(54) ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ
и 20 соответственно, обеспечивая необходимый натяг пластинчатых лент 2 и 5.
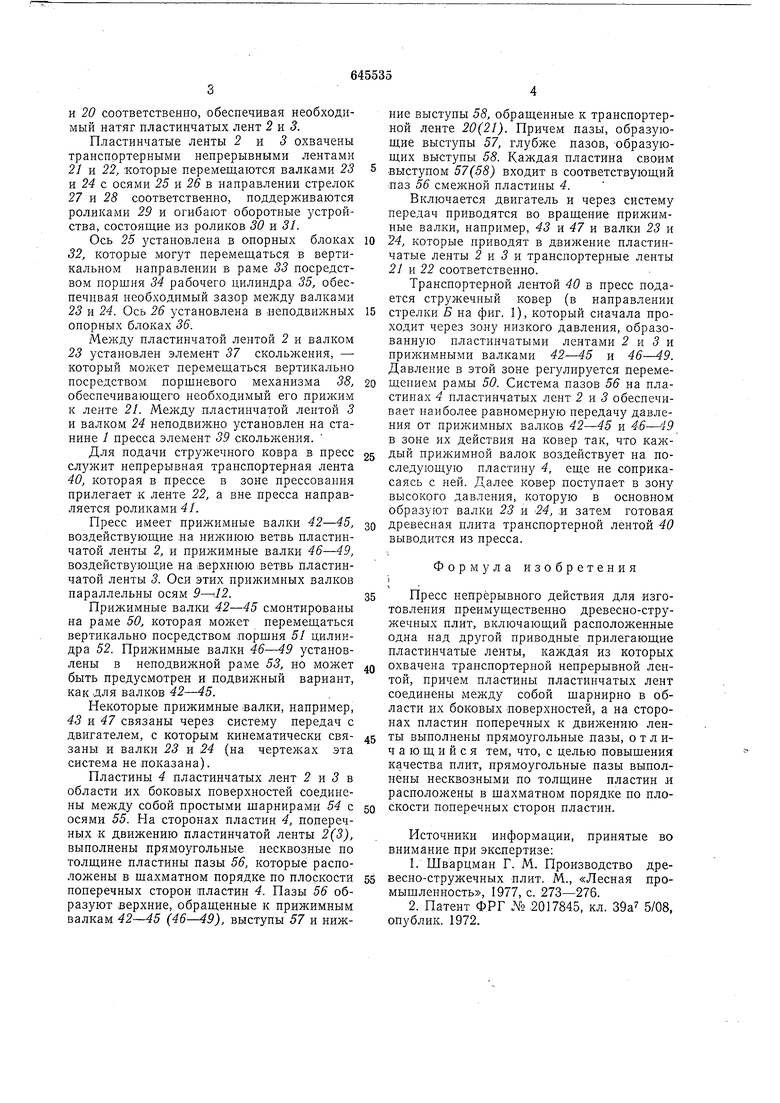
Пластинчатые ленты 2 и 5 охвачены транспортерными непрерывными лентами 21 и 22, которые перемещаются валками 23 и 24 с осями 25 и 25 в иаправлении стрелок 27 и 28 соответственно, поддерживаются роликами 29 и огибают оборотные устройства, состоящие из роликов 30 и 31.
Ось 25 зстаиовлена в опорных блоках 32, которые могут перемещаться в вертикальном направлении в раме 33 посредством иоршня 34 рабочего цилиндра 35, обеспечивая необходимый зазор между валками 23 и 24. Ось 26 установлена в неподвижных опорных блоках 36.
Между пластинчатой леитой 2 и валком 23 установлен элемент 37 скольжения, - который может перемещаться вертикально посредством иоршневого механизма 38, обеспечивающего необходимый его прижим к ленте 21. Между пластинчатой лентой 3 и валком 24 неподвижно установлен на станине / пресса элемент 39 скольжения.
Для подачи стружечного ковра в пресс слзжит непрерывная транспортерная лента 40, которая в прессе в зоне прессования прилегает к ленте 22, а вне пресса направляется роликами 41.
Пресс имеет прижимные валки 42-45, воздействующие на нижнюю ветвь пластинчатой ленты 2, и прижимные валки 46-49, воздействующие на 1верхнюю ветвь пластинчатой ленты 3. Оси этих прижимных валков параллельны осям 9-d2.
Прижимные валки 42-45 смонтированы на раме 50, которая может перемещаться вертикально посредством порщня 51 цилиндра 52. Прижимные валки 46-49 установлены в неподвижной раме 53, но может быть предусмотрен и подвижный вариант, как для валков 42-45.
Некоторые прижимные валки, например, 43 и 47 связаны через систему передач с двлгателем, с которым кинематически связаны и валки 23 и 24 (на чертежах эта система не показана).
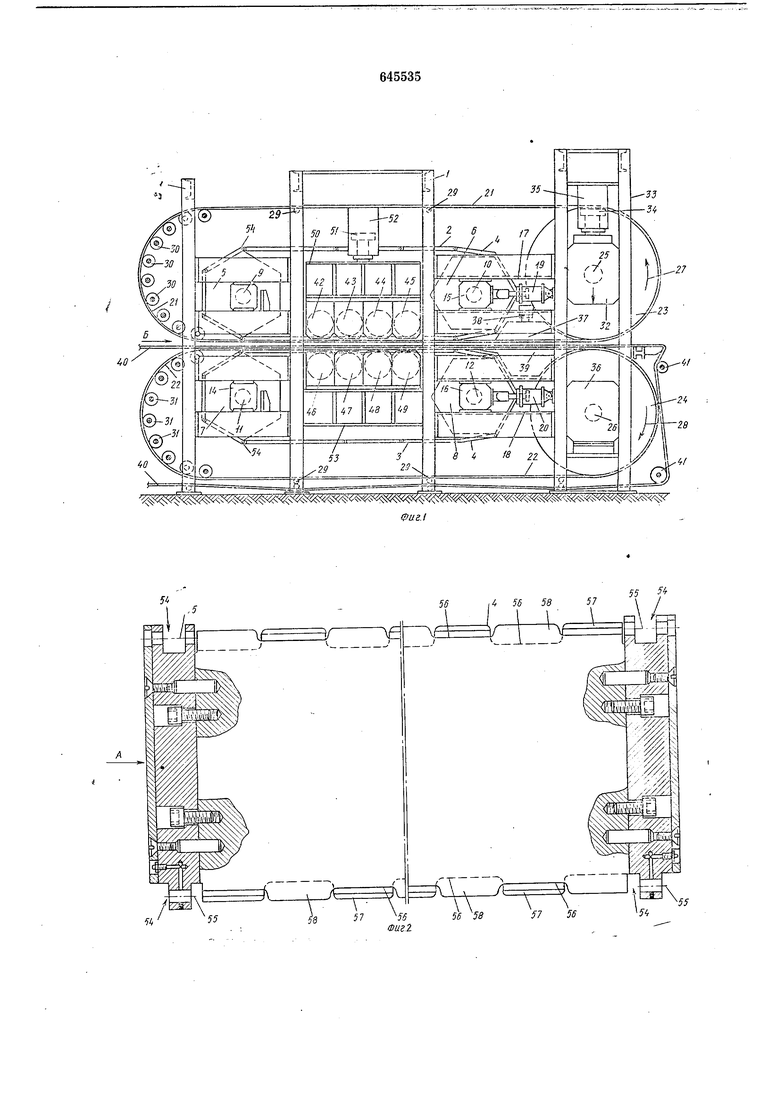
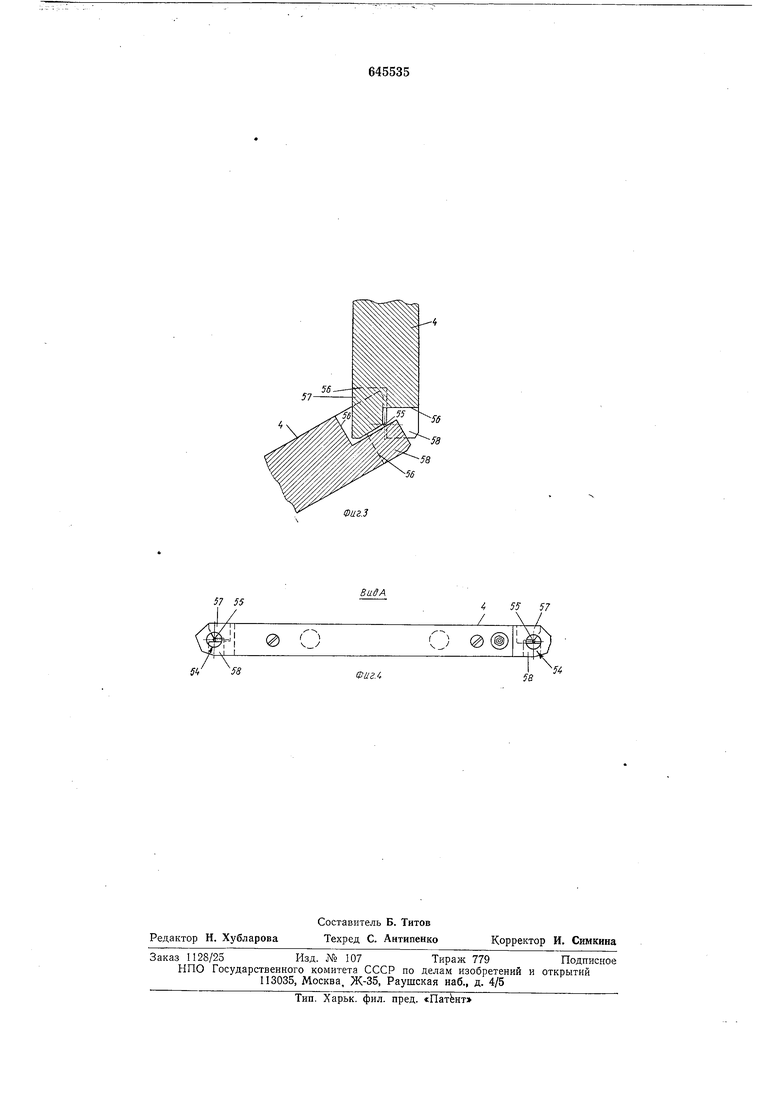
Пластины 4 пластинчатых лент 2 и в области их боковых поверхностей соединены между собой простыми щарнирами 54 с осями 55. На сторонах пластин 4, поперечных к движению пластинчатой ленты 2(3), выполнены прямоугольные несквозные по толщине пластины пазы 56, которые расположены Б шахматном порядке по плоскости поперечных сторон пластин 4. Пазы 56 образуют верхние, обращенные к прижимным валкам 42-45 (46-49), выступы 57 и нижние выступы 58, обращенные к транспортерной лейте 20(21). Причем пазы, образующие выступы 57, глубже пазов, образующих выступы 58. Каждая пластина своим выступом 57(58) входит в соответствующий паз 56 смежиой пластины 4.
Включается двигатель и через систему передач приводятся во вращение прижимные валки, например, 4 и 47 и валки 23 и 24, которые приводят в движение пластинчатые леиты 2 и 5 и трансиортериые ленты 21 и 22 соответственно.
Транспортерной леитой 40 в пресс подается стружечный ковер (в направлении стрелки Б на фиг. 1), который сначала проходит через ЗО.НУ низкого давления, образованную пластинчатыми лентами 2 и 5 и прижимными валками 42-45 и 46-49. Давление в этой зоне регулируется перемещением рамы 50. Система пазов 56 иа пластинах 4 пластинчатых лент 2 и 5 обеспечивает наиболее равномерную передачу давления от прижимных валков 42-45 и 46-49 в зоне их действия на ковер так, что каждый прижимной валок воздействует на последующую пластину 4, еще не соприкасаясь с ней. Далее ковер пост)пает в зону высокого давления, которую в основном образуют валки 23 и 24, я затем готовая древесная плита транспортерной лентой 40 выводится из пресса.
Формула изобретения
Пресс непрерывного действия для изготовления преимуществеино древесно-стружечных илит, включающий расположенные одна над другой приводиые прилегающие пластинчатые ленты, каждая из которых охвачена трапсиортериой непрерывной леитой, причем пластины пластинчатых лент соединены между собой щарнирно в области их боковых поверхностей, а на сторонах пластин поперечных к движению ленты выполиены прямоугольные пазы, отличающийся тем, что, с целью повыщения качества плит, прямоугольные пазы выполиены несквозными по толщине пластин и расположены в щахматном порядке по плоскости поперечных сторон пластии.
Источники информации, принятые во внимание при экспертизе:
1.Шварцман Г. М. Производство древесно-стружечиых плит. М., «Лесная промыщленность, 1977, с. 273-276.
2.Патент ФРГ № 2017845, кл. ЗЭа 5/08, опублик. 1972.
(
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс непрерывного действия для подпрессовки слоя волокнистой массы при изготовлении стружечных или волокнистых плит | 1977 |
|
SU973006A3 |
| Пресс непрерывного действия | 1974 |
|
SU559632A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |
| Пресс непрерывного действия | 1974 |
|
SU579882A3 |
| Пресс непрерывного действия | 1981 |
|
SU1056888A3 |
| Пресс непрерывного действия | 1984 |
|
SU1452469A3 |
| Пресс непрерывного действия | 1981 |
|
SU1053738A3 |
| ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2310558C2 |
| Древесно-стружечный станок | 2022 |
|
RU2832290C2 |
| Устройство для непрерывного изготовления древесных плит | 1976 |
|
SU648438A1 |
5S
«
58
56
54
58
