I
Изобретение относится к отрасли литейного производства, npemvijTiiecTBeHHo ;( конструкциям формовочкых машин, ис| рльзуемых для уплотнения песчаных форм в автоматических и поточных .чи йиях, .
Известны пескодувно-прессовые формовочные маи1ины для безоггочных форм, содержащие бункер-дозатор, ресивер, пескодувную головку, формовочную камеру с вентами и прессующий пщроципиндр, используемый также для выдачи кома смеси из формовочной камеры в горизонтальную стопку It.
Но такая конструкция предиазкачена для получения только-безопочных форм, что является существенным недостатком так как требуется применение высокопрочных формовочных смесей и ограничивается номенклатура полу шемых отливок.
Наиболее близкой по технической сущности к предлагаемой является содержащая корпус, рабочий резервуар с
2
пшьзой к клапаном вдува, ресивер ,„клапан выхлопа, ;н эд1увну о плиту соосно которой с возможностью вертикального перемещения по ее боковой стенке расположена наполнительная рамка с вентипяшюннытч и жаналаьли, прессовый стол с приводом 2..
Однако технологические возмданости этой машшш ограничены, так как на ней
возможно лишь использование опок без вент 1ляционных отверстий. В случае использования опок с вентиляционными отверстиями имеет место выброс формовоЧ ной смесл через эти отверстия.
Иель изобретения расширение технолопгческих возмошгостей машины путем использования оконной оснастки с перфор1фованными стенками.
Поставленная пель достигается тем,
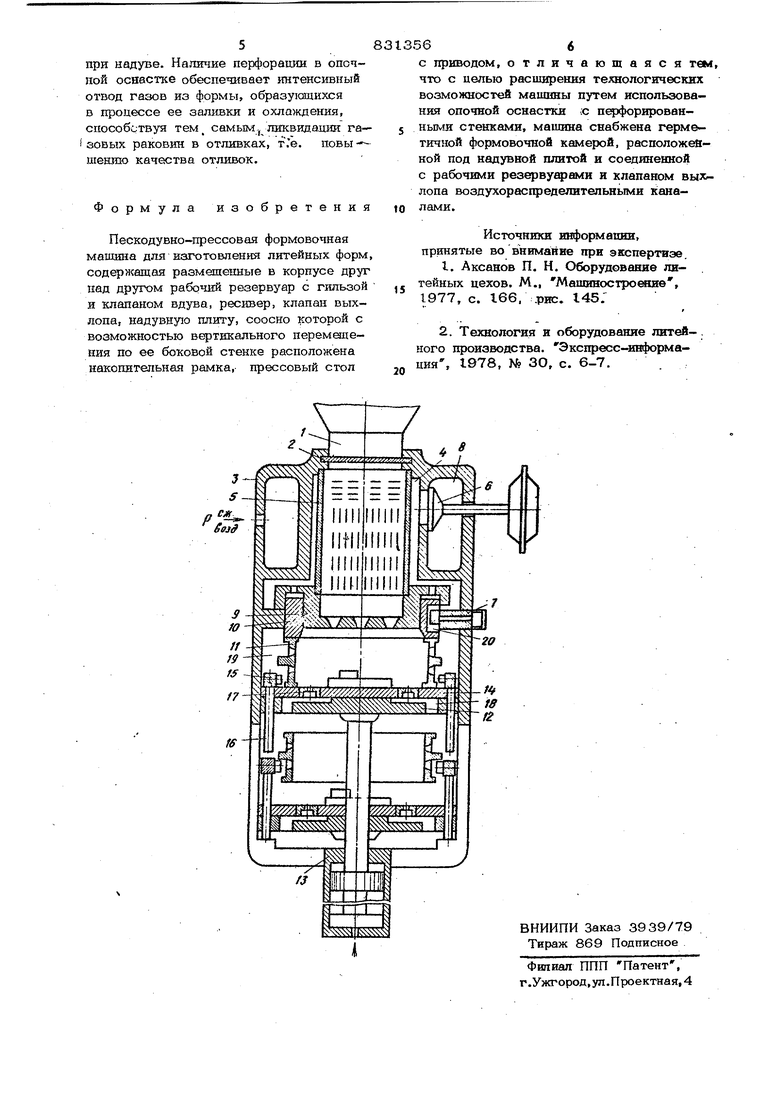
что маилша снабжена герметичной формовочной камерой 5 расположенной под надувной плитой н соединенной с рабочим резервуаром и клапаном выхлопа посредством воздухораспределительных каналов. 3.8 На чертеже изображен общий вид в разрезе пескодувно-прессовой формовочной машины для изготовле О1я опочных песчаных форм. Машина включает бункер 1 с шибером 2, корпус 3, рабочий резервуар 4 с установленной в нем гильзой 5. В корпусе 3 вьшолнены кпалан вд-ува 6 и клапан выхлопа 7. Внутренняя полость 8 корпуса 3 слулшт ресивером. Под гильзой 5 расположена надувная плита 9, соосно которой расположена наполнительная рамка Ю с возможностью вертикального перемещения по боковой стенке надувной плиты 9.. Нижний торец наполнительной рамки Ю выполнен по опоки 11. В нижней части корпуса 3 установлен прессовый стол 12, снабженный приводом в качестве которого испояьауе -ся прессо вый цкшшдр 13. На прессовом столе 12 закреплена подмодельмая плита 14 и уст новлены вытямшые рольганги 15, скалки которых выполненыС возможностью свободного поступательного перемещения в направляющих отверстиях прессового егопа 12. Для отвода воздуха в подмодель™ ной плите 14 выполнены венты 17, а в прессовом столе 12 накалы IB. Герметичная формовочная камера 19, располонсенная под надувной плитой 9, со дш-юна с рабоч1гм резервуаром 4 и каналом выхлопа 7 посредством Е5Оздухо распределительных каналов 20, выполнен ных в наполнительной рамке Ю, Пескодувно-.прессовая формовочная машетха работает cлeдy oщшv образом. В исходном положении прессовый сто 12 с зшсрепленно на нем подмодельной плитой 14 занимает кршадее нижнее положение. При этом рольганги IS опираю ся CBoiSMH скалками 16 на основание ко пуса 3 и выдвшхуты по отношению к под модельной шште 14. Опока 11 сквозь о7.но в корпусе 3 по дается по рольгангам 15 на позищ ю над подмодельной I плитой 14. Прессовый стол .12 посредством прес сового цилиндра 13 движется вверх. В процессе движения прессового стола 12 он снимает опоку 11с рольгангов 13 и прижимает ее контрладом-к наполнительной рамке 1О. При этом людмодельная плита 14, стенки корпуса 3 и надувная плита 9 образуют замкнутый объем герметичную формовочную Kaiviepy 19. При дальнейшем движении вверх пре сового стола 12 с наполинтельной рам- Кой 1О срабатывает клапан вдува 6 и 6 сжатый воздух, поступая в полость гильзы 5, загруженной формовочной смесью, выдувает последнюю через надувную шшту 9 в опоку 11. Происходит уплотнение опоки 11 формовочной смесью за счет кинетической энерг ш движущейся смеси, при этом давление воздуха в герметичной формовочной камере 19, повышенное в результате изменения первоначального объема воздуха в этой камере подачей массы смеси и в результате подачи воздуха со смесью, :препятствует выбросу, формовочной смеси через отверстия в стенках опоки 11. В процессе движения вверх щэессо- вого стола 12 с наполнительной рамкой Ю воздухораспределительные каналы 2О соединяют герметичную формовочпую камеру 19 с рабочимрезервуаром 4. Тем саглым поддерж1шается определенное. давление в герметичной Дормовочной мере 19, препятствующее выбросу формовочной смеси через отверстия в опо- ке 11. Одновременно происходит частичная фильтращ5 я воздуха через венты 17. Продолжая движешге вверх прессовый стол 12 прессует формовочную смесь в опоке 11. При движении вверх прессового стола 12 до упора наполнительной рамки 10 в нодувную плиту 9 каналы 20 соединяются с 1шапаном выхлопа 7 и давление воздуха в гермет1гчной фор- мовбчной 19 падает до атмосферного. При этом происходит окопчательная фильтрация воздуха надува через вентиляционные отверстия в опо7се 11 .в герметичную формовочную Kajviepy 19, где иоддерншвается атмосферное давление. С окончанием движения ир-ессового стола 12 заканчивается процехзс прессования формы. , После улл.отнения смеси прессоЪый стол 12 опускается, при этом рольганти 15 скалками 16 упираются в нижнюю часть корпуса 3, опока 11, встречая на своем пути рольганги 15, зависает на них, а прессовый стол 12, продолжая опускаться, производит вытяжку модели из опоки 11, По окончашш вытяж. ки onoica 11 выкатывается из машины по рольгангу 15. Предлагаемая пескодувно-прессовая формовочная машина обладает возможностью получения форм в опоках, снабженных вентиляциош1ыми отверстиями, так как давление сжато1о фоздуха в гер.метичной камере, охватывающей опоку, препятствует выбросу смеси из опоки

| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Устройство для уплотнения разовых литейных форм | 1989 |
|
SU1688971A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Способ изготовления литейных форм | 1980 |
|
SU908483A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
