1
Изобретение относится к литейному производству, в частности к оборудовани р для пескодувного изготовления форм и стержней.
Известна пескодувная головка для изготовлення литейных стержней, содержащая резервуар, в основанин которого смонтирована на дивная плита с соплами, и устройстао длй подачи сжатого воздуха, сообщающее резервуар с источником сжатого воздуха, выполненное в виде системы трубопроводов flj.
Однако размещение системы трубопроводов с иасад(ами внутри резервуара в слое барботирующей песчаной смеси приводит к быс-фому их выходу из строя за счет интенсивного абразивного износа.
Цель изобретения - уменьшение износа трубопроводов для повышения надежности работы головки.
Для этого система трубопроводов смонтирована с наружной стороны основания резервуара и соединена с надклапанными полостями сопел.
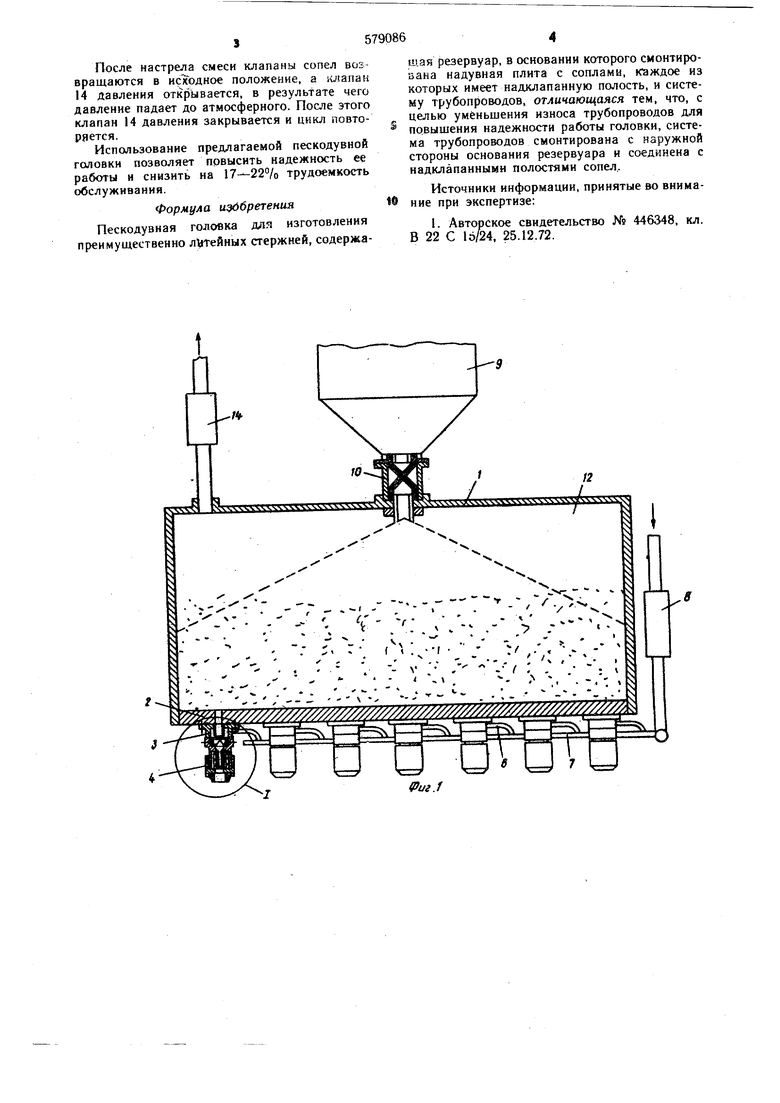
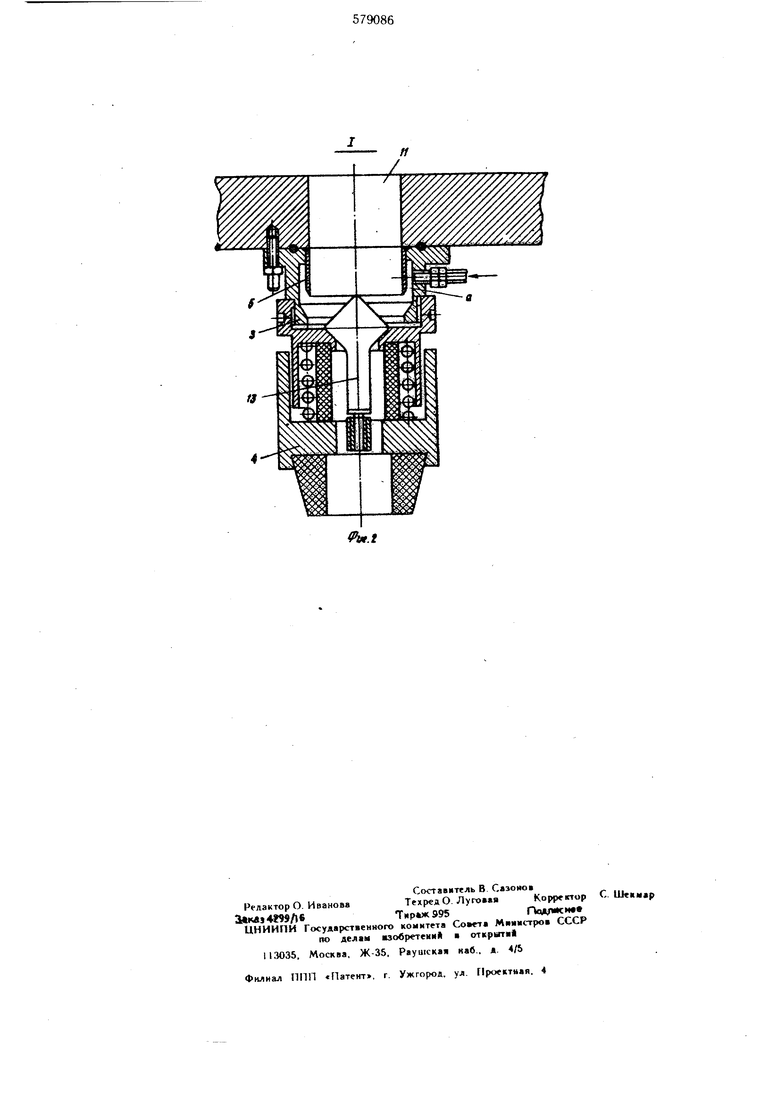
На фиг. изображена предлагаемая пескодувная головка, в разрезе; на фнг. 2 -узел I фиг. 1 (сопло в разрезе).
Пескодувная головка состоит из резервуара I, основанием которого является надувная плита 2. К надувной плите прикрепляются посред2
ством промежуточных фланцев 3 сопла 4. В полости фланцев установлена направляющая втулка 5, образующая полость а, соединяемую посредством патрубков 6 с системой трубопроводов 7, подключенной к устройству 8 сжатого воздуха. Формовочная смесь подается в резервуар из промежуточного бункера 9 через вентиль 10.
После наполнения резервуара смесью в него по трубопроводам 7 через устройство 8 подается сжатый воздух. При этом воздух из трубопроводов через промежуточные патрубки 6 поступает в надклапанные полостиа сопел 4, и, далее, через отверстия 11 в надувной плите, в полость 12 резервуара. При подаче воздуха последний пронизывает формовочную смесь, находящуюся в резервуаре 1, и приводит ее в псевдосжиженное состояние. После создания в резервуаре определенного давления, необходимого для настрела смеси клапаном (на чертеже не показан) устрЫ ства 8, производится отсечка подачи воздуха; смесь при этом оседает вниз и равномерным слоем распределяется в резервуаре. Обычно рабочее давление в резервуаре не превышает 2,5-3 атм.
При настреле производится подъем клапана 13 сопел и через образовавшийся зазор формовочная смесь заполняет литейную форму.
Поеле настрела смеси клапаны сопел возвращаются в исходное положение, а lUsanaH 14 давления открывается, в результате чего давление падает до атмосферного. После этого клапан 14 давления закрывается и цикл повторяется.
Использование предлагаемой пескодувной головки позволяет повысить надежность ее работы и снизить на 17- 22°/о трудоемкость обслуживания.
Формула иэббретения Пескодувная головка ддя изготовления преимущественно лутейных стержней, содержащая резервуар, в основании которого смонтирозана надувная плита с соплами, каждое из которых имеет надклапанную полость, и систему трубопроводов, отличающаяся тем, что, с целью уменьшения износа трубопроводов для повышения надежности работы головки, система трубопроводов смонтирована с наружной стороны основания резервуара н соединена с надклапанными полостями сопел..
Источники информации, принятые во внимание при экспертизе;
I. Авторское свидетельство № 446348, кл. В 22 С 15/24, 25.12.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пескодувная головка | 1972 |
|
SU446348A1 |
| Литейная машина | 1988 |
|
SU1526887A1 |
| Пескострельная головка | 1987 |
|
SU1444061A1 |
| Головка для пескодувных машин | 1972 |
|
SU436699A1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Надувная плита пескодувной машины | 1976 |
|
SU577080A1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Способ изготовления разовых литейных форм и устройство для его осуществления | 1989 |
|
SU1780917A1 |
| Способ изготовления стержней | 1980 |
|
SU872009A1 |
-/ - .-,- , - . v - - . -: . -J .-: : .-, . -(.-(- / . . - : . --.,/ . --.. V . - л ,-.. . (., - - . , N - . . .- S I , . ЩУ/7/ ////////
/2
/ .-г/.д -- V .. -- -, ,
