Изобретение относится к металлургии и может быть использовано при прокатке толстых листов и плит из горизонтально разлитых слитков.
Цель изобретения - снижение расхода металла путем уменьшения толщины удаляемого при зачистке слоя.
В горизонтально разлитом слитке отсутствует прибыль, а в результате особенностей его затвердевания ликваты, неметаллические включения, дефекты усадочного происхождения концентрируются в некотором поверхностном слое по верхней грани слитка, которая является плоскостью прокатки.
Машина огневой зачистки (МОЗ) не обеспечивает полного удаления дефектного слоя, поэтому в настоящее время горизонтальные слитки после кристаллизации и последующего охлаждения отправляют в механические цеха для строжки механического удаления верхнего слоя, что резко снижает эффективность технологической цепочки производства толстолистовой стали. Не представляется возможным использовать тепло затвердевшего слитка и реализовать нагрев под прокатку с горячего посада, что увеличивает затраты на нагрев и потери металла с угаром в печи. Возникают дополнительные затраты на транспортировку слитка и эксплуатацию механического оборудования. Кроме того, вследствие прогиба головной поверхности слитка при усадке в процессе кристаллизации, при зачистке дефектного слоя удаляется и здоровый металл из боковых граней слитка.
О
ч
0
о
СП
Снизить затраты и потери металла при производстве толстых листов из горизонтальных слитков можно за счет использования машины огневой зачистки, расположенной в линии стана, для удаления дефектного слоя после предварительного уменьшения его толщины.
Прокатка слитков в черновых пропусках характеризуется значительной неравномерностью распространения деформации по высоте раската и локализацией ее в поверхностных слоях, что приводит к их преимущественной вытяжке и утоньшеиию.
В связи с этим предлагается предварительно прокатывать слигок до промежуточной толщины, что обеспечит уменьшение толщины дефектного слоя и возможность его полного удаления на машине огневой зачистки. На данном этапе слиток должен быть обжат на толщину сегрегационного слоя, Зтослойс повышенным содержанием серы, фосфора, углерода, неметаллических включений. Толщину его можно определить исходя из конкретных условий разливки.
При меньшем суммарном обжатии дефектный слой недостаточно утоньшзется, его удаление на МОЗ требует нескольких проходов, что приводит к охлаждению нижней поверхности раската и создает целый ряд трудностей для дальнейшей его прокат- км (изгиб раската, трещины на поверхности). При большем суммарном обжатии на предварительном этапе прокатки увеличивается опасность трещинообрэзования на верхней поверхности раската (соответствующей головной поверхности слитка). Значительная засоренность сульфидами данной зоны резко снижает пластичность металла. При прокатке наблюдается растрескивание дефектного слоя. При значительном суммарном обжатии на предаврительном этапе прокатки данные трещины распространяются в здоровый металл (вследствие нали- чия растягивающих напряжений в приконтактной зоне и наличия концентраторов напряжений - указанных микротрещин), что, в конечном счете, может привести к отбраковке прокатанного листа.
В результате осуществления операции зачистки в потоке прокатки на МОЗ отпадают затраты на механическую обработку и дополнительную межцеховую перевозку слитка, появляется возможность осуществлять нагрев слитка под прокатку непосред- ственно после кристаллизации и извлечения из изложницы, с горячего посада, что обеспечивает снижение затрат на нагрев. Экономия металла достигается за счет снижения потерь при зачистке (здоровый металл из периферийной зоны головной поверхности переходит а тала раската и при зачистке не удаляется) и уменьшения угара металла в печи зэ счет уменьшения времени нагрева слитк а при горячем посаде,
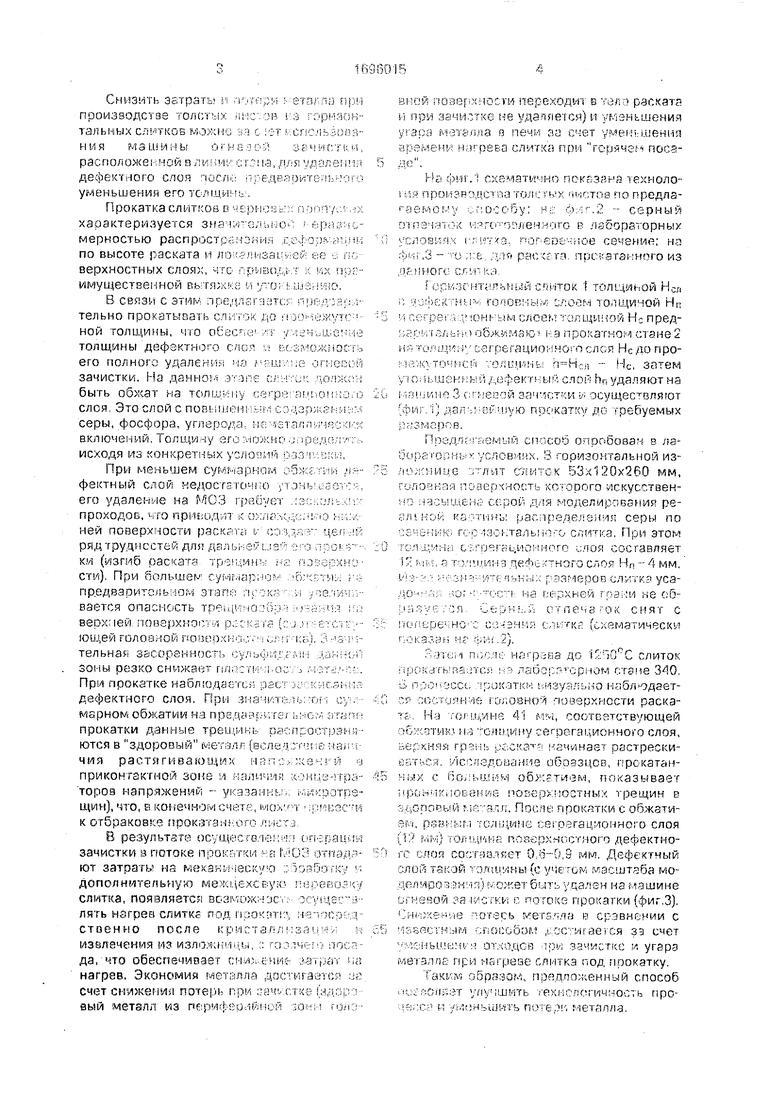
На фиг. 1 схематично показана технология производства толстых листов по предлагаемому способу; на фиг,2 - серный отпечаток изготовленного в лабораторных
условиях слитка, поперечное сечение; на фиг.З - то же, для раската, прокатанного из данного слитка.
Горизонтальный слиток 1 толщиной НСл с дефектным головным слоем толщиной Нп
5 и сегрегационным слоем толщиной Нс предварительно обжимают на прокатном стане 2 HP толщину сегрегационного елся Нсдо промежуточной толщины - Не, затем утоньшенный дефектный слой hn удаляют на
0 машине 3 огневой зачистки и осуществляют (фиг.1) дальнейшую прокатку до требуемых размеров.
Предлагаемый способ опробован в лабораторных условиях, В горизонтальной из5 ложнице отлит стшток 53x120x260 мм, головная поверхность которого искусственно насыщена серой для моделирования реальной картины распределения серы по сечению горизонтального слитка. При этом
0 толщина сегрегационного слоя составляет 12 мм. а толщина дефектного слоя Нп - 4 мм. незначительных размеров слитка уса- дочняя вогнутость на верхней грани не образуется. Серный отпечаток снят с
5 поперечного сечения слитка (схематически показан на фиг.2),
Затем после нагрева до 1250°С слиток прокатывается нэ лабораторном стане 340. В процессе лрокаткм визуально наблюдает0 ся состояние головной поверхности раската. На толщине 41 мм, соответствующей обжатию на толщину сегрегационного слоя, верхняя грань раската начинает растрескиваться, Исследование образцов, прокэтан5 ных с большим обжатием, показывает проникновение поверхностных трещин в здоровый металл. После прокатки с обжатием, равным толщине сегрегационного слоя (12 мм) толщина поверхностного дефектно0 го слоя составляет 0,6-0,9 мм. Дефектный слой такой толщины (с учетом масштаба моделирования) может быть удален на машине огневой зачистки в потоке прокатки (фиг.З). Снижение потерь металла в сравнении с
5 известным способом достигается за счет уменьшения отходов при зачистке и угара металла при нагреве слитка под прокатку.
Таким образом, предложенный способ позволяет улучшить технологичность процесса и уменьшить потери металла.
Формула изобретения
Способ производства толстых листов, включающий непрерывную отливку слитка с сегрегационным слоем, его предварительную деформацию при температурах прокатки, зачистку и прокатку, отличающийся тем, что, с целью снижения расхода металла путем уменьшения толщины удаляемого при зачистке слоя, предварительную деформацию осуществляют на величину сегрегационного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки слябов | 1981 |
|
SU995951A1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки толстых листов из слитков | 1988 |
|
SU1519802A1 |
| Способ производства толстых листов | 1988 |
|
SU1519801A1 |
| Способ прокатки слябов на слябинге | 1986 |
|
SU1519797A1 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| Способ прокатки толстых листов | 1990 |
|
SU1752457A1 |
| Способ производства толстых листов | 1990 |
|
SU1825320A3 |

Изобретение относится к металлургии и может быть использовано при прокатке толстых листов и плит из горизонтально разлитых слитков. Цель изобретения - снижение расхода металла путем уменьшения толщины удаляемого при зачистке слоя. Способ включает отливку горизонтального слитка, его предварительную деформацию, зачистку и прокатку. Новым в способе является то, что перед зачисткой слиток обжимают на толщину сегрегационного слоя, включающего в себя повышенное содержание серы, фосфора, углерода и неметаллических включений. Это позволяет использовать тепло затвердевшего слитка, уменьшить затраты на передел, сократить транспортные расходы. 3 ил.
А Л X Лсрие.1
ери г 2
фиг.З
| Transactions ISIJ, к 25 | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Цинковальный котел | 1920 |
|
SU1227A1 |
| 0 |
|
SU401036A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
