Изобретение относится к стройма териалам и может быть использовано например, в производстве стеклянны приборов, в частности жидкостных термометров. . Известно многопозиционное устро ство для спаивания стеклянных капил лярных трубок, содержащее карусель с приводом, приспособление для выравнивания зазора между трубками, газовые горелки для прогрева места спая, расположенные на карусели пары соосных патронов, одни из кото рых установлены с возможностью продольного перемещения, а другие с возможностью поперечного перемещения, Принцип работы известного устрой ства следующий. На первой технологической позиции производят загрузку капиллярных трубок, на второй позиции с помощью приспособления с упором-калибром выравнивают зазор между спаиваемыми трубкаг-ш, на третьей позиции соединения концы тр бок разогревают до размягчения в месте спая, один-из патронов переме щают в продольном направлении, т.е. в направлении соединения трубок.с образованием в месте спая подсадки, затем прекращают нагрев и перемещаю другой патрон в поперечном направ™ лении для образования колена, т.е. С1 ш1ения осей спаиваемых капилляров на некоторую вел11чину, на следующих позициях спаянные трубки охлаждают и выгружают из патронов . В указанном устройстве время разогрева места спая является постоян ной заранее заданной величиной и не зависит от размеров спаиваемых капилляров. Однако ввиду того, что размеры поперечного сечения капиллярных трубок, применяемых в производстве термометров, малы (два и менее миллиметров),то небольшое изменение поперечных размеров капил лярных трубок приводит к значительному изменению объема стекломассы в месте спая. Это ведет к тому, что устройство, настроенное на некоторы средний размер капиллярных трубок, при небольшом изменении этого разме ра в ту или иную сторону либо перег реет, либо недогреет место спая, что может привести к заплавлению внутреннего отверстия трубок или к недостаточно прочному спаю, т.е. снижению качества спая. То же самое происходит при отклонении огнейо го . режима от заданного. Кроме того, выполнение на одной технологической позиции разогрева места спая, подсадки и образования смещения (колена) занимает достаточ но много времени, что не дает возможности увеличить производительнос устройства. Цель изобретения - повышение качества спая и производительности устройства. Поставленная цель достигается тем, что многопозиционное устройство для спаивания стеклянных капиллярных трубок, содержащее карусель с приводом, приспособление для выравнивания зазора между трубками, газовые горелки для разогрева места спая, расположенные на карусели пары соосных патронов, одни из .которых, установлены с возможностью продольного перемещения, а. другие - с возможностью поперечного перемещения, снабжено дополнительными горелками для предварительного подогрева торцов трубок, установленными на позицйи, предшествующей позиции соеди- нения, а также установленным на пос-ледней световым датчиком продольного перемещения патронов, каждый из которых снабжен соединяющей его с каруселью тарированной пружиной для выполнения подсадки и пластиной для управления световым потоком датчика, причем последний связан с приводом карусели для поворота ее после выполнения подсадки. На фиг.1 изображено многопозиционное устройство для спаивания стеклянных капиллярных трубок, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - приспособление для выравнивания зазора между трубками; на фиг.4 - расположение дополнительных горелок для предварительного подогрева торцов трубок. Предлагаемое устройство состоит из карусели 1, на которой попарно ЯРУГ против друга установлены на направляющих 2 с возможностью продольного перемещения патроны 3 для захвата круглой капиллярной Трубки 4, а на направляющих 5 с возможностью поперечного перемещения - паТроны б для захвата призматической капиллярной трубки 7. Над каруселью 1 на позиции базирования торцов заготовок смонтировано приспособление 8 для выравнивания за13ора между трубками-заготовками с упор-калибром -& (см.фиг.З) . На позиции предварительного подогрева установлены под некоторым углом к осям капилляров 4 и 7 дополнительные горелки 10 и 11 (см.фиг.2 и 4) так, пламя направлено на торцы заготовок , а на позиции соединения капиллярных трубок размещены радиально три газовые горелки 12 для разогрева места спая. На этой же позиции с другой стороны патрона 3 на карусели 1 неподвижно закреплен световой датчик 13 продольного перемещения патрона 3. На оси карусели 1 имеются лекала 14-17 для управления работой патронов 3 и б. Патррн 3лекала содержит хватки 18 (см. фиг.2) для . захвата круглых капиллярных трубок 4; рычаг 19 управления хватками 18, упорный винт 20 ограничения подсадки и пластину 21 для управления, световым потоком датчика 13. Патрон 3 опирается через ролик 22 на лекало 14 и связан с каруселью 1 посредством тарированной пружины 23. Патрон 6 содержит хватки 24 и рычаг 25 управления хватками 24 и соединен с каруселью 1 посредством пружины 26 и через ролик 27 опираетс на лекашо 16. Приспосвбление 8 для выравнивания зазора между заготовками содержит два эластичных ролика 28 Устройство работает, следующим образом, Карусель 1,периодически поворачивается, транспортируя капиллярные трубки 4 и 7 с позиции на позицию. При -загрузке и на позиции базирова- ния торцов заготовок лекала 15 и 17 нажимают на рычаги 19 и 25, -разводя хватки 18 и 24 в стрроны. На этой же поэацли эластичные ролики 28 приопосрбления для выравнивания зазора, вращаясь, перемещают заготовки до упора-калибра 9, обеспечивая, пбстоянный sasQp между ними. При повороте карусели на позицию предва рительного подогрева лекала 15 и 17 :через рычаги 19 и 25. зскрывают , хватки 18 и 24 и капиллярные трубки 4и 7 захватБшаются ими, а на самой позиции торцы з.аготовок попадают в зону пламени дополнительных горелок 10 и 11, где происходит предварител ный подогрев и оплавка-торцов. При этом патрон 3 -опирается через ролик 22 на лекало 14 и обеспечивает необ ходимый зазор между капиллярными трубками. При переходена следующую позицию прзицию соединения капиллярных тру-бок патрон 3 под действием тарирования пружины 23 с помощью лекала 14 перемещается вправо и соединяет спаиваемые капиллярные трубки. На самой позиции место спа попадг1ет л зону действия газовых горелок 12 и прогревается. На этой же позиции меясду роликом 22 патрона 3 и лекало 14 образуется зазор, и патрон 3 под действием тарированной пружины 23 прижимает с некоторым усилием круглую капиллярную трубку 4 к призмати еской трубке 7, Под действием этог усилия По мере прогрева, а следовательно, и по мере размягчения стекломассы капилляры в месте спая деформируются, выполняя подсадку, йри этом/т1атррн 3 перемещается в продол ном направлении вправо. Величину подсадки ограничивают винтом 20, который упирается в карусель 1 и прекращает дальнейшее перемещение патрона. В исходном П9ложении до подсадки пластина 21 перекрывает источник света датчика 13. При выполнении подсадки пластина 21., перемещаясь вместе с патроном 3, открывает источник света датчика 13,; что служит сигналом для включения поворота карусели 1, при этом капилляры удаляются из зоны действия горелок 12 а подсадка и их спаивание прекращаются. При переходе: на следующую позицию патрон 6 лекалом 16 через ролик 27 опускается под действием пружины 26 и образует смещение осей капиллярных трубок (колено) в месте спая. Далее место спая охлаждгиот, и происходит выгрузка спаянных капиллярных трубок. Благодаря тому что световой-датчик 13 продольного перемещения пат- . рона 3 дает сигнал для поворота карусели сразу же после выполнения подсадки, осуществляемой под действием тарированной пружины 23 по мегре разогрева и размягчения стекломассы в месте спая, предлагаемое устройство автоматически выбирает длительность пропаивания, в за:висимости от интенсивности пламени и ге ометрических параметров спаиваемых капиллярных трубок, чтр ведет к получению качественного и надежного . спая. Вместе с тем поворот карусели сразу после окончания пропаивания исключает холостые простои карусели., что сокращает время одного цикла, а следовательно, увеличивает производительнрсть предлагаемого устройства. I Кроме того, установка двух дополнительных горелок для предварительного подогрева так, что их. пламя направлено на торцы заготовок, позволяет производить подогрев и оплавку всей плоскости торцов, что также : ведет к улучшению качества спая за счет лучшего пропаивания внутр нних слоев капиллярных трубок на следую-. щей технологической позиции соединения, атак как на эту прзицию поступают уже подогрет ге заготовки с оп- лавленными торцами, то время окончательного пропаивания сокращается, что ведет к увеличению производительности. Таким образом, пряменение предлагаемого устройства для спаивания стеклянных капиллярных трубок позв Ьляет по сравнению с из-вестным увеличить производительность в ,5 раза и за счет улучшения качества спая увеличить выход годной продукции с 80 до 95-96%. Д-й
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
| Устройство для изготовления сужений в стеклянных капиллярных трубках | 1986 |
|
SU1430372A2 |
| Способ изготовления электровакуумных приборов | 1983 |
|
SU1157032A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛЯННОЙ ТРУБКИ | 1971 |
|
SU303293A1 |
| Устройство для спаивания стеклянных трубок | 1973 |
|
SU510442A1 |
| Устройство для резки стеклянных трубок или стержней | 1983 |
|
SU1139718A1 |
| Способ соединения стеклянных трубок разного диаметра | 1976 |
|
SU578271A1 |
| Устройство для спаивания капилляра с трубкой | 1983 |
|
SU1098914A2 |
| Устройство для изготовления сужений в стеклянных капиллярных трубках | 1983 |
|
SU1101428A1 |
| Машина для сварки стеклоблоков | 1980 |
|
SU935484A1 |

МНОГОПОЗИЦИОННОБ УСТРОЙСТ ДЛЯ СПАИВАНИЯ СТЕКЛЯННЫХ КАПИЛЛЯРН ТРУБОК,.содержащее карусель с приводом, приспособление для выравнивания зазрра между трубками, газовые горелки для разогрева места сп расположенные на карусели пары соосных патронов, одни из которых ус 2J 2Q ,1 новлены с возможностью продольного перемещения, а другие - с возможностью поперечного перемещения, о тличающеес я тем, что, с целью повышения качества спая и производительности устройства, оно снабжено дополнительными горелками для предварительного подогрева торцов трубок, установленными на позиции, предшествующей позиции соединения, а также установленным на последней световым датчиком продольного перемещения патронов, каждый из которых снабжен соединяющей его с каруселью тарированной пружиной для выполнения подсадки и пластиной для управления световым потоком датчика,g причем последний связан с приводом карусели для поворота ее после выполнении подсадки. 3 25 IS 27 17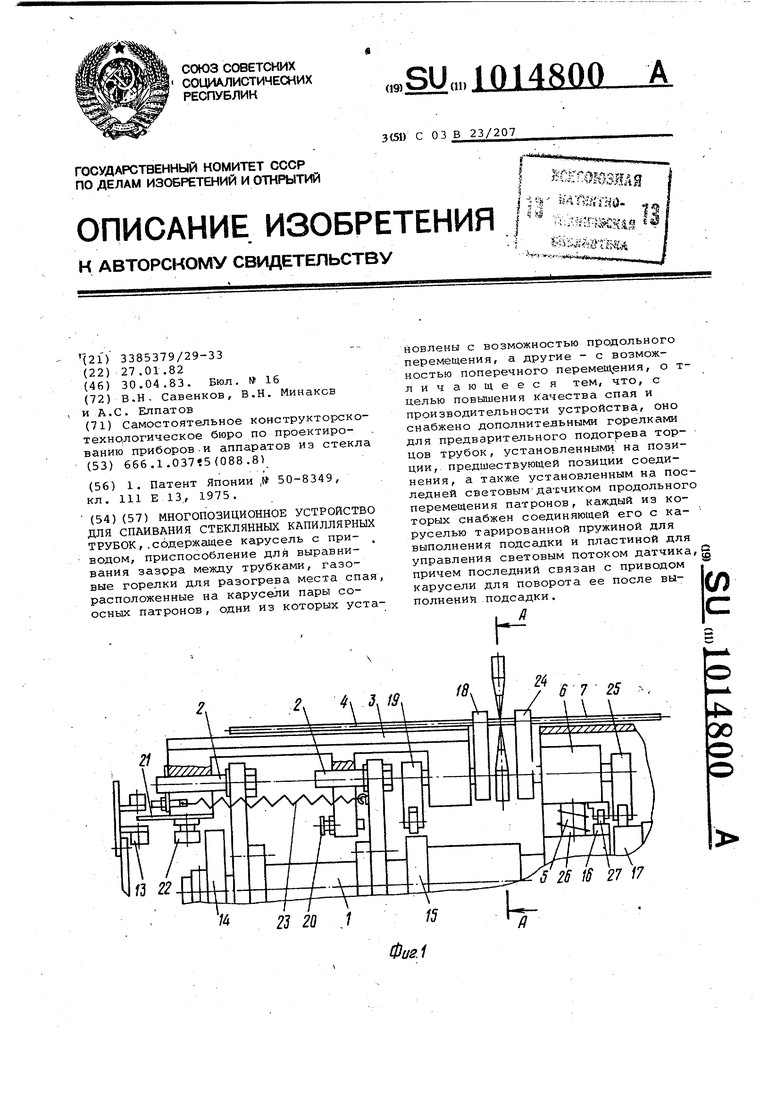
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Японии ,№ 50-8349, кл | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
