Изобретение относнтся к обработке металлов давлением методом экструднрования.
Известны устройства для гидростатического экструдировання как сплошных, так и полых профилей с горизонтальным расположением рабочего контейнера и вертикальным рас1юложеннем контейнера высокого давления, выполненные как с оправкой, так и без оправкн (I.
Известен также инструмент для гидростатического экструднровання полых профилей, имеющий плунжер, контейнер высокого давления, рабочий контейнер и оправку, расположенную на одной оси с ними, а также матрицу, прижатую к рабочему контейнеру опорным кольцом
(21.
Этот инструмент позволяет производить выдавливание в однн канал, что мало производительно. Во время выдавливания пресс-изделие имеет непостоянную скорость перемещения, а поток рабочей жидкости прн поступлении из контейнера высокого давления в рабочий контейнер не регулируется и зависит от сил сопротивления деформации, которые в связи с неоднородностью структуры ,9териала по сечению и по длиие заготовки не постоянны. Это не позволяет осуществлять гидростатическое экструдирование изделий в несколько каналов.
Цель изобретения - увеличение пронзводительностн процесса гидростатического экструднровання.
Это достигается тем, что предлагаемый инструмент для гидростатического экструдирования полых изделий, содержащи(Ь контейнер вы.сокого давления, заполняемый рабочей жидкостью, с плунжером, связанный с ннм каналом рабочий контейнер с неподвижной оправкой и матрицей, снабжен дополнительным рабочим контейнером с неподвнжной оправкой и матрицей и размещенным между контейнером высокого давлення и рабочимн контейнерамн промежуточным корпусом с тройниковым каналом, гидравлически связывающим полостн контейнеров, н установленным в нем золотниковым устройством для выравнивания давлення рабочей жндкостн в каналах, подводящих ее к рабочнм контейнерам.
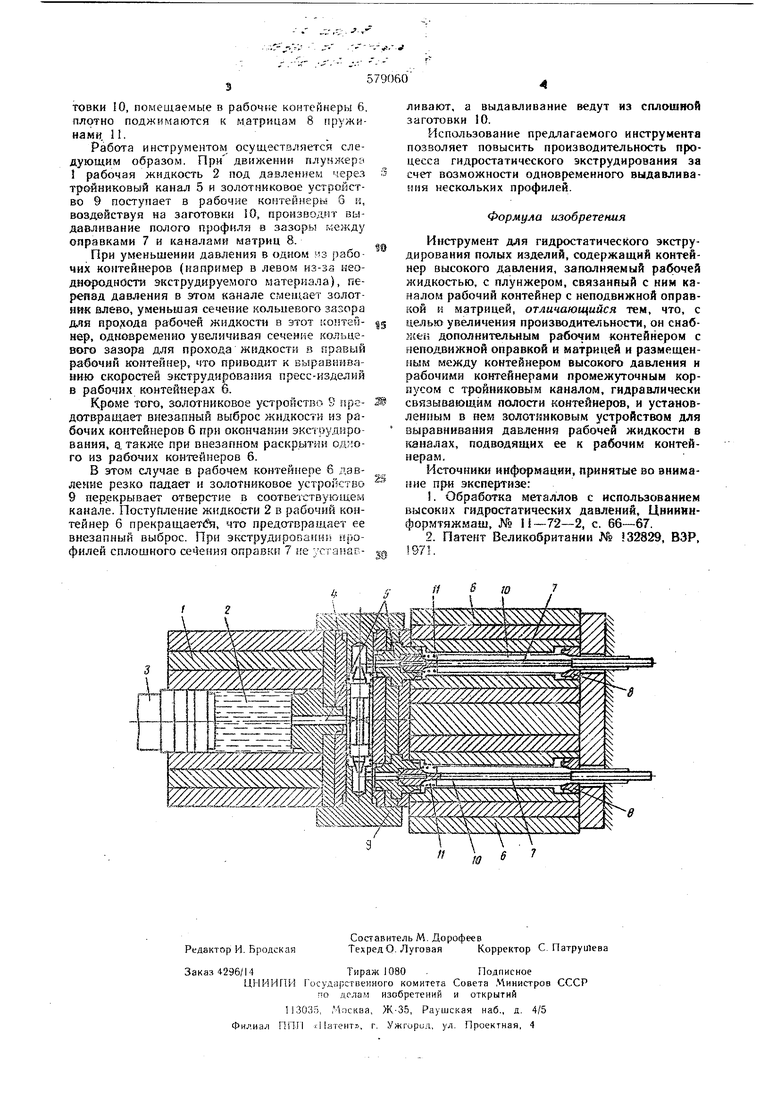
На чертеже изображен опнсываемый ннструмент для гидростатического экструднровання, общий внд в разрезе.
Инструмент содержит контейнер I высокого давлення, заполняемый рабочей жидкостью 2, с плунжером 3. промежуточный корпус 4 с тройниковым каналом 5, рабочие контейнеры 6 с неподвижными оправками 7 н матрицами 8, а также золотннковое устройство 9. Полые заготонки 10, помещаемые в рабоч1;е KonTCtiHeph 6. плотно поджимаются к матрицам 8 пружинами. И. Работа инструментом осуществляется следующим образом. При движении плунжера 5 рабочая жидкость 2 под давлением через тр&йаиковый канал 5 и золотниковое устройство 0 поступает в рабочие контейнеры б к, воздействуя на заготовки Ш, производит выдавливание полого профиля в зазоры между оправками 7 и каналами матриц 8. При уменьшении давления в одном рабочих контейнеров (наяример в левом из-за неоднородности экструдируемого материала), перепад давления в этом канале смещает золотн к влево, уменьшая сечение кольцевого зазора Д.ЧЯ нрохода рабочей жидкости в этот 1;оптейнер, одневременио увеличивая сечение кольцевого зазора для прохода жидкости в правый рабочий контейнер, что приводит к выравняваии-ю скоростей экструдировапия пресс-изделий в рабочих контейнерах 6. Кроме того, золотниковое устройство 9 rspeдотвращает внезапный выброс жидкости из рйбочих контейнеров 6 при окончании экструдирования, а также при внезапном раскрытии одиого из рабочих контейнеров 6. В этом случае в рабочем контейнере 6 давление резко падает и золотниковое устройство 9 перекрывает отверстие в соотве-гствующем канале. Поступление жидкости 2 в рабочий контейнер 6 прекра1цает, что предотвращает ее внезапный выброс. При экструдировании щюфилей сплошного сечения оправки 7 не устагшоливают, а выдавливание ведут из сплошной заготовки 10. Использование предлагаемого инструмента позволяет повысить производительность процесса гидростатического экструдирования за счет возможности одновременного выдавливая ш нескольких профилей. Формула изобретения Инструмент для гидростатического экструдирования полых изделий, содержащий контейнер высокого давления, заполняемый рабочей жидкостью, с плунжером, связанный с ним каналом рабочий контейнер с неподвижной оправкой к матрицей, отличающийся тем, что, с целью увеличения производительности, он снабjiCfcH дополнительным рабочим контейнером с неподвижной оправкой и матрицей и размещенным между контейнером высокого давления и рабочими контейнерами промежуточным корпусом с тройниковым каналом, гидравлически связывающим полости контейнеров, и установленным в нем золотянковым устройствдм для выравнивания давления рабочей жидкости в г аналах, подводящих ее к рабочим контейнерам. Источники информации, принятые во внимание при экспертизе: . Обработка металлов с использованием высоких Гидростатических давлений, Цнииинформтяжмаш, № 1J -72-2, с. 66--67. 2. Патент Великобритании № 32829, ВЗР, 971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидростатического деформирования профильных изделий из трубных заготовок | 1988 |
|
SU1655589A1 |
| Инструмент для гидростатического экструдирования труб из круглых полых заготовок | 1974 |
|
SU695535A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2074042C1 |
| Инструмент к прессу для гидростатического прессования изделий | 1980 |
|
SU984600A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1814942A1 |
