Изобретение относится к черной металлургии, в частности к композитным металлам, изготавливаемым способом литого плакирования, и может быть применено при отливке слойных слитков, преимущественно большой массы.
Известны плиты плакирующего слоя - цельные, прямоугольной конфигурации - предназначенные для установки в изложницу при изготовлении слойных слитков 1, 2.
Известна также плита, применяемая при изготовлении литого композитного слитка, представляющая собой стальной плоский стержень прямоугольной формы из нержавеющей стали с приспособлениями для установки в изложнице (3).
Однако при прокатке слойного слитка, содержащего известную плиту, на раскаты и раскатов на листы из-за различия в пластичности слоев происходит неодинаковая вытяжка их по кромкам в продольном и поперечном направлениях, в результате чего имеет место повышенная разнотолщинность составляющих слоев в листе.
Вследствие неравномерности деформации слоев отсутствует схватывание основного и плакирующего металлов в зоне неодинаковой их
вытяжки. Налнч е утолщений плакирующего слоя по боковым кромкам и отсутствие связи Между слоями приводит к повышенным технологическим отходам металла. о
При использовании крупных слитков раскаты необходимо разрезат } для получения двух, трех и более слябоВ.
При порезке раскатов огнем в термической зоне из-за различия коэффициентов линейного расщирения слоев возникают напряжения, вызывающие отслоение плакирующего слоя в этих местах, что также приводит к значительным технологическим отходам.
Цель изобретения - улучшение качества слойного проката и сокращение расхода металла.
Указанная цель достигается тем, что плита плакирующего слоя выполнена составной из двух или более пластин, у которых боковые узкие грани пр периметру имеют утонеиие на 25-35°/о, обраэоваиное скошенными кромка Ми широкой граии, при этом продольные кромки имеют ширину, равяую толщине пластииы, а поперечные кромки - равиую полутора-двум толщинам.
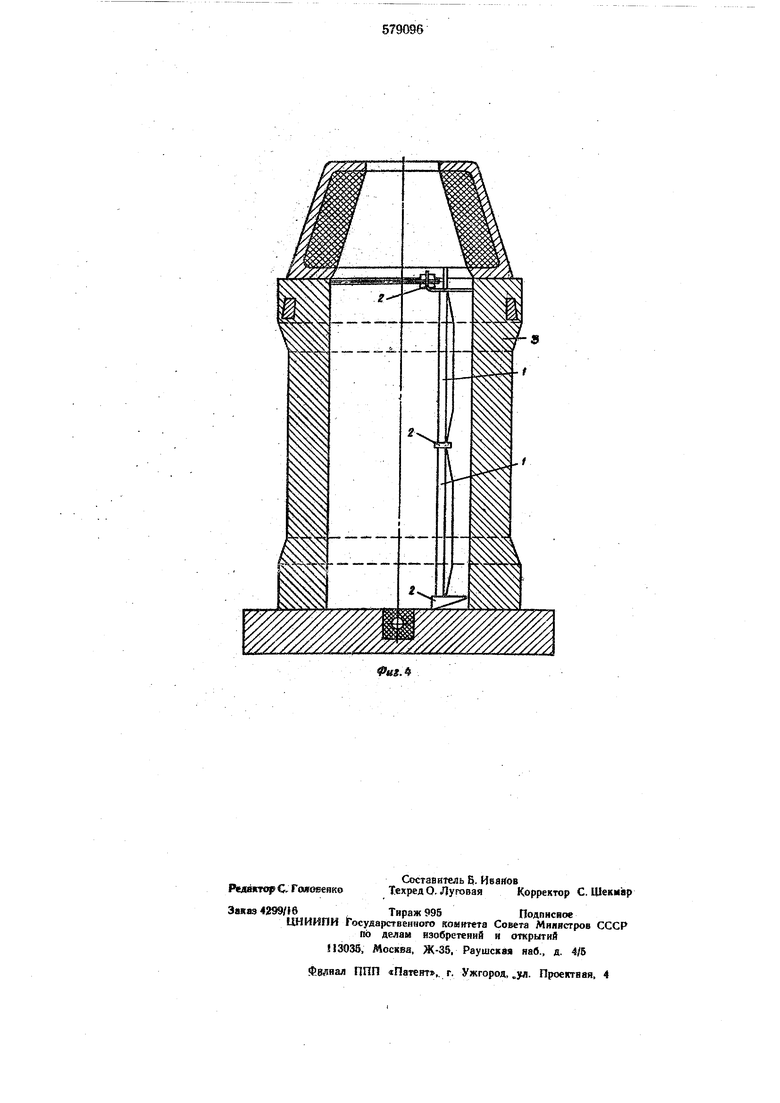
На фиг. 1 показана составиая плита плакирующего слоя, вид в плане; иа фиг. 2 - то же, вид сбоку; иэ фиг. 3 - то же, вид сверху) па
фиг. 4 - размещение плиты в изложнице ;«ред заливкой металлов основкогй слог;., екд сбоку.
Составная плита плакирующего слоя состоит из двух или более, пластин 1 длиной L, щирииой В и толщиной h и приспособлений 2 (фиг. 2), при помощи которых эта плита фиксируется в изложнице 3 (фиг. 4). Расстояние между пластинами независимо от их толщины составляет 10-15 мм. Узкне боковые грани по периметру кан$дрй из пластин 1 имеют утоиение 25-35% и скошенные кромки по периметру широкой грани. Ширина продольной кромки « равна толщине пластины h, т.е.), а ширина поперечной кромки &,5-2h. fljjHta устана вливается в изложнице таким- образом, чтобымежду плитой и стенками изложницы оставалось расстояние, необходимое для свободного заполнения его металлом.
Использование слитков с такой плитой для производства слойного металла позволяет получить листы с постоянной толщиной слоев йо сечению листа за счет более равномерного распределения высотной деформации составляющих слоев и сократить расход металла за счет снижения-технологических отходов и брака.
Формула изобретения
1.Плита плакирующего слоя для композитных слитков, снабженная приспособлениями
для ее размещения в изложнице, отличающаяся тем, что, с целью улучшений качества слойиого проката в сокращения расхода г,геталла, плита выполнена составной из двух ял я более пластин.
2.Плета плакирующего слоя для Композитных слитков по п. I, отличающаяся тем,
что плас7 Ины плиты выполнены со скошенными кромками по периметру широкой г|рани, обеспечивающими утоиение узкой грани пластины на 25-35%, при этом продольные кромки имеют ширину, равную толщине пластины, а поперечные кромки-- ширину, равнуф полутора - двум толщинам пластины.
Источники информации, принятые во внимание при экспертизе:
I. Головаиенко С. А., Меандров Л. В. Про-, изводство биметаллов, М.,Металлургия, 1%6, с. 160-1бЙ, рис. 80.
2. Авторское свидетельство СССР Nt 2 1304, кл. В 22 D 19/00, 1967.
3.Патент США № 3819145, кл. 249-205, 1974.
о
S
V
v
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плакированных листов из слоистого слитка | 1975 |
|
SU610652A1 |
| Слиток | 1976 |
|
SU593808A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1991 |
|
RU2009013C1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Устройство для отливки листового слитка | 1990 |
|
SU1694325A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| Способ изготовления плакирующей заготовки | 1986 |
|
SU1371723A1 |
| Пакет для получения многослойных листов | 1978 |
|
SU724312A1 |
| Способ производства толстых листов | 1989 |
|
SU1696015A1 |

4,
,
«
t/i
ГП
D
Фил.
В-еЕ
ФиЦ
9
