ле чего осаживают за счет сжатия места спая по продольной оси.
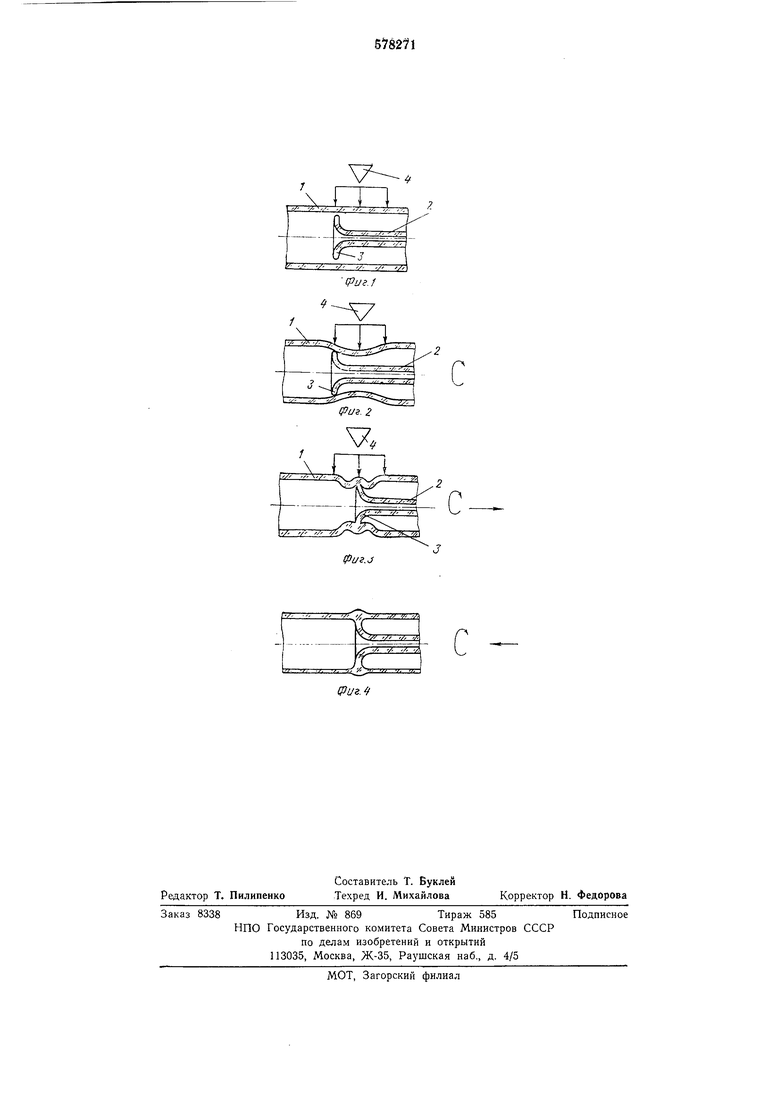
На фиг. 1 показана установка трубки в резервуаре термометра; на фиг. 2 - момент осаждения; на фиг. 3 - пропаивание спая; на фиг. 4 - сжатие места спая.
В резервуар термометра 1 впаивается капиллярная трубка 2 с тарелочкой 3. Используется источник 4 пламени.
Капиллярную трубку 2 с тарелочкой 3 на конце помещают в резервуар термометра 1, закрепляют все в патроне и включают вращение последнего. Место спая нагревают до пластичного состояния на щирине, равной 5-6 толщинам тарелочки 3, т. е. 1,5-2 мм.
Нагретое до пластичного состояния стекло осаживается, образуя сужение в месте спая. В момент осаждения стекла тарелочка 3 находится вне зоны нагрева. После образования сужения тарелочку 3 подтягивают в зону действия пламени. При этом происходит пропаивание спая и обе детали оказываются монолитно соединенными.
Затем для устранения деформированного участка (1,5-2 мм) и придания правильной формы спаю производят сжатие места спая по продольной оси резервуара термометра 1.
В результате получают качественный спай без деформации деталей узла.
В качестве источника энергии можно использовать любой источник, обеспечивающий необходимое качество прогрева.
Формула изобретения
Способ соединения стеклянных трубок разного диаметра, включающий формование на
конце трубки меньщего диаметра тарелочки, размещение ее внутри трубки больщего диаметра и их вращение с нагревом места спая, осаживание стекла и пропаивание места спая, отличающийся тем, что, с целью сохранения
геометрических размеров спаиваемых трубок, нагрев места спая осуществляют в зоне, равной 5-6 толщинам тарелочки, находящейся вне зоны нагрева, затем осуществляют пропаивание с подтягиванием тарелочки в зону
нагрева, после чего осаживают за счет сжатия места спая по продольной оси. Источники информации, принятые во внимание при экспертизе
1.Балкар В. и Выкоук В. Стеклянные трубы и аппараты (пер. с чещского) М., ГСИ,
1963, с. 219.
2.Зимин В. С. Стеклодувное дело и стеклянная аппаратура для физико-химического эксперимента. М., «Химия, 1974, с. 96-101.
,
« -- /
риг. 2
Cpus.j
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
| Способ соединения стеклянных трубок разного диаметра | 1983 |
|
SU1211227A1 |
| Способ развертывания торца стеклянной трубки | 1979 |
|
SU863515A1 |
| Многопозиционное устройство для спаивания стеклянных капиллярных трубок | 1982 |
|
SU1014800A1 |
| Способ калибрования стеклянных трубок | 1988 |
|
SU1537649A1 |
| Способ припайки стеклянной трубки к стеклянной детали | 1985 |
|
SU1286545A1 |
| Способ изготовления стержневого спая металла с кварцевым стеклом | 1980 |
|
SU1090671A1 |
| Способ изготовления стеклянных прецизионных трубок | 1988 |
|
SU1574548A1 |
| Устройство для изготовления сужений в стеклянных капиллярных трубках | 1986 |
|
SU1520022A1 |
| Способ резки стеклянных трубок | 1980 |
|
SU966048A1 |