенной в зоне ванны для жидкого металла, а охладительная трубка установлена по оси калиброванной втулки и в ней выполнены отверстия для выхода охладителя.
Источники информации, принятые во внимание экспертизе 1. Патент США N°. 3542116, кл. 184-86, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления полых биметаллических заготовок червячных колес | 1990 |
|
SU1752499A1 |
| Способ изготовления монолитных заготовок путем намораживания | 1987 |
|
SU1700074A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| Способ получения биметаллических изделий штамповкой жидкого металла | 2018 |
|
RU2696164C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| Способ изготовления биметаллических изделий намораживанием на заготовку | 1977 |
|
SU730463A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| Способ получения биметаллических изделий намораживанием | 1985 |
|
SU1282957A1 |
| Способ получения заготовок жидкой штамповкой | 1986 |
|
SU1424959A1 |
| Способ жидкой штамповки биметаллических отливок | 1986 |
|
SU1560385A1 |
