Изобретение относится к литейному производству, в частности к способам штамповки из жидкого металла биметаллических отливок.
Цель изобретения - повышение качества отливки.
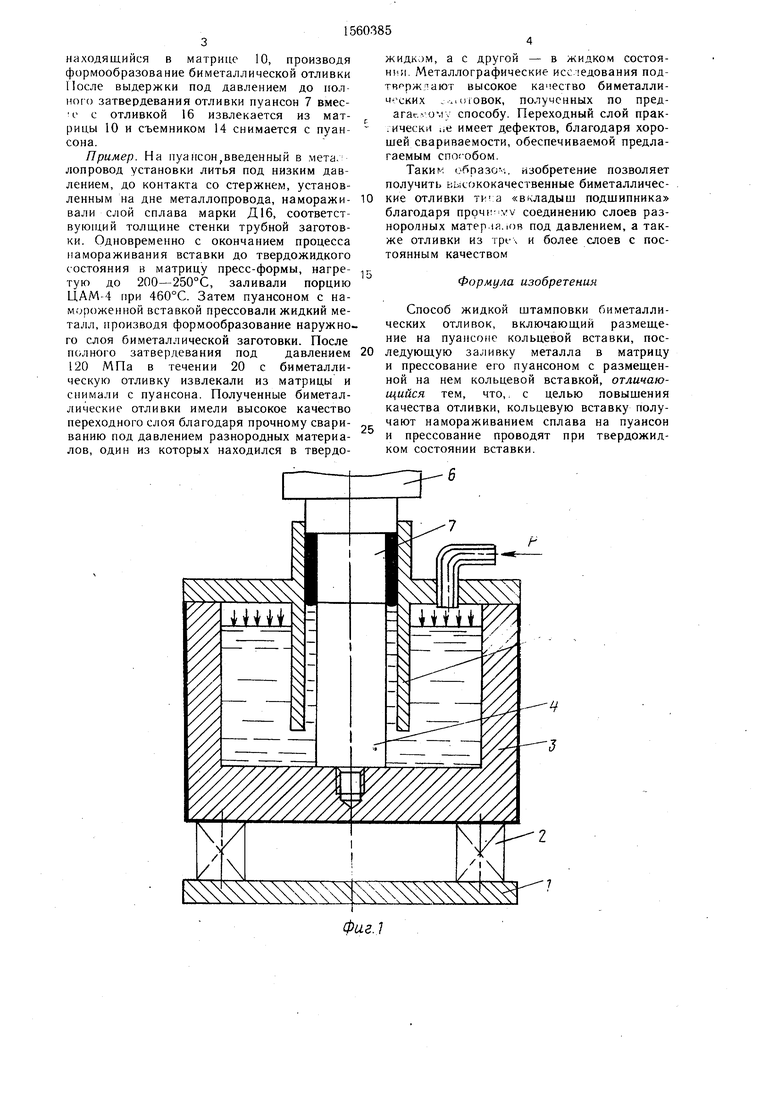
На фиг. 1 изображен этап намораживания кольцевой вставки; на фиг. 2 - перенос кольцевой вставки на позицию прессования и пресс-форма в исходном положении; на фиг. 3 - прессование биметаллической отливки; на фиг. 4 - извлечение отливки.
Намораживание сплава на пуансон осуществляют в. устройстве для литья под низким давлением.
Установка для осуществления способа представляет из себя следующее. На основании 1 пресса с помощью пружинных элементов 2 закреплено устройство 3 под низким давлением, в котором жестко закреплен стержень 4, помещенный в ме- таллопровод 5. Соосно со стержнем и ме- таллопроводом на карусели 6 закреплен пуансон 7.
На монтажной плите 8 с помощью пружинных элементов 9 установлена Maipn- ца 10. Внутри матрицы 10 размещен толкатель 11, образчющий дно матриц.- 10. жестко связанный со шюном 12 j вспомогательного цилиндра гидропресс,- Над матрицей соосно с ней расположен пуансон 7 с намороженнь ч на нем слоем первого металла 13. Между матрицей 10 и пуансоном 7 установлен съемник отливок 14 на пружинных элементах 15.
Способ осуществляют следующим образом.
На предварительно нагретый и смазанный пуансон 7 в установке 3 литья под низким давлением намораживают слой первого (в виде кольцевой вставки) металла 13, причем намораживание ведут до твердо- жидкого состояния металла. Затем пуансон 7 с намороженной на него кольцевой вставкой 13 переносят на позицию прессования, где в матрицу 10 предварительно заливают порцию второго металла. Затем пуансоном 7 с намороженной на него кольцевой вставкой 13 прессуют жидкий металл,
С
Јд
О5 00
ел
находящийся в матрице 10, производя формообразование биметаллической отливки После выдержки под давлением до полного затвердевания отливки пуансон 7 вмес- чч с отливкой 16 извлекается из мат- рицы 10 и съемником 14 снимается с пуан- сона.
Пример. На пуансон,введенный в мета. лопровод установки литья под низким давлением, до контакта со стержнем, установленным на дне металлопровода, наморажи- 10 вали слой сплава марки Д16, соответствующий толщине стенки трубной заготовки. Одновременно с окончанием процесса намораживания вставки до твердожидкого состояния в матрицу пресс-формы, нагре- тую до 200-250°С, заливали порцию ЦАМ-4 при 460°С. Затем пуансоном с намороженной вставкой прессовали жидкий металл, производя формообразование наружного слоя биметаллической заготовки. После полного затвердевания под 120 МПа в течении 20 с
жидк.ш, а с другой - в жидком состоянии. Металлографические исс едования подтверждают высокое качество биметалли- ч- ских . ,ioiOBOK, полученных по пред- агаг.-.ом, способу. Переходный слой прак- . ически не имеет дефектов, благодаря хорошей свариваемости, обеспечиваемой предлагаемым способом.
Таким образов, изобретение позволяет получить высококачественные биметаллические отливки v а «вкладыш подшипника благодаря прочи- w соединению слоев разнородных матер.ta.iOB под давлением, а также отливки из тре и более слоев с постоянным качеством
Формула изобретения
Способ жидкой штамповки биметаллических отливок, включающий размещение на пуансоне кольцевой вставки, пос- давлением 20 ледующую заливку металла в матрицу биметалли-и прессование его пуансоном с размещен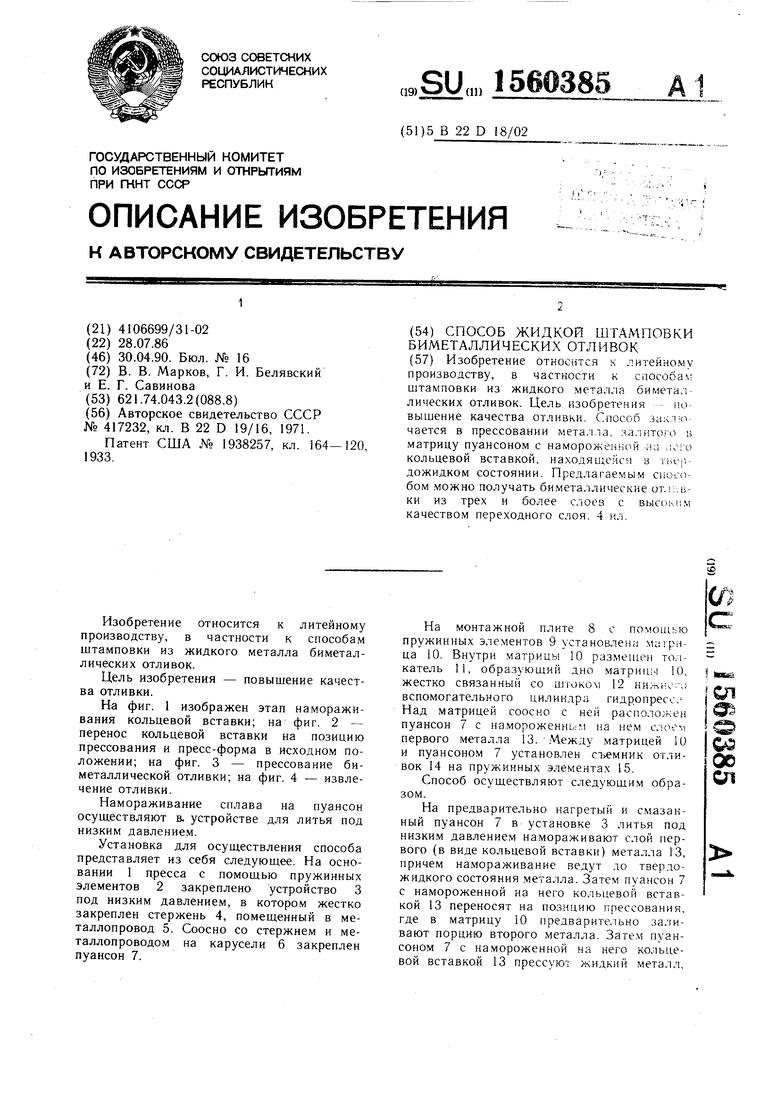
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения биметаллических изделий штамповкой жидкого металла | 2018 |
|
RU2696164C1 |
| Способ получения заготовок жидкой штамповкой | 1986 |
|
SU1424959A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| Пресс-форма | 1979 |
|
SU854577A1 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| Способ штамповки лопаточных колес | 1979 |
|
SU854578A1 |
| Способ жидкой штамповки | 1987 |
|
SU1577916A1 |
| Гидравлический пресс для штамповки жидкого металла | 1977 |
|
SU623644A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |

Изобретение относится к литейному производству, в частности к способам штамповки из жидкого металла биметаллических отливок. Целью изобретения является повышение качества отливки. Способ заключается в прессовании металла, залитого в матрицу пуансоном с намороженной на него кольцевой вставкой, находящейся в твердожидком состоянии. Предлагаемым способом можно получать биметаллические отливки из трех и более слоев с высоким качеством переходного слоя. 4 ил.
ч ее кую отливку извлекали из матрицы иной на нем кольцевой вставкой, отличаю- снимали с пуансона. Полученные биметал-щийся тем, что, с целью повышения лические отливки имели высокое качествокачества отливки, кольцевую вставку полупереходного слоя благодаря прочному свари-чают намораживанием сплава на пуансон ванию под давлением разнородных материа-и прессование проводят при твердожид- лов, один из которых находился в твердо-ком состоянии вставки.
3ZSS$$$$&
Фиг.
h
ю
00
т
о о
R
ФигЛ
| 1971 |
|
SU417232A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США № 1938257, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
