00
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Пакет для получения многослойных листов | 1978 |
|
SU724312A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| ВЕРТИКАЛЬНЫЙ ВАЛОК | 1988 |
|
SU1603595A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
Изобретение относится к подготовке пластин плакирующего металла для производства биметаллических листов пакетным способом. С целью сокращения удельного расхода металла и получения прямоугольных кромок заготовки перед прокаткой боковую грань сляба выполняют вогнутой глубиной, равной 0,9 - 1,1 величины ушире- ния при прокатке его в длину, а величину вогнутости определяют по формуле. Способ обеспечивает снижение расхода металла на 30-80 кг, 2 ил,, 1 табл.
Изобретение относится к черной металлургии, в частности к производству биметаллических листов пакетным способом.,
Цель изобретенчя - получение пря- моугольнь х кромок заготовки и сокращение удельного расхода металпа.
Пример. Изготовление заготовок плакирующего металла.
Сляб толщиной ho 145 мм, шириной, разной ширине заготовки 1060 мм подвергают зачистке по всей его поверхности наждачным кругом, удаляя поверхностные дефекты. Затем на боковых его гранях наждачным кругом выполняют вогнутости, которые для получения заготовки плакирующего тол риной мм имеют величину, равнуто (0,9-1,1) Л 24,1-29,3 мм. Затем 20 всему периметру для удаления поверх- произзодят прокатку без разбивки ши- ностных дефектов. Затем на боковых
рины и порезку раската на мерные дпи- ны. Боковая кромка заготовки при зтом близка к прямоугольной. Готовые заготовки закладывают в пакет для производства биметаллических листов.
Выполняют вогнутости глубиной, равной 0,9-1,1 величины уширения при прокатке сляба в длину, при этом величину вогнутости определяют по фор- ЗО лических листов пакетным способом.
муле
л з(Ь - h) мм,
где А- величина уширения, мм;
3 - коэффициент уширения при 10QO°C, а 0,25;
Известный
18,8 24,1 26,8 29,5 32,2
h - начальная толщина сляба, мм;
h - конечная толщина плакирующей заготовки, мм.
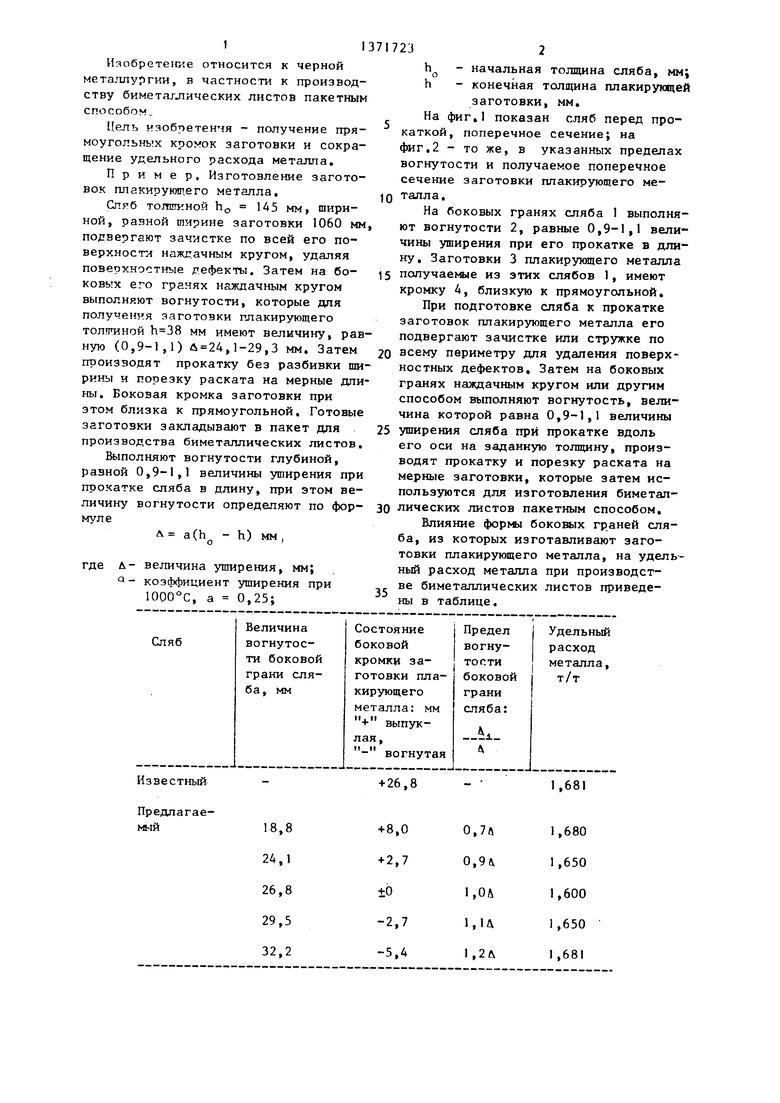
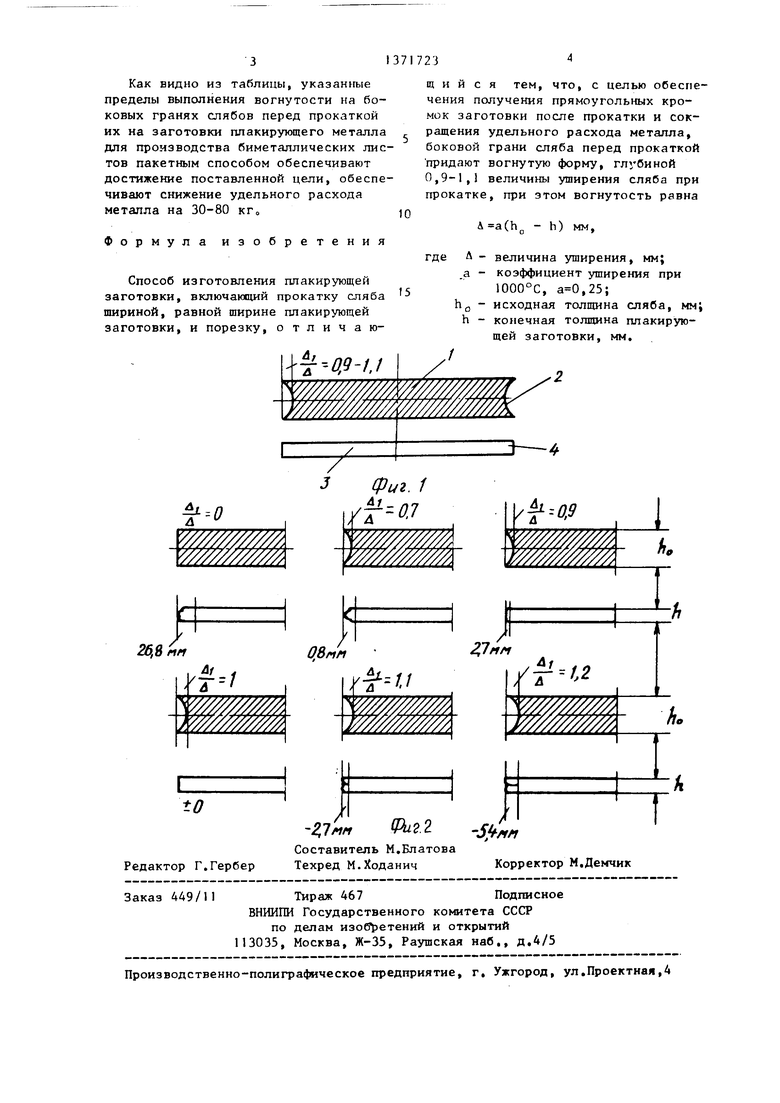
На фиг,1 показан сляб перед прокаткой, поперечное сечение; на фиг,2 - то же, в указанных пределах вогнутости и получаемое поперечное сечение заготовки плакирующего ме- талла.
На боковых гранях сляба 1 выполняют вогнутости 2, равные 0,9-1,1 величины ущирения при его прокатке в длину. Заготовки 3 плакирующего металла получаемые из этих слябов 1, имеют кромку Д, близкую к прямоугольной.
При подготовке сляба к прокатке заготовок плакирующего металла его подвергают зачистке или стружке по
гранях наждачным кругом или другим способом выполняют вогнутость, величина которой равна 0,9-1,1 величины 25 уширения сляба при прокатке вдоль его оси на заданную толщину, производят прокатку и порезку раската на мерные заготовки, которые затем используются для изготовления биметал35
Влияние формы боковых граней сляба, из которых изготавливают заготовки плакирующего металла, на удельный расход металла при производстве биметаллических листов приведены в таблице,
+ 26,8
1,681
0,7ft 0,9 1,0& 1,1Д 1,2Л
1,680 1,650 1,600 1,650 1,681
Как видно из таблицы, указаньгые пределы выполнения вогнутости на боковых гранях слябов перед прокаткой их на заготовки плакирующего металла для производства биметаллических листов пакетным способом обеспечивают достижение поставленной цели, обеспечивают снижение удельного расхода металла на 30-80 кг
Формула изобретения
Способ изготовления плакирующей заготовки, включающий прокатку сляба шириной, равной ширине плакирующей заготовки, и порезку, отличаю
щ и и с я тем, что, с целью обеспечения получения прямоугольных кромок заготовки после прокатки и сокращения удельного расхода металла, боковой грани сляба перед прокаткой придают вогнутую форму, глубиной 0,9-1,1 величины уширения сляба при прокатке, при этом вогнутость равна
А а(Ьд - h) мм,
где А - величина уширения, мм;
.а - коэффициент уширения при
1000°С, ,25;
Ьд - исходная толщина сляба, мм; h - конечная толщина плакирующей заготовки, мм.
| Заготовка для прокатки листов из спеченных порошковых металлов | 1982 |
|
SU1057131A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
