Изобретение относится к промышленности стройматериалов, в частнос . ти к производству изделий из стекла, и может быть использовано при изготовлении стеклянной лаборатор- ной аппаратуры, а также различных термометров.
Цель изобретения - повышение производительности процесса.
На фиг. 1 изображен момент раз- мещения трубки меньшего диаметра внутри трубки бодьшегб диаметра; на фиг. 2 - момент нагрева места спая, осуществляемого до соприкосновения стекла трубки большего диаметра с трубкой меньшего диаметра; на фиг. 3 - момент сжатия спая по продольной оси.
Пример. Изготовление термо- ампулы технического термометра. ,
Резервуар нижней части технического термометра представляет собой трубку I большего диаметра равного 7 - 8 мм, в которую впаивается трубка 2 меньшего диаметра, равного 2-2,5 мм. Нагрев места спая осуществляют источником 3 энергии, а вращение трубок - при помощи цанговых патронов 4.
Стеклянную трубку 2 меньшего дна метра размещают в трубке 1 большего диаметра, вставляют все цанговые пароны 4 и приводят во вращение. На место предполагаемого спая направляют источник 3 энергии и нагревают стекло до пластичного состояния в зоне, равной, половине наружного диаметра большей трубки (3,5-4 мм). После чего стекло трубки большего диаметра осаживается в зоне 3,5 - 4 мм до соприкосновения с поверхностью трубки меньшего диаметра за счет сил поверхностного натяжения и центростремительных сил, возникающих при вращении разогретой стекло- массы трубки большего диаметра.
После осаживания стекла трубки большего диаметра на поверхность трубки меньшего диаметра производят сжатие спая по продольной оси на ве- личину, равную толщине стенки трубки большего диаметра, т.е. 0,9 - 1,0 мм ликвидируя этим деформацию трубки большего диаметра в месте спая.
В результате получают спай без де формации входного отверстия спаянного конца трубки меньшего диаметра и без больших остаточных напряжений
0 5
0
5
о „ .
5
В качестве источника энергии можно использовать любой источник, обеспечивающий необходимую плотность мощности для расплавления стекла в месте спая. В данном случае при сборке термоампул (нижней части) технических термометров использованы горелки, питающиеся от электролизера емкостью 8 л.
Использование предлагаемого способа позволяет исключить из технологии сборки термоампул технических термометров операцию предварительного формования тарелочки на конце трубки меньшего диаметра, так как нагрев места спая в зоне, равной половине наружного диаметра большей трубки, позволяет получить достаточное количество стекломассы, чтобы спаять соединяемые трубки без дополнительной операции предварительного формования тарелочки.
Нагрев в зоне, меньшей половины наружного диаметра большей трубки, не позволяет накапливать достаточное количество стекломассы для спаивания трубок, а нагрев в зоне, большей половины наружного диаметра большей трубки, приводит к заплавлению входного отверстия в месте спая трубки меньшего диаметра.
Для образования качественного спая необходимо произвести сжатие спая по продольной оси соединяемых трубок на величину, равную толщине стенки трубки большего диаметра, в противном случае как и при отклонении величины зоны нагрева наблюдается либо запай входного отверстия трубки меньшего диаметра при избытке разогретой стекломассы в зоне спая, либо непрогай, т.е. отсутствие соединения трубок, при нехватке стекломассы.
Использование предлагаемого способа позволяет устранить также операцию запайки противоположных концов соединяемых трубок, так как соединение трубок разного диаметра осуществляют только осаживанием стекломассы, не требующим поддува.
Исключение указанных операций из предлагаемого способа позволяет усовершенствовать технологию спаивания трубок разного диаметра, что приводит к повышению производительности труда в 1,6 раза при сборке термо31211227 4
ампул технических термометров,формования тарелочки на конце трубкиа также избежать разработки специ-меньшего диаметра и запаивания протиального оборудования и оснастки длявоположных концов спаиваемых трубок. 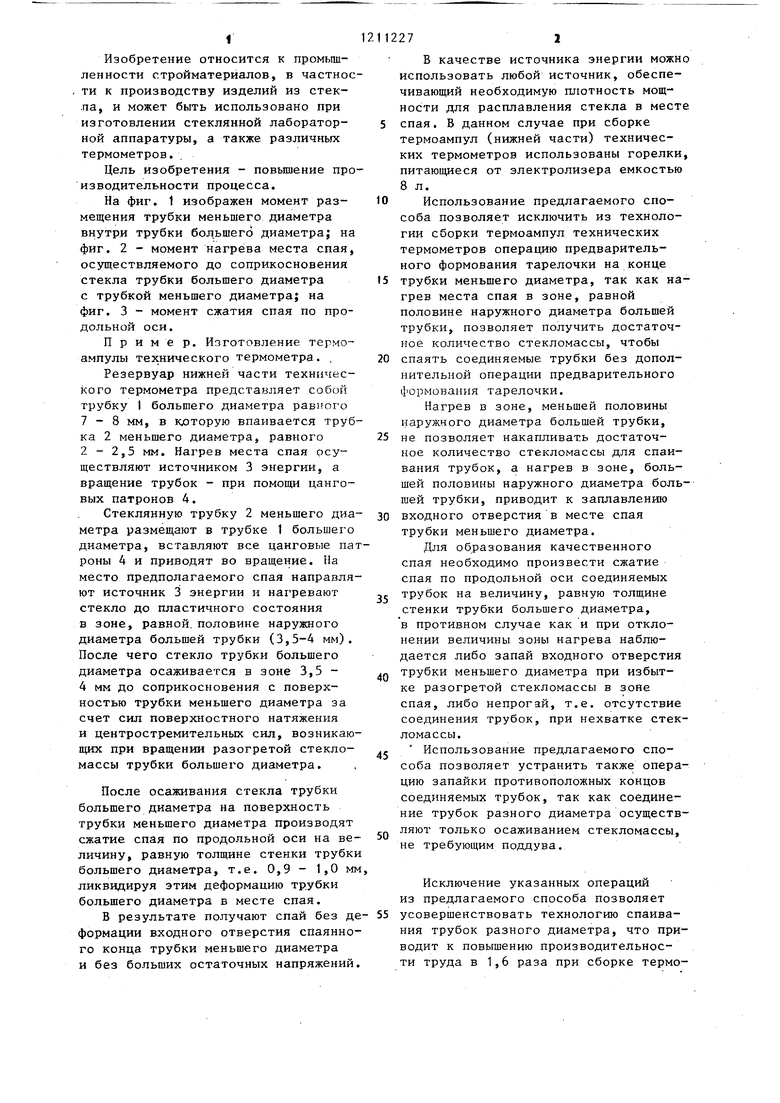

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
| Способ развертывания торца стеклянной трубки | 1979 |
|
SU863515A1 |
| Способ соединения стеклянных трубок разного диаметра | 1976 |
|
SU578271A1 |
| Многопозиционное устройство для спаивания стеклянных капиллярных трубок | 1982 |
|
SU1014800A1 |
| Способ калибрования стеклянных трубчатых оболочек | 1985 |
|
SU1316981A1 |
| Способ припайки стеклянной трубки к стеклянной детали | 1985 |
|
SU1286545A1 |
| Способ резки стеклянных трубок | 1980 |
|
SU966048A1 |
| Способ изготовления стеклянных колб | 1984 |
|
SU1203031A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ МЕТАЛЛА СО СТЕКЛОМ | 1998 |
|
RU2148038C1 |
| СТЕКЛО | 2020 |
|
RU2775758C2 |

УУ /// // i/r
/ // //
л . // // /у f /J, // )f
„ ... ... .jy.
. f , 7 4. .-,r-yV-
/ ,/ / ,
/ // /// //
,
/ // /// //
4i.4
Фиг.г
//f x XxV J
I V
4 4 NN I
- И«ч N Vf
// /// 7А., ////// /
t/Z.J
| Авторское свидетельство СССР № 914514, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ соединения стеклянных трубок разного диаметра | 1980 |
|
SU903314A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
