IND
и со ел
со
Фиг.2
Изобретение относится к литейному производству, в частности к технологии по- у учения литых биметаллических и армиро- :ванных заготовок жидкой штамповкой.
Цель изобретения - расширение техноло- :гических возможностей способа и повыше- |ние стойкости пуансона.
На фиг. 1 представлена схема онера- ции намораживания на рабочую поверхность пуансона легкоплавкого сплава; на фиг. 2 - схема операции получения би- метал,Ч Ической заготовки жидкой штамповкой.
Способ осуп.1ествЛяют следуюш,им образом.
Пуансон 1 покрывают защитным слоем Диспергированных сажевых частиц и погру- жают в кювету с расплавом алюминия |марки АлЗ(740°С), (время выдержки 18- 120 с), затем производят выдержку перед |прессованием на воздухе в течение 12 с |(для отверждения металла переходного рюя) и осуществляют прессование от- |ливки.
I В матрицу 2 при 1350°С заливают |расплав чугуна и пуансоном 1 с оболоч- |кой 3 из алюминия производят прессо- вание и осуществляют кристаллизационную выдержку в течение 70--90 с, а затем извлекают пуансон из отливки.
При этом металл переходного слоя частично плавится и пои последующем извлечении пуансона из отливки является смазкой. Если требуется получение более толстого слоя алюминия, выдержку до извлечения пуансона осуществляют до тех пор, пока температура отливки не станет ниже температуры плавления металла намороженного слоя, и осуществляют подогрев контактной поверхности пуансона (для чего через пуансон на отливку пропускают электроток). При этом твердожидкая зона в металле намороженного слоя смещается ближе к поверхности пуансона.
Реализация предлагаемого способа позволяет дополнительно в 1,5-2 раза повысить стойкость пуансона, кроме того, он может быть использован для окрашивания чугунных деталей.
Формула изобретения
Способ получения заготовок жидкой штамповкой, включающий заливку расплава в матрицу, прессование расплава пуансоном, кристаллизацию и удаление отливки, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения стойкости пуансона, перед операцией прессования на рабочую поверхность пуансона намораживают слой металла, температура плавления которого ниже температуры плавления основного металла заготовки.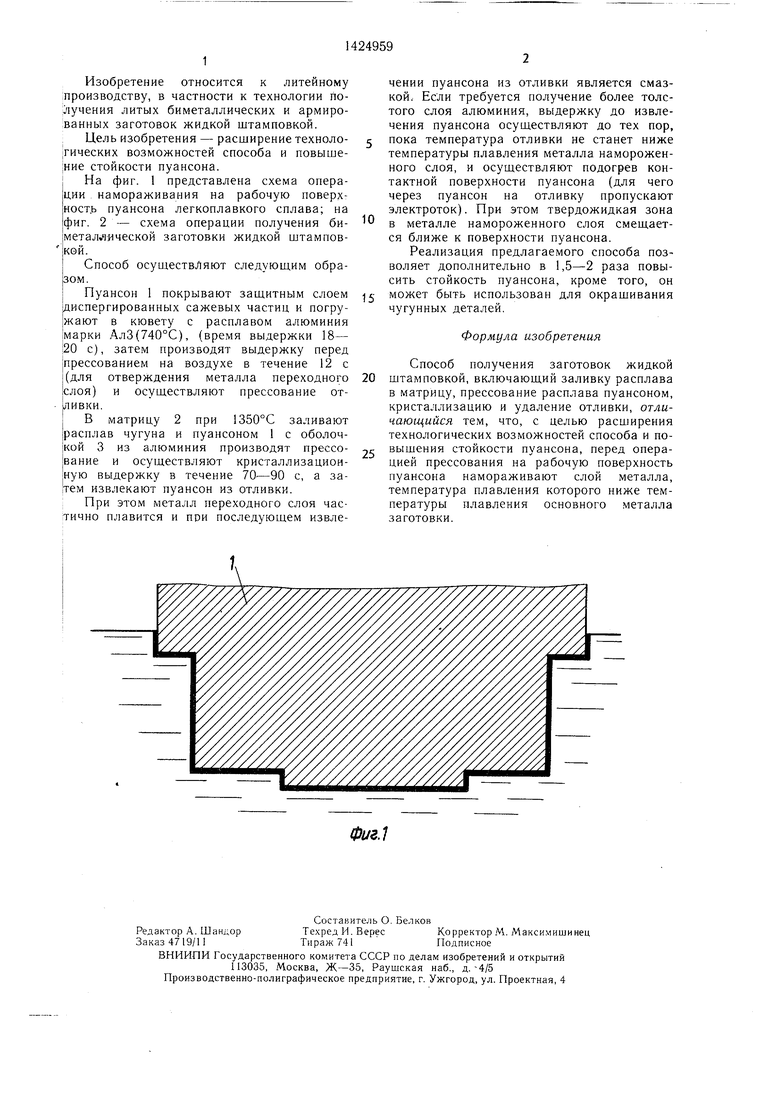
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических изделий штамповкой жидкого металла | 2018 |
|
RU2696164C1 |
| Способ жидкой штамповки биметаллических отливок | 1986 |
|
SU1560385A1 |
| Способ получения биметаллических и армированных отливок | 1985 |
|
SU1412881A1 |
| Способ получения армированных отливок жидкой штамповкой | 1986 |
|
SU1397167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК | 2004 |
|
RU2267378C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683169C1 |
| Способ центробежного литья биметаллических заготовок | 1986 |
|
SU1359061A1 |
| Способ получения биметаллических отливок | 1985 |
|
SU1286343A1 |
| Способ жидкой штамповки | 1983 |
|
SU1131593A1 |
| Способ непрерывного получения биметаллических заготовок | 1984 |
|
SU1224101A1 |
изобретение относится к литейному производству, в частности к технологии получения литых биметаллических и армированных заготовок жидкой штамповкой. Цель изобретения - расширение технологических возможностей способа и повышение стойкости пуансона. Суш,ность изобретения заключается в намораживании на рабочую поверхность пуансона 1 слоя 3 легкоплавкого металла, например алюминия, и после- дуюш.ем прессовании пуансоном 1 жидкого чугуна или стали в матрице 2. Реализация способа позволяет увеличить область применения жидкой штамповки. 2 ил.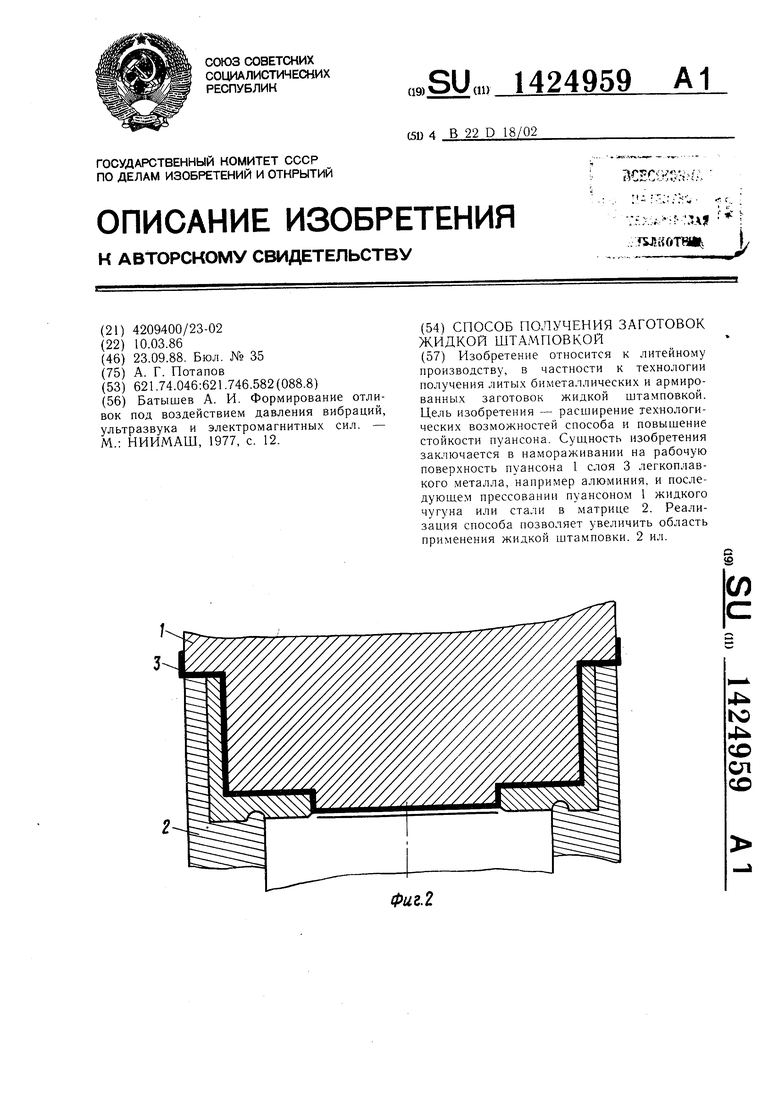
| Батышев А | |||
| И | |||
| Формирование отливок под воздействием давления вибраций, ультразвука и электромагнитных сил | |||
| - М.: НИИМАШ, 1977, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
