1
Изобретение относится к. прессам вепреjjbiBHoro действия и может быть применено в деревообрабатывающем машиностроении.
Известны гусеничные прессы непрерывного действия, в которых перемешакяциеся гусеницы охвачены бесконечными стальными лентами 1.
Основные недостатки этих прессов: их конструктивная сложность, большое количество нагревательных элементов, терморегул$ торов, подшипников, а также высокая стоимость стальных лент, которые к тому же часто рвутся.
Известны прессы непрерывного действия для изготовления плит, наприх ер древесносгружечных, включающие верхние н нижние прессующие узлы с ведущим и ведомым барабанами, охваченными бесконечными лентами, одна из которых выполнена из отдельных соединенных между собой пластин с зуб чатым профилем по ширине |2.
В известных прессах выемки и выступы выполнены прямоугольными и соседние пластины шарнирно соединены друг с другом болтами. Каждый прижимной валок, проходя
через место стыка между двумя соседними пластинами, ударяет о передние кромки выо тупов следующей пластины и только тогда выравнивается. В связи с этим имеется опасность деформирования передних кромок выступов пластин в месте стыка.
Цель изобретения - повышение срока службы и надежности в работе пластинчатых лент,
Для достижения этой цели выступы зубчатых профилей пластин выполнены сужакядям ся в сторону вершины, причем в выступах и впадинах между ними выполнены фальцы, а по бокам каждая пластина имеет выемки, в которых установлены соединительные поводки.
Выступы зубчатых профилей пластин могут иметь форму трапеции или треугольника,
&,1сота каждого выступа больше pacctosN ния между осями вращения соседних прижимных валков, а внешние боковые поверхности каждой стороны поводков и пластинчатой ленты расположены в одной плоскости.
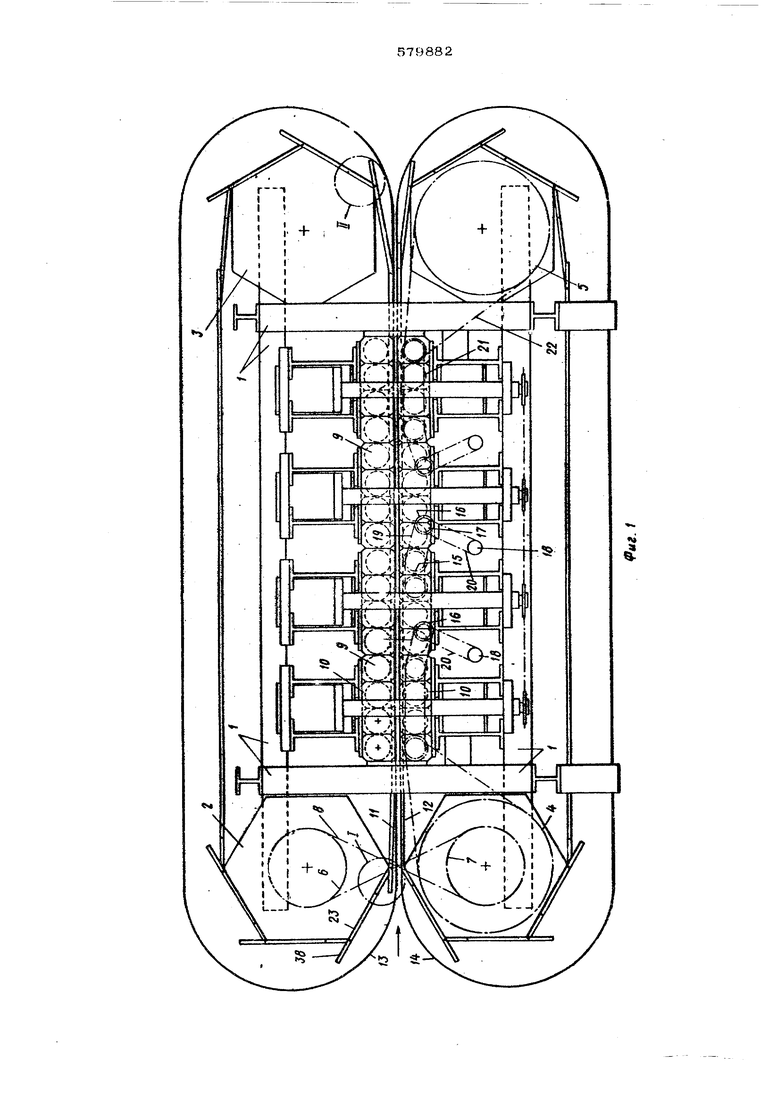
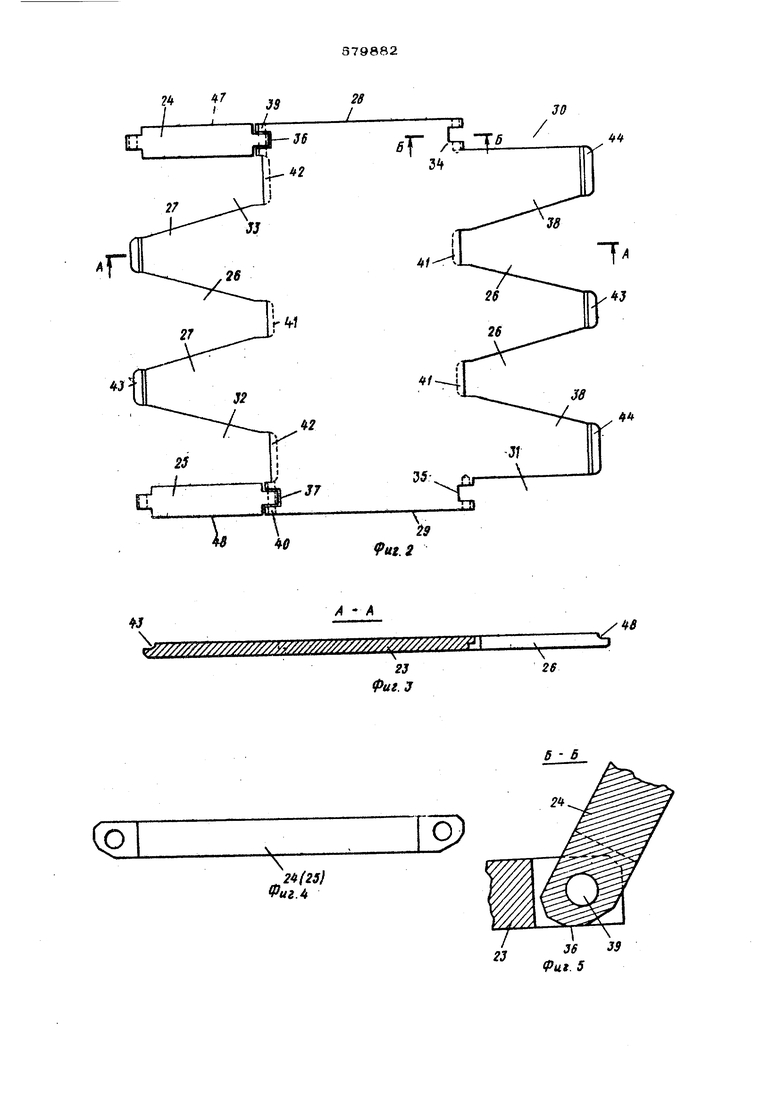
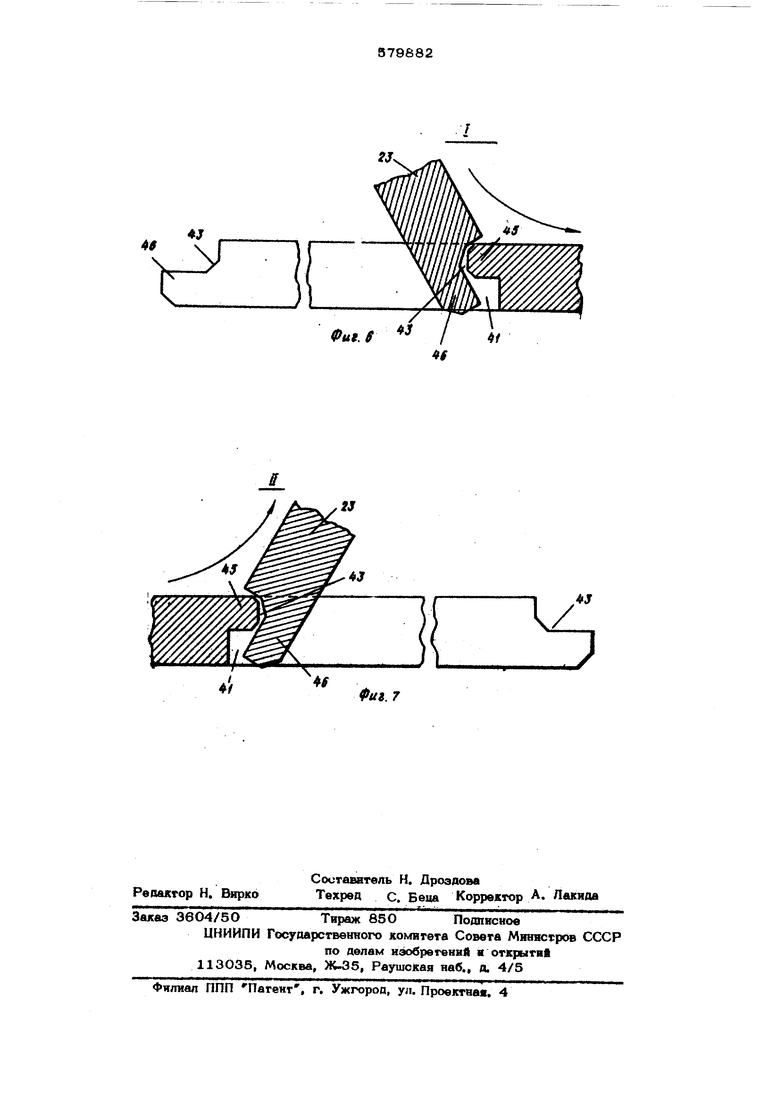
На фиг. 1 изображен пресс, вид сбоку} на фиг. 2 -. пластина, вид сверху; на фиг, 3поперечное сечение А-А фиг. 2 на фиг, 4поводок, вид сбоку; на фиг. 5 - разрез В-Б фиг. 2 с подключенными поводками; не фиг. 6 - узел I фиг. 1 (с задней стороны пресса); на фиг. 7 - узел П фиг. 1 (с задней сгоровы пресса). На раме 1 пресса закреплены барабаны 2. Барабаны 2 н 3 связаны между собой юрез цепные колеса в, 7 и оепь 8. На раме расположены также верхние прижимные валки 9 в нижние10, объеДиненк ные в группы, снабженные гидравлическими пилинорами. Между прижимными валхами 9 и 1О расположеюл бесконечные пластинчатые ленты 11 и 12 и охватывающие их бесконечные стальные ленты 13 и 14. Част валков 1О выполнена с возможностью привода через кепные колеса 15-18, связан«ые между собой цепями 19 и 2О. Эти вршкимные ваяки через ивпь 21 и цепной привод 22 связаны с барабаном 5. Бесконечшле пластинчатые ленты 11 и 12 состоят ИЗ шарнврно соединенных друг с другом пластин 23 по бокам которых имеются выемки для соединительных поводко 25. Пластины 23 ш полнены с выемками 26 в выступамя 27, причем выступы зубчатых профилей пластин могут иметь форму трапе пни или треугольника. На боковых пстерхностях 28, 29 пластин 23 преяуоуютрешя прямоугольные выемки 30 и 31 с ояной сторо ны каждой пластины и более широкие выемки 32 и 33 с другой ее стороны. Шемкн выполнены с опорным : поверхностями . В соответхгтвии с этим на боковых поверхностях 28 и 29 предусмотрены выступы, 38, причем их форма отличи ется от формы выступов 27, Если несколько пластин 23 подключены друг к другу,, то выступы 38 зацепляются в каемках 32 и 33, а . выступы 27 - в выемках 26. Соседние пластхшы соединены друг с дру гом черва поводки 24, 2S, связанные с ними болтами 39 и 4О, В каждой выемке 26, 32, 33, в области основания, шлпоянены фальцы 41 и 42, пр6стира1 хииеся поперек направления движения пластинчатых лент. В каждом ылступе 27 или 38 пластины также со стороны сво бодного конца выполнены фальцы 43 и 44, образованные выступами 45 и 46. Глубина фальцев 43 и 44 аыступов 27 и 38 немного больше глубины фальцев 41 н 42 выемок 26, 32, 33. В области заполнения пресса (см. фиг. 7) соседние пластины опираются друг на друга выступами 45 н 46, поэтому болты при сое ОНнании пластин практически не нагружены, Целесообразно обеспечить, чтобы апнна аждого выступа 27 и 38 или длина кеж ой шлемки 26, 32, 33 быпа больше растояния между осями вращения соседних рижимных валков 9, 10, поскольку в таком лучае обеспечивается более благоприятная агрузка на изгиб. Внешние боковые поверхности 47 и 48 оводков 24, 25 расположены в той же лоскости, что и боковые поверхности 28, 9 плит 23; Пластины могут иметь толщину порядка 50 мм. (В соответствии с этим снижается ес каждой отдельной пластины, благодаря ему можно удвоить рабочую скорость прес J, например с 20 м/мнн до 4О. Пресс работает следующим образом. Через фрикционную муфту приводятся свнх« ронно барабаны 2 и 4. Скорость вращения верхней бесконечной пластинчатой ленты н больше скорости вращения нижней ленты. Подлежащий предварительному или OKOI чательному прессованию слой из перемешанных со связующим волокнистых стружек вводят между бесконечными стальными лентами 13 и 14 в пресс непрерывного деист ВИЯ и сначала слегка спрессовывают. Затем этот слой поступает в зону действия приво ных прижимных валков 10. Е зыъавмые прижимными валками сжимающие силы спрео совывают слой в требуемой степени, прячем при предварительном прессовании слой лишь уплотняется, а при окончательном прессова ниш уплотняется . н подвергается воздействию тепла, которое через бесконечные пластинчатые ленты 11, 12 и бесконечные стальные ленты 13, 14 передается на слой Bonojbнистой массы. Прессование осуществляется до тех пор, пока слой не выйдет из зоны последних прижимных валко1в. Форк1ула изобретения 1. Пресс непре %1вного действия для и готовления плит, например древесноструже ных, включающий верхний и нижний прессук шие узлы с расположенными на барабанах бесконечными стальными лентами, охватыва10« шнми пластинчатые ленты, пластины которой имеют зубчатый профиль по ширине, прижимные валки и привод, отличающий с я тем, что, с целью повышения долговеч ности и надежности работы бесконечных пластинчатых лент, выступы зубчатых профилей пластин ш шолнены сужающимися в сторону вершины, причем в выступах и впадинах между ними выполнены фалыш, а
no бокам каждая пластнна имеет выемки, в которых установлены соединительные поводки.
2.Пресс по п. 1, отличаюшяй с тем, что выступы зубчатых профилей пластин имеют форму трапеция.5
3.Пресс по п. 1, отличаюшиА с тем, что выступы зубчатых проблей пластин имеххг форму треугояьшисА.
4.Пресс по пп), о тдвчаюши1
с тем, что Высота каждого выступа боль,10 ше расстояния между осями вращения пртокимных валкоа
5. Пресс по п. 1, отличающийс я тем, что внешние боковые поверхности каждой стороны поводков и пластинчатой ленты расположены в одной плоскости.
Источники информапии, принятые во вяя маняе пря экспертизе:
1. Шварцман Г. М, Производство древеса ностружечных плнт, М., 1967, с. 212-21з..
, .Патент ФРГ Ni 2017845, кл. 39 а . 5/08, 1972. Раг. i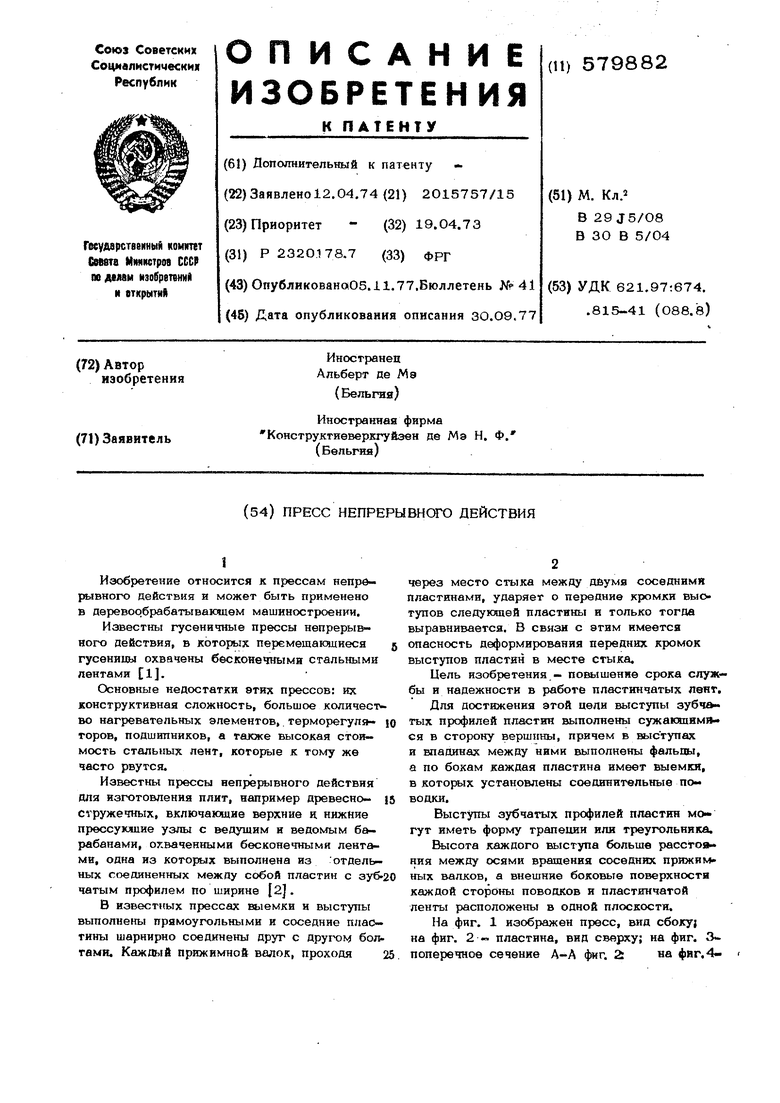
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс непрерывного действия | 1975 |
|
SU645535A3 |
| Пресс непрерывного действия | 1979 |
|
SU812598A1 |
| Пресс непрерывного действия для подпрессовки слоя волокнистой массы при изготовлении стружечных или волокнистых плит | 1977 |
|
SU973006A3 |
| Устройство для прессования поступательно движущихся заготовок | 1987 |
|
SU1582981A3 |
| Пресс непрерывного действия | 1974 |
|
SU559632A3 |
| ДВУХЛЕНТОЧНЫЙ ПРЕСС | 1985 |
|
RU2071422C1 |
| МАШИНА ДЛЯ ТРЕПАНИЯ ЛЬНА И Т.П. ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1925 |
|
SU3997A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЧЕРЕПИЦЫ, ПО МЕНЬШЕЙ МЕРЕ, С ОДНИМ ГИДРОИЗОЛЯЦИОННЫМ ЭЛЕМЕНТОМ | 2007 |
|
RU2393957C1 |
| Устройство для подачи обвязочной ленты | 1989 |
|
SU1712250A1 |
| Пресс непрерывного действия | 1981 |
|
SU1056888A3 |
w
Kg j /iy/y//// /Z Z
....J..,
(р
24(25} ФигЛ
48
26
Щ)
23
6
Ц
Фия. 7
